吉牛水电站水轮发电机碳刷、集电环的运行隐患分析与治理
2020-07-03 03:15李政,李巍,卿启维
四川水力发电 2020年3期
李 政, 李 巍, 卿 启 维
(四川革什扎水电开发有限责任公司,四川 丹巴 626302)
1 设备概况
吉牛水电站安装有两台由哈尔滨电机厂生产的120 MW冲击式水轮发电机组,额定转速300 r/min,其励磁系统是广州擎天EXC9000型静止整流柜励磁系统。额定励磁电压227 V,额定励磁电流1 479 A。发电机集电环采用了耐磨性好的合金锻钢制造,表面无螺旋沟,集电环直径是1 030 mm, 其圆周速度为16.17 m/s,截面尺寸为75 mm×40 mm。发电机碳刷共60块,正负极各30块,采用压力为180 cN/cm2弹簧提供所需压力。使用D172型碳刷,规格是25 mm×32 mm×60 mm。碳刷及集电环的冷却靠自然风冷却。
2 发电机碳刷、集电环的运行隐患分析
2.1 存在的问题
吉牛水电站两台机组均在2014年1月投产,自投产以来发电机碳刷运行中存在的问题有:
(1)碳刷发热严重,尤其在夏天情况更甚,环境温度升高使碳刷及集电环温度更高,超过120 ℃,而D172型碳刷允许运行温度为120 ℃[1],运行中为降低环境温度,临时增添鼓风机加强通风冷却。
(2)碳刷电流分配不均。经多次现场检测电流最大值达200 A,最小值仅为10 A;碳刷接触电阻不均,在集电环高速运转中,造成碳刷与集电环接触处打火,经调整后,短时碳刷打火现象消除;约4h后会重复出现电流不均,温度升高物理现象,长期运行导致发电机集电环磨损严重。
(3)集电环摆度过大,集电环偏心,刷握固定不正,造成碳刷磨损过甚,碳刷磨损出现斜角。
(4)碳刷在刷握中过紧,适应不灵活,运行中刷握和压簧有损坏和变形现象。
(5)集电环表面因运行工况恶化。集电环表面磨损不均匀,产生凹凸不平的棱,出现整排碳刷跳动现象。
2.2 运行情况分析
(1)机组额定转速300 r/min,其圆周速度为16.17 m/s,易在碳刷与集电环之间产生气垫,造成碳刷接触不良,加之个别碳刷安装或自身质量问题与集电环接触不好,会加重碳刷与集电环打火现象,电火花会灼伤集电环,造成集电环表面不光滑。反之,不光滑的集电环又加速碳刷的磨损和发热,而发热的碳刷更加容易与集电环之间发生打火现象,如此恶性循环使集电环表面和碳刷磨损越发严重,碳刷温度越来越高,高温导致碳刷脆化,以及长期未经打扫的碳粉会导致各碳刷间的参数差异性越来越严重,导致负载严重失衡。
(2)碳刷电流分布不均,发热差异大,电流大、温度高的碳刷长时间运行后,造成碳刷与集电环接触面的氧化膜损坏、刷辫过热,引起碳刷与集电环接触电阻增大。同时,压簧经高温后压力降低,碳刷接触电阻增加,最后导致碳刷电流减小,其结果又导致其它接触好的碳刷过流,进一步造成碳刷运行工况恶化。
(3)2017年7月31日,吉牛水电站2F机组发生集电环烧毁事故,导致事故停机。后经现场监测2F机组的集电环摆度为0.7 mm,1F机组的集电环摆度为0.5 mm。经分析认为:集电环的摆度过大导致碳刷与集电环之间的压力随摆动的周期增大或减小,更为严重的是,碳刷瞬间跳离集电环从而使碳刷与集电环之间产生火花,火花使接触点产生瞬间高温,严重时,在接触点造成集电环环面的灼伤。长时间运行灼伤点周围出现凸起,这种凸起再次导致集电环和碳刷接触面之间的尖端放电,从而再次引起火花,再次灼伤环面,如此往复导致环面损蚀的恶性循环,严重时出现环火,烧毁集电环, 发电机被迫事故停机。
3 发电机碳刷、集电环的改造
3.1 改造措施
3.1.1 降低集电环摆度
对2F机组进行盘车,盘车数据如表1所示。经盘车处理后集电环的摆度值由原0.7 mm降到0.4 mm。
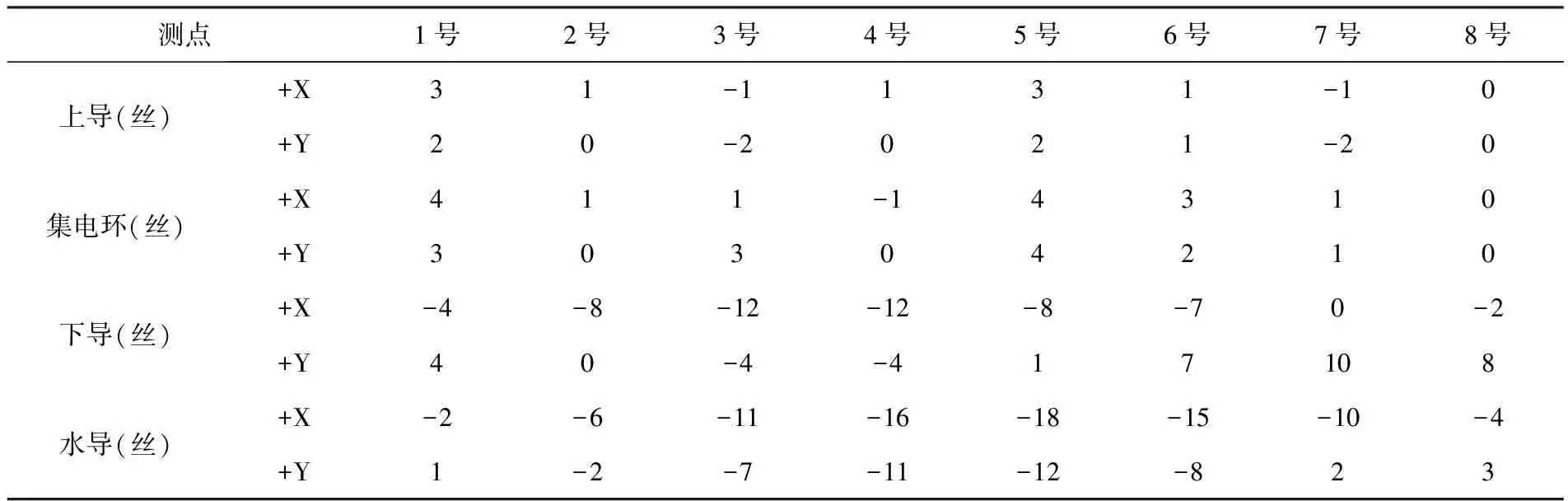
表1 2F机组盘车数据
3.1.2 增加集电环的导电截面积
集电环原截面尺寸为75 mm×40 mm,改为85 mm×40 mm,以降低集电环电密。集电环外圆周表面呈螺旋状沟槽结构,有利于集电环通风散热,并防止碳刷与集电环之间产生气垫效应[2],增强碳刷与集电环的可靠接触,降低电刷与集电环的接触电阻。
3.1.3 增加绝缘环 防止放电
在上集电环下部、下集电环上部增加绝缘环,以防止上下环间产生火花放电。上、下集电环支撑绝缘子距离加大,绝缘加厚,结构形式采用凹弧形便于维护擦拭。
3.1.4 碳刷选型及数量
碳刷选用NCC634型,尺寸25 mm×32 mm×100 mm,额定电流密度0.1 A/mm2,为天然石墨炭刷,适合高转速机组且耐磨性能高,减少碳粉污垢。选用25个碳刷,使电流密度达0.07 A/mm2接近额定电流密度,有利于建立氧化膜[3]。原机30个碳刷,电流密度为0.058 A/mm2偏低,磨损量偏大,所以减少碳刷数量。当机组长期进相运行时,使电刷的电密在0.85 A/mm2左右。电刷电密计算公式如式(1)所示[4]。
(1)
式中If为励磁电流;n为每极碳刷个数;A为碳刷接触面长度;B为碳刷接触面宽度;λ为碳刷跨越的槽数;L为集电环表面螺旋槽的宽度。
3.1.5 降低电密
导电环由半环改为整环,减少出现电流不均匀现象,加大导电环的尺寸,原机组导电环截面尺寸是16 mm×80 mm,改为20 mm×100 mm,降低导电环电密。
3.1.6 增加可靠性
采用带电可拆卸刷握,具有在带电运行状态下可方便更换的功能,且具有锁定电刷和指示电刷磨损情况的功能,增加机组运行可靠性。
3.2 改造结果
革什扎公司在2018年3月,2019年3月大修期间分别对2F机组、1F机组进行了集电环及刷架的整体改造。改造后运行效果较好,运行中存在的问题全部解决。现对2F机组改造及改造后的运行情况进行分析。
改造后集电环的工作环境得到改善,油雾现象消除,环境相对干燥,集电环的摆度值由改造前的0.7 mm降到0.4 mm,略高于标准[5]要求的0.3 mm,碳刷与集电环之间无火花产生。丰水期带120 MW,机组进相运行励磁电流小于1 100 A工况下和励磁电流大于1 100 A工况下,碳刷温度在65 ℃附近波动,集电环温度在72 ℃附近波动;枯水期带70 MW有功滞相运行励磁电流约900 A工况下,碳刷温度在60 ℃附近波动,集电环温度在66 ℃附近波动,碳刷温度受运行方式和负荷大小影响较小。
4 安装与维护
碳刷在安装之前不能有明显卡滞现象,如有需要进行打磨,打磨过程中严禁使用金相砂纸,以防止金刚砂嵌入碳刷中。安装时确保刷握与集电环表面的间隙为2~3 mm,各碳刷与集电环表面的间隙尽量一致,可以使用工具垫块控制碳刷与集电环之间的距离。
碳刷磨损余量为原长度1/3时进行更换,也可根据机组实际运行情况做适当调整,如机组振动、摆度大,造成碳刷与刷握之间的磨损比较严重,两者之间的间隙变大,碳刷摇摆度大,与集电环接触不好易发生打火现象,那么可以尽早更换。每次更换数量不能大于总数的1/10,且碳刷新旧牌号须一致。待新换碳刷经过一段时间磨合,测量通过的电流与其他未更换的电刷电流差异不大之后,再更换其他碳刷。如果在大修时一次更换的碳刷较多,应当在投运冲转时,为碳刷表面形成氧化膜留够充足的时间。更换电刷之前,需对新电刷端面进行打磨,使电刷端面形状与集电环外圆形状一致,保证碳刷与集电环有不小于75%碳块截面积的接触面。
及时消除碳刷打火现象。零星打火影响集电环环面的粗糙度,因此,发现集电环碳刷打火应及时处理,尽量减少集电环环面受到电火花腐蚀。
定期测量碳刷、刷辫、集电环的温度,对温度较高的碳刷及时查找原因并处理;使用钳形电流表测量单只碳刷的流通电流,及时调整和更换电流过大或过小的碳刷,使得每个碳刷的电流分担差别不要过大;定期清扫,不要使碳粉堆积太多。
5 结 语
吉牛水电站水能发电机组运行中碳刷、集电环温度过高,碳刷打火,集电环灼伤产生凹凸不平的棱,粉尘、油污较重,碳刷、集电环运行温度较高,运行工况较差,出现整排碳刷跳动等异常现象。笔者对集电环结构、布局方式、集电环的导电截面积进行了科学剖析;依据机组最大运行方式下的励磁电流,对机组碳刷电流密度进行科学计算,并按计算结果对碳刷进行了重新选型;依据机组震动、摆渡大小选择合理的刷握及安装间距,保证运行中每个碳刷电流的均衡。通过多次现场监测、电气物理量的分析计算,对吉牛1F、2F机组集电环、导电环、发电机碳刷、刷握进行了改造,改造后机组碳刷、集电环的运行效果较好,改造前存在的异常现象彻底解决。
猜你喜欢
电器工业(2022年8期)2022-09-03
大电机技术(2022年3期)2022-08-06
现代工业经济和信息化(2022年6期)2022-08-02
河北电力技术(2021年2期)2021-07-29
河北电力技术(2021年2期)2021-07-29
科技创新与应用(2021年18期)2021-07-12
电动工具(2020年5期)2020-10-27
电子制作(2018年1期)2018-04-04
汽车电器(2017年7期)2017-08-24
科技创新与品牌(2016年8期)2016-09-29