
全自动液压制砖机配料控制系统设计
2020-05-21 01:35吴林峰王建立朱汉涛宋珺颐沈越
机械 2020年4期
吴林峰,王建立,朱汉涛,宋珺颐,沈越
全自动液压制砖机配料控制系统设计
吴林峰1,王建立1,朱汉涛2,宋珺颐1,沈越1
(1.华北水利水电大学 机械学院,河南 郑州 450045;2.郑州三和水工机械有限公司 技术中心,河南 郑州 450100)
我国粉煤灰在建材制砖方面得到广泛应用。本文结合每次产转24块,年产量0.8亿块的一种三梁四柱式液压制砖机,设计一种由PLC控制的自动配料和输料系统。该配料系统根据粉煤灰物料特点和配料、供料方式,由三个罐子单独装料和称重粉煤灰、水泥和水,由PLC控制配料和输送实现全程自动化操作。同时利用控制系统仿真软件组态王对该设备控制系统进行了控制仿真,保证了控制系统生产安全可靠,配料精确,效率高,提升了企业竞争力。
全自动液压制砖机;配料系统;自动配料;PLC控制系统
在工业生产中,配料与传送是一种常见的用于多种物料混合的系统,可以实现自动配比物料,搅拌混合,运输传送等多项生产过程,实际生产过程中经常会有大批量物料进行配比组合的情况,如果手动计算下料量再对设备进行设定,不仅在一定程度上可能影响工程进度,还易出错,效率也不高,因此采用全自动配料控制可以很好的解决上述问题,还可以带来良好的经济效益[1-3]。本文就针对一种粉煤灰全自动液压制砖机控制系统进行研究。
1 全自动液压制砖机控制系统设计
1.1 配料系统工作特性
制砖机配料由粉煤灰、水泥、水按照一定配比进行混合,通过送料风机输送加料,每个料罐的上方都安装有除尘装置,避免异物落入料罐中使配料不精确,在实际进料过程中会出现物料结块的现象,设计有机震装置,一旦物料堵塞管道,启动机震按钮,避免这种现象的发生。对每个料管进行物料输送是螺旋进给的方式,同时设定配料比,可设置不同物料的计量和配料次数[2]。当三种物料按照配比足量的输送到混合罐中,会有重量信号传送到控制系统PLC,配料完成后由小车运走,循环往复。配料系统由储罐,送料装置,称重装置,输送装置和微电脑控制系统组成,可进行不同材料不同配方的配料[3]。考虑到物料出料时可能存在卸料不干净的问题,选择料式称量方法[5-7]。
1.2 PLC控制系统软件设计
PLC控制程序有校称程序、称重程序、手动控制程序,校称程序用于首次称重,此时需要进行校称来保证配料精度,称重程序这部分是称重环节,首先需要请求称重,当混合罐当前重量大于设定值,需要通过手动将余料卸完解除警报,再重新进行请求称重,如果混和罐的重量在设定值范围内则可进行称料手动控制程序此部分是吹料环节,通过手动输入料罐的编号即所需传送的位置,再打开相应岔道阀,将车料里的物料通过吹料机进行传送,具体输入、输出地址分配如表1所示。
1.3 PLC控制程序
1.3.1 校称程序
校称程序是校称系统中校零点和校线性,首次称重需要进行校称来保证配料精度。通过输入AD值AIW0输出皮重VW50,如图1所示。
校线性时,通过输入AD值输出线性1,然后经过减法指令SUB_I,将线性1与皮重相减得到一个值,把它赋给ACO,再通过I_DI指令,实现由16位字节扩大为32位字节,更符合实际配料过程中物料重量的变化幅度。然后通过DI_R双整数转换成浮点数指令,浮点数就是小数,使配料精度更完善,最后通过DIV_R浮点数除法指令将输入的砝码重量与ACO相除得到线性结果VD64,如图2所示[8-11]。

表1 输入、输出地址分配

图1 校零点
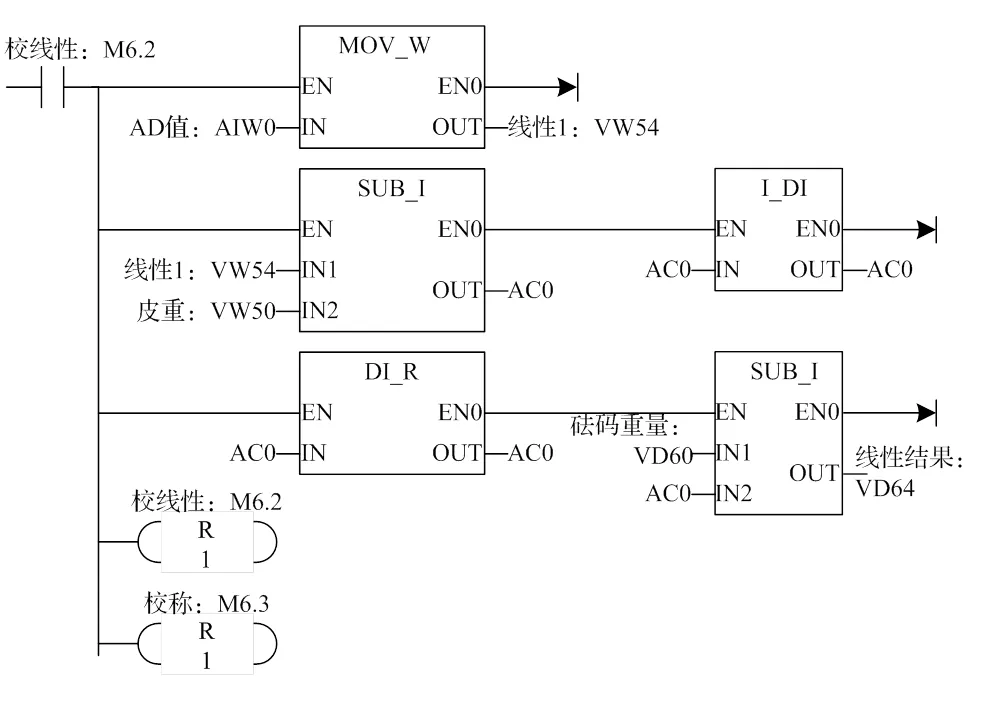
图2 校线性
当前称重使用了I_DI和DI_R两个模块,先将AD值赋予到AC1中,再将AC1值输送到VD68代表实际当前AD值,之后通过乘法指令将当前AD值与线性结果64相乘得到当前重量VD72,如图3所示。

图3 当前重量
将罐A实际值乘以0.9得到缓称值VD84,罐B实际值乘以0.9得到缓称值VD92,罐C实际值乘以0.9得到缓称值VD58,如图4所示。
1.3.2 称重程序
称重环节,首先需要请求称重,当混合罐当前重量大于设定值,需要通过手动将余料卸完解除警报,再重新进行请求称重,如混和罐的重量在设定值范围内则可进行称料,此时混合罐在转换后的总重量为VD72,如图5所示。
罐A进行具体称重,当罐A中的当前值余料小于设定值时进入缓称期,通过校称部分使余料大于设定值则进入螺旋给料到混合罐,之后通过MOV_R实数传送,输入VD72输出VD96即料A的总重量,再通过SUB_R减法指令,将VD72-VD96=VD100即罐B的当前值,如图6所示。

图4 罐A/B/C缓称值

图5 请求称重
同理设置罐B进行称重,当罐B中的当前值余料小于设定值时进入缓称期,通过校称部分使余料大于设定值则进入螺旋给料到混合罐,之后通过MOV_R实数传送,输入VD100输出VD140即料B的总重量,再通过两步SUB_R减法指令,先将VD72-VD96的值传送给AC2,再通过AC2-VD140=VD54即罐C的当前值,如图7所示。
罐C进行称重时,当罐C中的当前值余料小于设定值时进入缓称期,通过校称部分使余料大于设定值则进入螺旋给料到混合罐,至此,罐A称完成,罐B称完成,罐C称完成称重,如图8所示。
最后通过一个只加计数器指令可实时监控称重完成次数,只加计数器符号表示为CTU,PV表示设定值端,当有脉冲输入时,即进入称重到A、B、C全部称完成时,触点闭合,如果复位信号接通,即请求称重M6.5闭合,当前值为0,触点断开,如图9所示。
1.3.3 手动控制程序
吹料环节,通过手动输入料罐的编号即所需传送的位置,再打开相应岔道阀,将车料里的物料通过吹料机进行传送,如图10所示。
配料前还需要准备工作:除尘装置和振动,当打开左除尘按钮I0.4,即启动A除尘电磁阀Q0.6,进行A除尘;当启动按钮I0.5即进行右除尘操作,B除尘电磁阀Q0.7打开,开始B除尘,当启动按钮I1.5即进行C除尘操作,C除尘电磁阀Q2.0打开,开始C除尘;当点击左震动按钮I0.6,即启动A的机震电磁阀Q1.0,这时A开始机震,当点击右震动按钮I0.7,即启动B的机震电磁阀Q1.1,这时进行B机震,当打开C震动按钮I1.6,即启动C机震电磁阀Q2.1,进行C机震,如图11所示。

图6 罐A称重
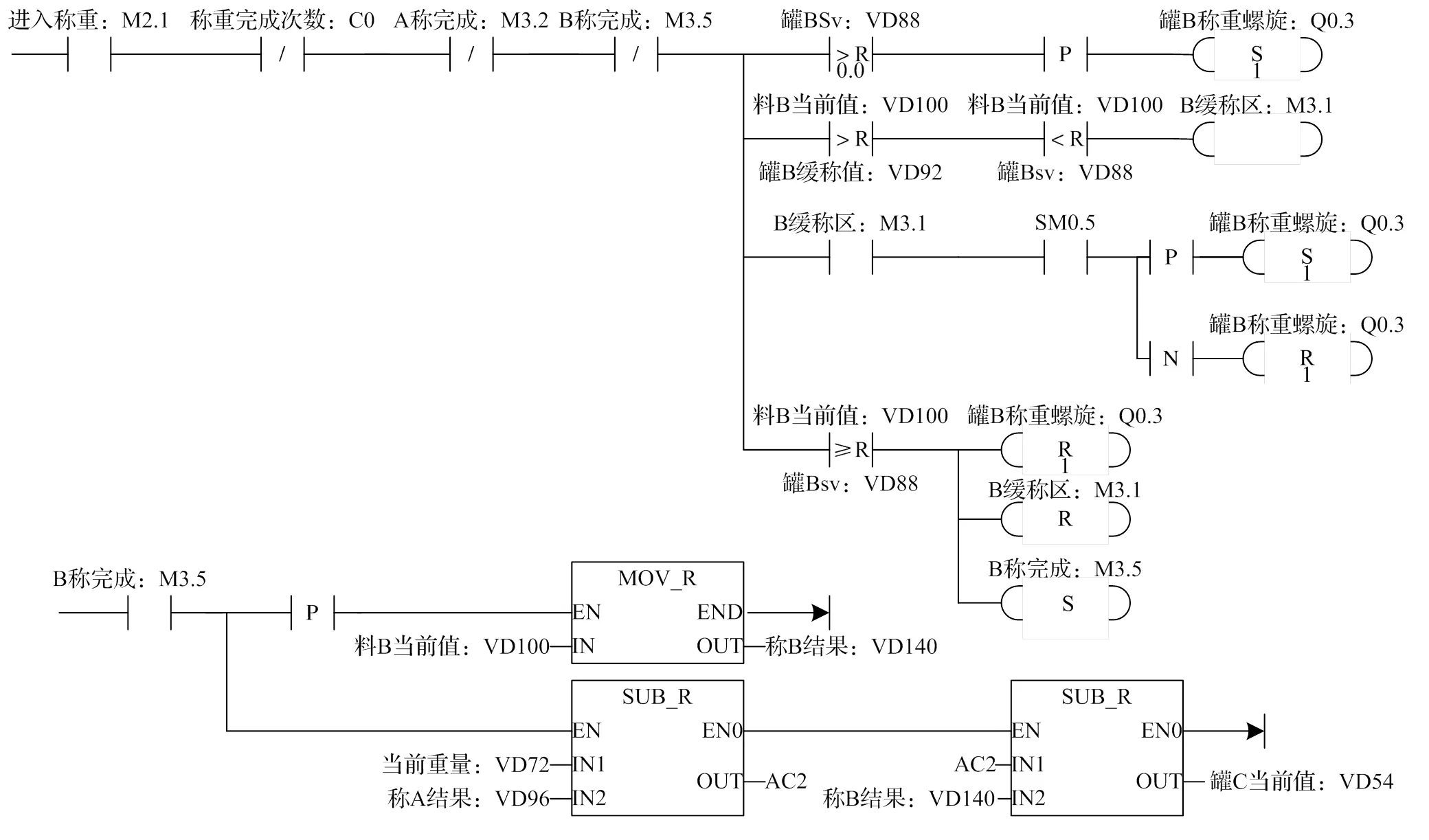
图7 罐B称重

图8 罐C称重

图9 称重次数

图10 吹料
1.4 控制系统的仿真设计
控制系统的仿真主要包括组态界面设计、项目的建立、组态画面设计、组态变量设计、组态报表系统的设计。
组态运行是指对所设计的所有系统进行运行的一个过程,包括吹料、向中间罐下料、中间罐排料、混和罐搅拌、混和罐排料等。如图12和图13是吹料机对中间罐进行吹料和排料状态。

图11 手动除尘/机震
当罐中物料总量超过设定值时,启动“开始配料”按钮,不同物料将通过螺旋进给方式传送到混合罐中,在传送过程中会显示不同物料对应的当前值,在混合料罐旁边也会显示混合物料的当前值,方便实时监视[4]。图14是物料A、B、C按照配比全部混合完成后进行搅拌最终由运料小车装载拉走,一个配料过程结束。
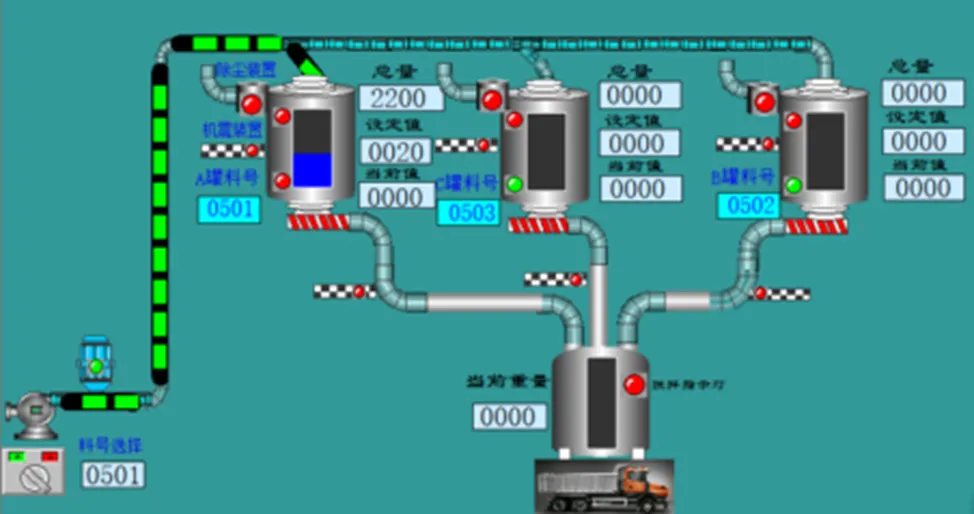
图12 对中间罐吹料
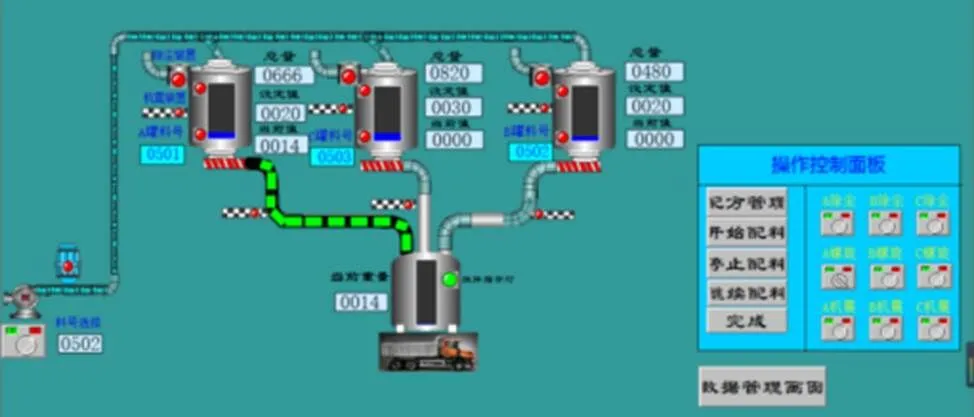
图13 对中间罐罐排料
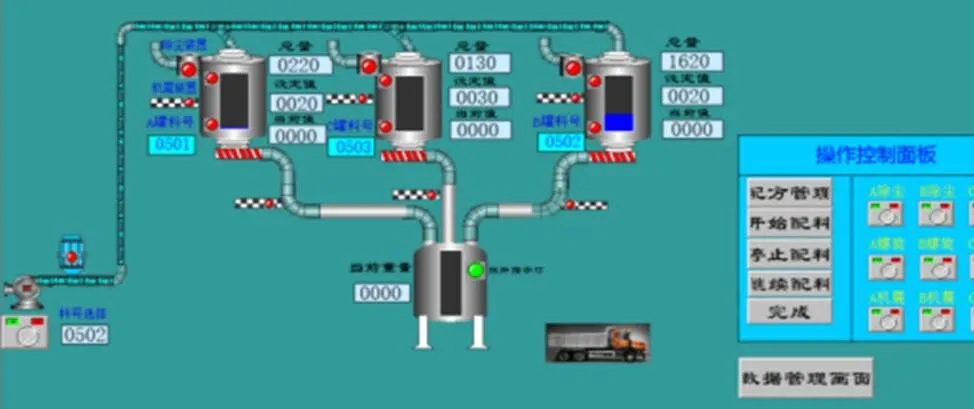
图14 配料完成
2 配料系统结构设计
配料系统结构设计目标是使在下料过程中能够使物料进行稳定的传送,保证传输过程的高效有序,同时对物料进行简单一次分配,避免不同物料的混杂造成配料精度下降,为后序精确称量不同物料带来方便。根据原料粉煤灰、水泥和水三种配料种类和状态,采用三个物料罐和一个支架组成[5]。通过SolidWorks完成物料罐和支架三维模型,装配形成三维装配图如图15所示。

图15 配料系统结构装配图
3 结论
本文以粉煤灰制砖机配料系统为研究对象,对配料系统的结构和控制系统进行结构设计和PLC控制程序设计,并利用仿真软件对控制过程进行了仿真运行,实现了配料系统自动称重、配料、送料等一体化工作。该系统称重精度高,反应灵敏,研究成果已经成功应用于某节能环保建材制造单位1000 t粉煤灰制砖三套生产线,实现年产粉煤灰蒸压砖3.2亿块。
[1]张鹏,张珂. 基于PLC和组态王的自动配料及传送系统设计[J]. 南阳理工学院学报,2014(6):17-20.
[2]张泰志. 利用液压制砖机生产高掺量粉煤灰烧结砖的研究[C]. 中国建材工程建设协会:新技术及管理理论研讨论文集,2008.
[3]李建普,张建莉,王秋生. 基于C8051F的砖机精确配料控制系统设计[J]. 中原工学院学报,2008(5):75-78.
[4]李占锋. 浅析PLC控制系统的抗干扰问题[J]. 机械,2010(2):67-69.
[5]宋佳秋,贾婉君. 基于PLC的高强钢筋定长切断机控制系统设计[J]. 机械,2018(4):63-66.
[6]鄢摄钢,蒲小琼. 机械基于PLC的无纺布开孔机设计[J]. 2013(6):49-52.
Design of Batching System for Fully Automatic Hydraulic Brick Making Machine
WU Linfeng1,WANG Jianli1,ZHU Hantao2,SONG Junyi1,SHEN Yue1
( 1.School of Mechanical Engineering, North China University of Water Resources and Electric Power, Zhengzhou 450045, China; 2.Technology Center, Zhengzhou Sanhe Hydraulic Machinery Co., Ltd., Zhengzhou 450100, China )
Fly ash is widely used in brick making of building materials in China. In this paper, on the basis of a three-beam and four-column hydraulic brick making machine with a single output of 24 bricks and an annual output of 80 million bricks, an automatic system to batch and convey the materials controlled by PLC system is designed. According to the characteristics of fly ash, the batching and conveying mode, the system is composed of three tanks to load and weigh the fly ash, the cement and the water separately, and PLC controls the batching and conveying to realize the automatic operation. At the same time, the control system of the equipment is simulated by the control system simulation software, which ensures the safety and reliability of production, the accuracy of batching, and the efficiency of the control system, and improves the firm competitiveness correspondingly.
fully automatic hydraulic brick making machine;batching system;automatic batching;PLC system
TK323
A
10.3969/j.issn.1006-0316.2020.04.010
1006-0316 (2020) 04-0058-06
2019-10-29
河南省重点科技攻关项目(152102210110);河南省教育厅高校重点研究项目(20A450002 )
吴林峰(1970-),女,河南信阳人,博士,教授,主要研究方向为机电一体化。
猜你喜欢
钣金与制作(2022年10期)2022-11-12
小学生作文(低年级适用)(2022年9期)2022-09-28
建材发展导向(2022年3期)2022-04-19
快乐语文(2021年33期)2021-12-21
湖北农机化(2021年7期)2021-12-07
轻纺工业与技术(2021年9期)2021-09-29
疯狂英语·新阅版(2021年5期)2021-06-21
江苏船舶(2020年6期)2021-01-26
现代装饰·理论(2016年8期)2016-10-17
自动化仪表(2015年5期)2015-06-15
