
通用磁极铁芯叠压胎设计
2020-06-28 02:14刘刚张雨竹
大众科学·下旬 2020年7期
刘刚 张雨竹
摘 要:文章介绍了十四极以上同步电动机,双头螺杆类磁极铁芯在叠片时使用的通用磁极铁芯叠压胎的设计过程及使用方法。通过实际的操作使用,验证该工装的可行性。
关键词:十四极以上;双头螺杆类磁极铁芯;通用磁极铁芯叠压胎
在未进行通用磁极铁芯叠压胎工装设计之前,我司十四极以上同步电动机双头螺杆类磁极铁芯在叠片时所使用的叠压工装都是“一胎一用”,详细的说就是同一个工装只能适用于同一规格尺寸的磁极铁芯进行叠压使用。就目前的行业趋势来看,电机的生产早已不是大批量、固定化的模式了,随着客户需求的不断提高,现在的电机生产更加趋向于小批量、定制化,电机的功率、中心高、启动转矩等千差万别,进而也导致磁极铁芯的规格尺寸多变。若使用常规的磁极铁芯叠压胎进行叠压,胎具的数量也就随之变多,存放不便、工期延长、工艺成本提高等问题也就随之而来,为了解决以上问题的困扰,设计了通用磁极铁芯叠压胎。
适用范围:
该磁极铁芯叠压胎适用于十四极以上同步电动机,双头螺杆类磁极铁芯,磁极铁芯宽度范围:68-180mm 高度范围:180-310mm
结构设计分析:
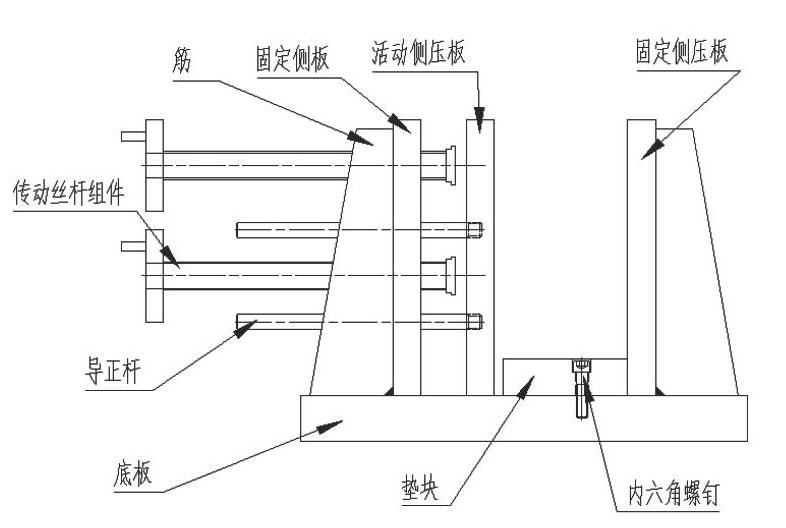
通用磁极铁芯叠压胎的装配示意图如下图所示:
常规的磁极铁芯叠压胎是由两块固定侧压板及一块底板焊接组成,叠压胎的宽度和高度方向均为固定尺寸无法进行调节,只能对单一规格尺寸的磁极冲片进行叠压。此次设计通用磁极铁芯叠压胎目的就是破除这种局限性,使叠压胎的宽度和高度可在一定规格尺寸范围内进行调节这样就可以满足一定规格尺寸的磁极铁芯共同使用。下面就设计思路结合上图进行简述:
1. 考虑到磁极铁芯叠压胎要在宽度方向可调,也就是在水平方向活动侧压板可以在底板上进行移动,所以将该底板对比常规磁极铁芯叠压胎的底板尺寸进行了加长加宽,对底板的上平面进行了精加工处理,目的是保证活动侧压板更好的在底板上移动。
2. 将左侧的固定侧板及右侧的固定侧压板分别焊接于底板上平面的两侧,为了保证两侧压板的结构强度,在每一侧压板外侧焊接两个筋板,起到支撑保护及避免形变的作用。
3.该叠压胎之所以可以实现宽度方向在一定范围内自由调节主要基于中间的活动侧压板,为了保证活动侧压板在左右移动过程中能按照固定轨迹平稳的移动,在活动侧压板上固定了四根导正杆,导正杆表面要求粗糙度0.8精加工处理,在左侧的固定侧板上与导正杆对应位置钻通孔,通孔也需精加工处理,四根导正杆通过对应通孔穿过,在通孔与导正杆上均匀涂抹润滑脂保证移动更加灵活,这样侧压板在移动过程中四根导正杆就起到了很好的限位作用。
4在左侧的固定压板的上下适当位置上钻合适大小的螺纹通孔,这里选取的是M30,加装两根如图所示的传动丝杆组件,设计两个传动组件的目的是为了满足磁极铁芯在夹紧过程中上下受力均匀,通过手柄摇动上下两个传动丝杆,可以推动活动侧压板向前移动,并在适合磁极冲片的位置对活动侧压板进行固定。这样就完成了叠压胎的左右可调。
5.为了满足磁极铁芯叠压胎的高度方向在一定范围内可调节,可以在上图所示位置加垫适合高度的垫块,在垫块适当位置上钻通孔并做沉孔处理,底板对应位置上钻螺纹盲孔,通過内六角螺栓将垫块紧固在底板上,避免其窜动,当然在设计时为了达到自己所适用的磁极铁芯高度,两侧的压板及筋的高度同样要做好设计考虑。这样当叠压不同高度的磁极铁芯时更换不同高度的垫块即可。筋板及侧板等的厚度均需要通过计算得来。
使用方法:
1.将设计好的通用磁极铁芯叠压胎放置于油压机工作平台上,调整位置使油压机压柱以及磁极铁芯叠压胎中心对正后并做好固定;
2.按照图纸要求的磁极铁芯的高度,在图示垫块位置上加垫合适高度的垫块并做好固定,垫块的选取以磁极铁芯上方高度不超过压板高度50mm为宜;
3.按照图纸所示磁极冲片的宽度,通过摇动上下两个传动丝杆组件推动中间位置的活动侧压板到合适位置(比磁极冲片的宽度宽2-3mm);
4.按照文件要求进行磁极冲片的叠装,当磁极冲片高度叠装到图纸要求高度时,再次摇动两个传动丝杆组件,直至活动侧压板与右侧的固定侧压板将中间的磁极铁芯完全夹紧为止。
5.启动油压机缓慢竖直加压并注意观察,一旦发现磁极铁芯歪斜立即停压并进行修正,将油压机加压到计算的压力数值后,用卷尺测量铁芯长度并与图纸对比,如与图纸不符则通过增减片来进行调整,再次以相同压力值加压,直至达到图纸要求为止,用焊炬依次加热磁极铆钉并用铆锤铆合,铆合后磁极铆钉不得高于磁极压板;
6.压合完成后松开压力机,反向摇动两个传动丝杆组件,取出叠压好的磁极铁芯。
结语
通过对我司的TDMK1600-32-2600、TDMK1000-30-2600G、TDMK400-32 2150等十四极以上多种规格尺寸的近十余台同步电机的磁极铁芯叠压使用,该工装取得了很好的使用效果,很大程度上节约了工装的制造周期及成本费用,我司的叠压胎现已全部进行替换,从之前的几十个常规磁极铁芯叠压胎简化为三个通用磁极铁芯叠压胎。许多时候当技术能力达到一定程度后,工艺的不断优化才能促进产品的进一步提升,工装优化亦是工艺优化中比较重要的一部分。
参考文献:
[1]李晨希 铸造工艺及工艺设计. 化学工业出版社. 2014.
[2]陈焕明,周玮, 李苏楠, 焊接工装设计. 航空工业出版社. 2006.
[3]陈立德 ,工装设计.上海交通大学出版社. 1999.
[4]成大先,机械设计手册(第六版).化学工业出版社.2016.
