
激光摆动焊接6061铝合金板材焊缝成形工艺研究*
2020-03-26 15:13刘怀亮周邵巍马修泉王俊康
机电工程技术 2020年2期
刘怀亮,周邵巍,马修泉,刘 庆,王俊康
(1.广东省智能机器人研究院,广东东莞 523808;2.华中科技大学机械科学与工程学院,武汉 430074;3.广东国志激光技术有限公司,广东东莞 523000)
0 引言
铝合金中厚板焊接是航空航天、能源化工、轨道交通等国家重大战略工程高性能装备制造过程中的关键技术[1]。传统电弧焊方法虽然设备简单、操作方便、成本低廉,但由于存在效率极低、焊缝质量不佳、操作环境恶劣等问题,已逐渐被更先进的激光焊接所取代,尤其是对焊接性能要求较高的构件,激光焊接具有热影响区小(热应力应变效应低)、焊接精度与焊接接头质量佳、焊接效率高、对环境污染小等优点,目前激光焊接已被广泛应用在金属、非金属材料连接技术中[2-3]。
激光摆动焊接是利用扫描振镜实现聚焦光束的摆动,与传统固定光束激光焊接相比,具有焊接精度高、焊缝质量与成型性好、对板材拼接缝隙要求低、焊接柔性高等优点[4-5]。研究表明,激光摆动焊接可有效增加熔池的流动、抑制飞溅与气孔的形成、促进焊缝合金元素均匀化,且通过调节振镜摆动速度与幅度,可改变焊缝宽度,降低焊缝融合区的脆性相,从而提高焊缝质量[5-7]。
随着激光技术的快速发展,光纤激光器向着大功率、小体积、高集成的方向发展。目前IPG已生产出500 kW的连续光纤激光器,而国内也已将国产30 kW高功率连续光纤激光器投入商用[1-3]。同时,随着光纤激光器向小型化发展,手持激光焊接技术也随之诞生。由于500~1 000 W光纤激光器大都采用风冷散热,省去了复杂的水路,因此被广泛应用于手持激光焊接机中。手持激光焊接机不像传统的激光焊接一样需要借助焊接平台,只需操作者手持激光焊接头便可进行焊接操作,操作简单灵活,可快速焊接形状各异的复杂焊接工件,不需要额外设计特定的夹具,加工成本低、柔性好。由于激光摆动焊接的诸多优势,目前市场上手持激光焊接头均采用扫描振镜以实现摆动焊接[6]。
1 实验设备与方法
1.1 实验设备与材料
本实验采用国志激光YSM-1000C型光纤激光器,如图1所示,该激光器光纤芯径为14 μm,冷却方式为风冷。激光焊接头采用的是万顺兴ND-18手持摆动焊接头,如图2所示。准直与聚焦镜焦距比为1∶2,零焦位置光斑直径为0.028 mm,最大功率密度为162.5×106W/cm2,大于6061铝合金的能量密度阈值,在此功率密度下可轻松在6061铝合金表面诱导形成匙孔,大大提高铝合金对激光的吸收率。且实验中采用氮气作为焊接保护气,氮气相比氩气,可与铝发生放热反应,生成三元化合物,进一步提高了铝材对激光的吸收。本实验中采用Optronis-CP70高速相机进行图像采集,以研究手持激光摆动焊接过程中的熔池形成与保持。

图1 1 000 W光纤激光器

图2 手持激光摆动焊接头与操作界面
手持摆动焊接头通过调节振镜扫描速度与扫描幅度可达到Wobble摆动焊接效果,可根据需要设点多种波形,如图3所示。焊接过程中需要根据拼接缝的宽窄与板材厚度调节最佳振镜宽度,以达到最佳的焊接强度,此款手持摆动焊接头的最大振镜宽度为5 mm。实验中对比分析了摆动焊接与普通焊接(不开振镜)焊缝质量以及熔池形成过程。

图3 激光摆动焊接原理示意图
实验中采用的是6061铝合金,具有优良的焊接特性以及良好的抗腐蚀性能,被广泛应用在交通运输、航空航天、建筑建材等领域,表1为6061铝合金力学性能参数。6061铝合金表面极易产生一层致密的高熔点氧化膜,增加熔池产生的难度,因此焊接前需要打磨并用丙酮或酒精清理,表2为6061铝合金化学成分参数。

表1 6061铝合金力学性能

表2 实验材料化学成分
1.2 实验方法
实验利用ND-18手持摆动焊接头进行6061铝合金的直角焊接与拼接焊,分别研究了焊接速度、激光功率、振镜速度对焊接性能与焊缝形貌的影响。选用的6061铝板材厚度为4 mm,焊接角度为固定的45°,保护气为99.9%的氮气,流量为35 L/min,采用零焦焊接。由于ND-18为手持焊接头,操作员在操作过程中很难准确控制每次焊接的速度都保持相同,因此在研究焊接速度对焊缝形貌影响时,同一焊道采用先慢后快的操作方式,如图4所示。在每次焊接过程中均使用Optronis-CP70高速相机进行图像采集,采集帧率为3 000帧。

图4 焊接头与板材角度以及实验操作示意图
2 结果分析
2.1 焊接速度对焊缝的影响
如图5所示,在焊接过程中,激光束在6061铝合金表面冲击形成稳定的匙孔,增加了铝合金对激光的吸收率,进而形成稳定的熔池,随着光束左右摆动以及匀速向前移动,形成了均匀的焊缝。通过高速相机观察发现,聚焦光束的左右摆动会搅拌熔池,从而影响熔池的热力耦合与焊缝成形,形成稳定均匀的鱼鳞纹状焊缝形貌。
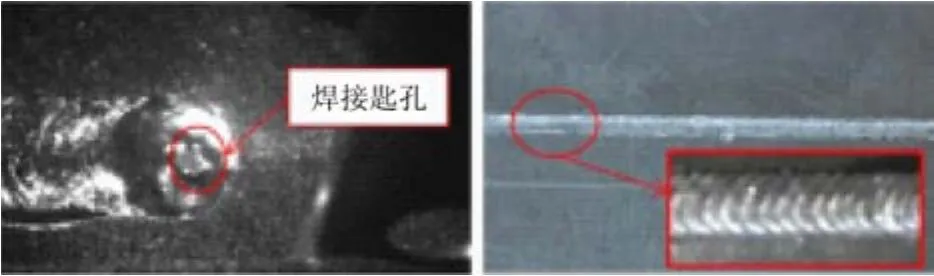
图5 焊接匙孔与焊缝形貌
为了直观对比不同焊接速度对焊缝形貌的影响,首先在同一道焊缝中采用先慢后快的焊接方式,如图6所示,激光功率为1 000 W,振镜速度为1 000 mm/s,振镜宽度为4 mm。通过高速相机观察发现,两种速度下匙孔的大小并没有发生明显变化,尽管激光焦点会左右摆动,但匙孔的位置始终位于焊缝中央,经研究发现,激光摆动焊接会扩大焊接匙孔。最终的焊缝呈现先宽后窄的形貌,通过多次试验发现,增大焊接速度会降低熔宽,但宽度均大于振镜宽度(振镜宽度4 mm)。当速度进一步增加时,焊缝呈现锯齿状,如图7所示,因此手持激光摆动焊接的焊接速度不宜过快。通过高速影像发现,在激光摆动焊接过程中,较慢的焊接速度往往会产生轻微的飞溅,当提高焊接速度后,飞溅消失。这是由于在较慢的焊接速度下,熔池的热输入量变大,铝气化,并产生气泡,形成飞溅。因此,当对飞溅、气孔要求较高的工况下,焊接速度不宜过慢,应以形成稳定鱼鳞纹状焊缝形貌为准,且焊缝宽度为振镜宽度加1 mm左右。
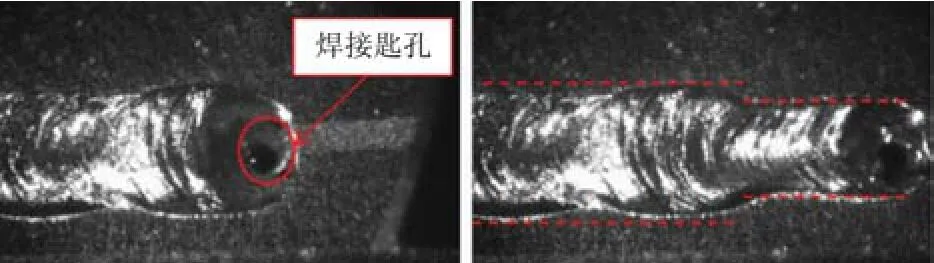
图6 不同焊接速度对应的焊缝形貌

图7 锯齿状焊接形貌

图8 不同振镜速度对应的焊接形貌
2.2 振镜扫描速度对焊缝形貌的影响
为了进一步研究振镜速度对焊缝形貌的影响,对6061铝合金采用直角焊接,如图8所示。两组实验分别采用1 000 mm/s与600 mm/s的振镜速度,激光功率为1 000 W,振镜宽度为4 mm,焊接速度均保持相同且匀速。实验发现,在相同焊接速度下,较慢的振镜速度,其焊缝宽度为4.2 mm,且焊缝形貌趋向于锯齿状,如图8所示。当振镜速度达到1 000 mm/s时,焊缝宽为5 mm,焊缝形貌呈现均匀美观的鱼鳞纹状。通过多组重复试验发现,在较低的振镜速度下,通过降低焊接速度同样可以达到较好的焊接效果。因此,振镜速度应与焊接速度相匹配,慢的振镜速度对应慢的焊接速度,快的振镜速度对应快的焊接速度。
2.3 单激光与摆动激光焊接对比
单激光焊接由于成本低廉,被广泛使用在工业生产中。图9为不开振镜的单激光焊接过程,由于光纤芯径仅为14 μm,经手持焊接头准直聚焦后,零焦光斑仅为0.028 mm,极易从板材拼接缝隙中漏出。因此,采用正离焦5 mm焊接,此时光斑直径约为0.5 mm。从图9可以看出熔池较小,且没有形成稳定的匙孔。这是由于光斑变大后,功率密度急剧降低,很难在铝合金表面冲击形成匙孔,最终焊缝宽度仅为0.6 mm,焊接熔深较浅,大部分激光并没有被吸收。因此,手持激光焊接头不开振镜不能有效焊接铝合金板材。
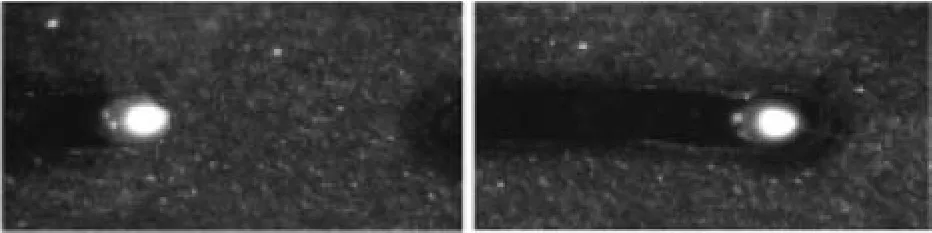
图9 单激光焊接高速影像
3 结束语
(1)在激光摆动焊接过程中,焊接速度应以形成稳定鱼鳞纹状焊缝形貌为准,且焊缝宽度为振镜宽度加1mm左右,过快的焊接速度会形成锯齿状形貌,过慢的焊接速度会增加气孔与飞溅缺陷。
新闻摄影构图具有均衡式构图、变化式构图、紧凑式构图、对称式构图多种类型,在实际构图中,需严格遵守构图原则,确保画面层次与主体划分鲜明。具体而言,保障新闻画面的简洁性,利用大光圈等方式处理杂乱背景,将复杂背景虚化,以更好地提升画面中的主体;保障画面信息的丰富性,让观众通过观察照片获取到更多新闻信息;保障画面的主体性,在新闻摄影中应强调一个主体及一个视觉中心原则,在一张照片中不可同时出现多个中心,可通过变焦等方式对拍摄画面进行取舍。
(2)激光摆动焊接的匙孔会随着激光光斑的摆动变大,且匙孔始终位于焊缝中央,激光光束的摆动会搅拌熔池,影响熔池的热力耦合与焊缝成形,形成稳定均匀的鱼鳞纹状焊缝形貌。
(3)激光摆动焊接的振镜速度应与焊接速度相匹配,慢的振镜速度对应慢的焊接速度,快的振镜速度对应快的焊接速度。
(4)手持激光摆动焊接铝合金板材过程中,应采用零焦提高功率密度,并开启振镜,振镜宽度应以板材票拼接宽度为准。
猜你喜欢
上海金属(2022年3期)2022-06-01
粉末冶金技术(2021年3期)2021-07-28
建材发展导向(2021年9期)2021-07-16
粉末冶金技术(2021年1期)2021-03-29
舰船科学技术(2021年12期)2021-03-29
东北大学学报(自然科学版)(2020年10期)2020-10-19
物理学报(2019年4期)2019-03-16
中国光学(2015年1期)2015-06-06
汽车维护与修理(2015年6期)2015-02-28
中国科技纵横(2014年7期)2014-12-07
