
回转式焙烧炉突发性停运的技术分析与预防
2020-05-14 07:53吴慧军
石油化工设备技术 2020年3期
吴慧军,雷 霆
(中国石化催化剂有限公司长岭分公司,湖南 岳阳 414012)
回转式焙烧炉是炼油和化工催化剂生产中的常用设备,常用的加热方式有电热、燃油、燃气(液化石油气、天然气等)3种【1】。它的优点在于生产过程连续性强、自动化程度高、单台设备产能大、运行平稳、产品收率高,另外在节能、环保等方面也有一定的优势,因而该类型的设备被化工、矿山、冶金等行业广泛采用。
目前国内用于催化剂、分子筛等物料焙烧生产的焙烧炉有燃烧型焙烧炉和电加热焙烧炉两种基本形式,其中电热型焙烧技术更为普及,它具有操作安全、控温精确、无燃烧废气排放等优点。
1 电加热回转式焙烧炉结构与工作原理
电加热焙烧炉结构如图 1所示。炉筒通常采用耐热材料(如310S等)制造,炉筒的重量由2对(或3对)托轮支撑,在传动装置(齿轮副或链轮副)的作用下缓慢匀速转动。炉筒外部为炉膛,炉膛内壁为耐高温保温材料。焙烧炉从进料端向出料端呈一定角度的倾斜。物料自进料箱进入炉筒,在炉筒内抄板和重力的作用下翻滚前行,经过一定时间后自出料箱排出。物料的焙烧时间可通过调节炉筒转速或炉筒与水平面的夹角来控制。
电加热焙烧炉采用电热元件作为热源进行间接加热。电热元件在保温炉膛内主要依靠辐射换热来加热炉筒。为了便于检修和更换,电热元件一般在炉膛底部单面布置。虽然是单面辐射传热,但由于炉筒匀速旋转,而且炉膛的保温作用使整个炉腔内温差较小,所以炉筒受热非常均匀,炉筒变形也较小。设备实物见图2。
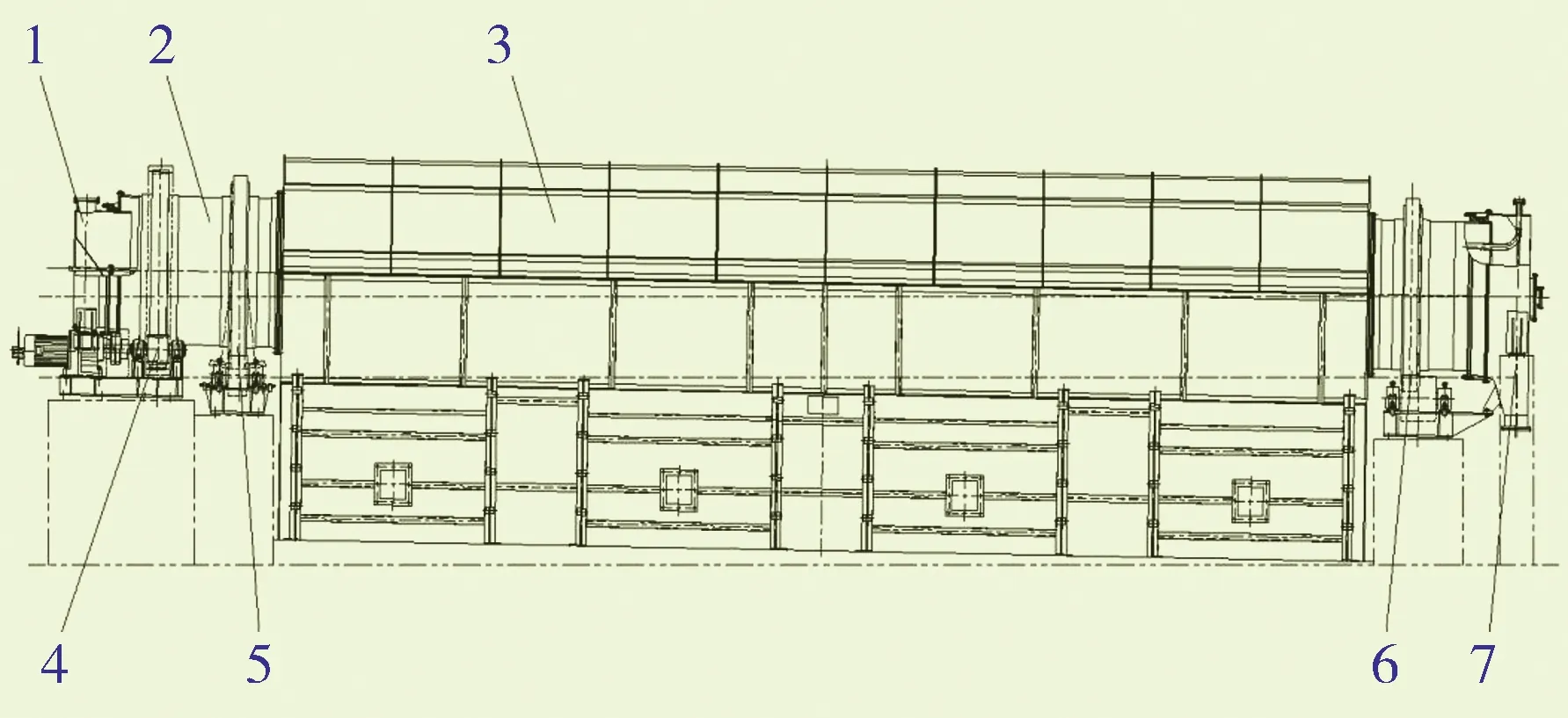
1—进料箱; 2—炉筒; 3—炉膛上盖; 4—传动装置;5—左托轮; 6—右托轮; 7—出料箱图1 回转式焙烧炉外形结构示意

图2 电加热焙烧炉实物外形
该设备在运行过程中故障率较低,但企业仍应加强巡检,密切注意其运行状况,避免正常运行过程中因各种原因造成设备突发性停止转动。这类事故虽偶然性发生,但一旦发生停转且不能迅速恢复运转,轻则导致炉筒变形,严重的可能酿成重大设备事故,甚至造成炉筒报废。
2 焙烧炉突发性停运故障
某催化剂厂采用电加热回转式焙烧炉用于加氢催化剂的生产。设备炉筒直径2.2 m,加热段长度20 m,电加热最大功率800 kW,设计最高加热温度950 ℃,炉筒材质采用Inconel 600镍基高温合金钢。设备投用以来长期运行正常。在一次生产过程中突然发生炉筒卡死,设备停止运转,当班工人紧急采取手动盘车但无法盘动,检修人员采取了调整托轮位置、外力协助强制盘车等多种手段仍然无法盘车成功,最终因设备严重变形导致炉筒中部开裂,见图3。

图3 炉筒变形,中部断裂
从现场设备故障发生的现象来看,炉筒相对进料箱发生了严重的偏心,炉筒底部与进料箱之间的间隙为零,炉筒与进料箱接触部位发生了直接摩擦并已经出现了铁屑瘤,而炉筒顶部与进料箱间隙超过20 mm,炉筒与炉膛也发生了严重的偏心。检修人员采用了调整托轮位置、在进料箱底部楔入斜铁抬高进料箱等多种办法,试图弥补炉筒的偏心,使炉筒恢复转动,但都没有成功。分析判断认为,炉筒可能已经产生变形或裂纹。炉体降温后进入炉筒内观察的结果证实了上述结论。
3 故障原因分析
3.1 焙烧炉炉筒受力分析及突发停转造成的严重后果
对焙烧炉炉筒进行受力分析。正常情况下,焙烧炉炉筒慢速均匀转动,转速为10~30 r/min。虽然在高温作用下材料自身强度降低,炉筒会产生少量变形,但由于炉筒受热均匀,且处于连续转动状态,因此可将炉筒简化为刚性支梁。如果焙烧炉炉筒因某些特殊原因出现长时间停滞不能转动,情况就发生了变化。可以将当前情况下的炉筒简化地视作受到均布载荷和两点支撑的简支梁,梁上的均布载荷为炉体自重和物料重量,作为反作用力的两点支撑力来自托轮。由于材料在高温下强度下降,在均布载荷的作用下,简支梁会发生凹形弯曲变形(如图4),当变形达到一定程度时,炉筒进料端将受到进料箱向下的反作用力,见图5。

图4 炉筒受力的力学模型
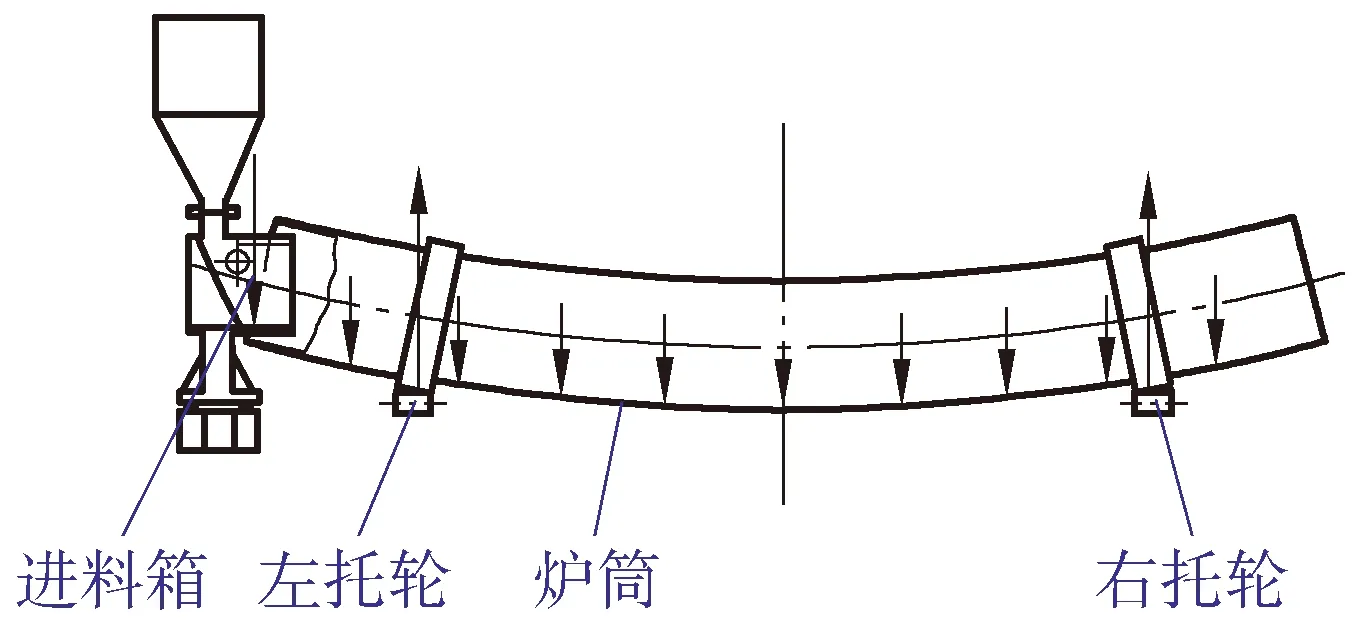
图5 炉筒受力变形
当炉筒高温下长时间停转、不能及时启动时,炉筒将发生图5所示的变形,且时间越长变形越大。这种变形将不断增加进料箱对炉筒的反作用力。反作用力越大,炉筒转动需要克服的摩擦力就越大,驱动电机需要的扭矩也越大,最终可能导致电机过载而无法驱动、手动盘车无法进行、甚至借助外力也无法盘车的情况。随着时间的延长,变形不断加大,最终可能导致炉筒永久性变形。如果炉筒中间底部应力超过了材料的抗拉强度,炉筒就可能从中间底部产生裂纹,严重时产生断裂。
3.2 解决炉筒卡死的主要措施
高温环境下,炉筒如果长时间停止转动,后果将非常严重。这种情况一旦发生,应考虑采用以下措施使炉筒尽快恢复运转:
1) 手动盘车。焙烧炉设计时,通常在炉筒驱动电机的尾部附带有手动盘车的手轮,专门用于应对供电系统临时断电时设备的手动盘车。因驱动电机附带减速机的减速比以及传动齿轮副的传动比较大,正常情况下,设备临时断电时采用手动盘车一般是比较轻松的。
2) 快速拆除与进料箱相连的所有固定螺栓,解除进料箱所有的受力约束,尽可能使进料箱处于自由状态,减小进料箱与炉筒之间的摩擦力,并通过调整托轮位置来调整炉筒与炉膛之间的间隙。如图6所示,由于炉筒变形下凹,位于托轮左端的炉筒部位上移,进料箱底部对炉筒进料端产生巨大的正压力。正是由于这个正压力所产生的摩擦力制约了炉筒的转动,因此必须尽快消除。必须指出的是,试图在进料箱底部楔入斜铁的做法是错误的,因为其位移量一般不足以消除炉筒向上的位移量。
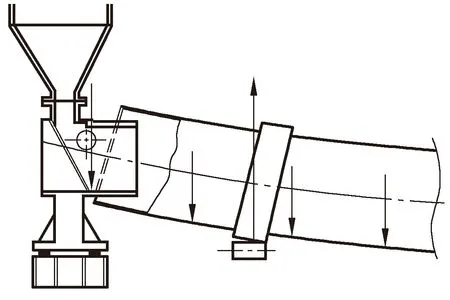
图6 进料箱对炉筒产生正压力
3) 借助外力强制性盘车。可以借助手动葫芦等工具,增加盘车扭矩,使炉筒尽快转过死点,恢复运转。出现这种情况后,应该一边继续盘车,一边尽快使设备降温,使设备顺利停车后进行检修。
3.3 可能引起焙烧炉突发性停转的原因分析
实际生产中,可能造成焙烧炉炉筒突发性停止转动的原因有多种,有可能是生产系统造成的,也有可能是设备本身的原因。
1) 炉筒滚圈发生偏心是不可忽视的重要隐患。
炉筒支承采用滚圈和托轮支承副【2】,滚圈与炉筒之间采用Ω形弹簧板连接,连接的形式可以是螺栓固定或焊接,其作用是有效地降低滚圈的表面温度,缓冲设备高温运行时产生的额外载荷,使设备运行稳定【1】。受高温影响,Ω形弹簧板可能出现脱焊或螺纹松动,造成滚圈与炉筒出现偏心,见图7。

图7 滚圈发生偏心
炉筒与炉膛的间隙、炉筒外圆与进料箱内孔的间隙通常仅10 mm,当偏心大于10 mm时,可能造成上述间隙为零,出现外壁与内孔摩擦现象。此时应立即降温检修,重新调整并固定Ω形弹簧板。一旦出现研磨现象,随着偏心的不断增大可能导致炉筒卡死,设备突发停运。
2) 设备突然停电。当设备供电系统出现故障或其他原因造成设备临时断电时,炉筒立即停止运转,此时炉内温度尚处于高温状态,炉筒如果长时间处于某个固定位置,极可能造成炉筒永久性变形,此时应立即进行手动盘车。
3) 传动系统机械故障。电机、齿轮(或链轮、链条)故障均可能造成设备停车,此时应紧急采用手动盘车,设备缓慢降温后对故障部位进行检修。
4) 其他原因。如托轮润滑不足被卡死、托轮与炉筒之间的间隙夹杂异物等。
4 预防措施
1) 设备应采用双回路供电或为驱动电机配置专用的后备电源以避免正常运行过程中突然停电。一旦发生停止供电的情况,应立即进行手动盘车。
2) 加强巡检。检查传动系统运行状况、托轮润滑情况,及时清理设备上的异物。
3) 坚持“应修必修,修必修好”的设备管理原则。定期测量滚圈的偏心值,重点检查进料端炉筒与进料箱的间隙,一旦发现滚圈出现偏心,且大于10 mm时,应立即停止设备运行进行检修,重新调整并固定Ω形弹簧板,使滚圈外圆与炉筒的同心度不大于2 mm。
5 结语
回转式焙烧炉是催化剂生产的重要设备,企业应对该设备采用双回路供电,或对设备的驱动电机配备专用的备用电源,避免正常生产过程中突然停电。一旦发生突发性设备停运,应立即进行手动盘车,避免炉筒长时间处于同一固定位置,造成炉筒变形。同时企业应定期对滚圈的偏心值进行检测,避免因滚圈偏心过大发生炉筒卡死现象。
猜你喜欢
中州大学学报(2022年4期)2022-09-13
科学家(2022年3期)2022-04-11
炼油技术与工程(2021年7期)2021-07-22
天然气化工—C1化学与化工(2021年1期)2021-03-17
水上消防(2020年2期)2020-07-24
科技与创新(2020年13期)2020-07-11
科学与财富(2018年29期)2018-11-21
故事作文·高年级(2018年8期)2018-08-14
快乐语文(2018年7期)2018-05-25
小说月刊(2015年9期)2015-04-23
