
150 t钢包精炼炉新型增氮工艺技术研究与应用
2020-07-15 07:00谢云飞叶成立杨先芝李福浩
大型铸锻件 2020年4期
谢云飞 叶成立 曾 杰 杨先芝 李福浩 张 健 金 杨
(二重(德阳)重型装备有限公司,四川618000)
从20世纪80年代引进技术后,国内重机厂陆续在生产核电站压力壳用钢上采用控N、控Al操作,就是为了在钢中形成细小分散的AlN颗粒,以阻止奥氏体加热时的长大,通过细化晶粒获得优良的力学性能。随着产品结构的调整与技术要求的提高,更多产品上逐步开始采用控N操作才达到日益严格的产品性能要求。
1 钢包炉加氮化合金给钢水增氮的劣势
一直以来,公司在钢水增氮时均采用真空后向钢包精炼炉内加入氮化合金(主要有氮化铬、氮化锰)的方式来控制,此种方法存在以下缺点:
1.1 加氮化合金增氮时氮的收得率低,不利于钢包炉终点氮的控制
由于氮化合金存在氮含量高、密度小、分解温度低等特点,造成氮化合金收得率较低且不稳定,较难达到工艺中对N设定的目标要求。图1是在w[Cr]≤0.20%的低合金钢中加氮化合金增氮的收得率结果。从图中可以看出,N的收得率较低且非常不稳定。
在实际生产过程中,使用氮化铬增氮比氮化锰收得率高。因此,为了更多地使用氮化铬给钢水增氮,就需要电炉粗炼钢水时将铬含量控制在一个较低的范围内,这种工艺不仅会增加一定的冶炼成本,还时常因电炉吹铬而打乱生产节奏。
1.2 加氮化合金影响钢水纯净度
一般氮化合金在真空后加入,在钢水脱氧脱气良好的情况下加入大批量合金,存在钢水污染的风险。特别是氮化锰合金,马绍华等人[1]通过实验研究发现,氮化锰增氮后,钢中的夹杂物含量比用氮化铬增氮大幅度增加[在炼钢厂现场操作过程也发现,加入氮化锰后,炉渣颜色由灰白转为棕黄色(炉渣颜色越深,钢水氧含量越高)。所以,真空后加入氮化合金,可能会造成钢中气体含量和夹杂物增加,延长真空后的冶炼时间,降低钢水纯净度。
1.3 氮化合金增氮成本较高
氮化合金是用相应的合金固态渗氮制备的,价格一般比对应的合金高50%左右,对于高氮的不锈钢,成本会大幅度增加,而氮气是一种比钢包炉最常用的氩气更为廉价的气体,在控制成本方面优势明显。

表1 氩气、氮气国家标准要求Table 1 National standard requirements of argon and nitrogen

表2 测量结果Table 2 Test results
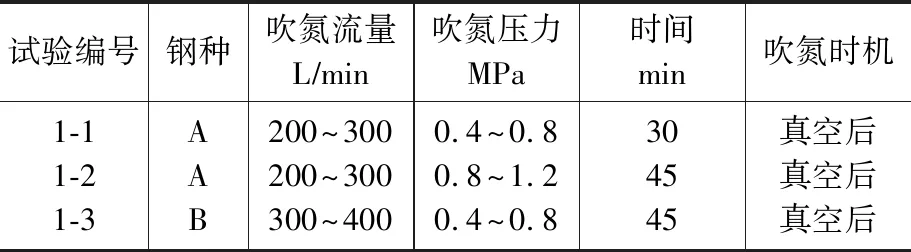
表3 底吹氮气压力、流量对增氮影响的方案Table 3 The influence of pressure and flow rate on nitrogen increasing by bottom blowing nitrogen
近10年,大型锻件用钢锭等级在不断增大,与之相应的产品质量等级也在不断提高。比如许多核电锻件的UT检测等级从之前的密集≤∅3 mm、单个≤∅5 mm提高至密集≤∅2 mm、单个≤∅3 mm,部分产品甚至要求MT检测零显示,与此同时这些产品的力学性能指标也均靠近材料极限。这就迫使我们不得不进行工艺技术创新,进一步降低钢锭夹杂物及氧含量、稳定控制钢水中N含量;另一方面,市场竞争日趋激烈,各主机厂对于产品价格的比拼也越发白热化。因此,一种既提升产品质量,又能降低生产成本的控制钢水N含量的工艺至关重要。
2 钢包炉底吹氮气技术方案
国内各大钢厂对钢包精炼炉底吹氮气增氮进行了广泛的研究,并推广使用。吕学飞[2]、韩铁水[3]、刘晓峰[4]、董大西[5]等在LF炉上对低合金钢底吹氮进行了试验研究;时彦林[6]、汤旭炜[7]等对高合金不锈钢进行了实验研究。
受此启发,炼钢工艺攻关项目组准备在炼钢厂150 t钢包精炼炉上进行试验,将钢包炉底吹氮气合金化技术进行应用。
2.1 炼钢厂氩气、氮气含水量对比分析
2.1.1 国家标准对气体要求
氩气、氮气国家标准要求见表1。
2.1.2 测定方法
2.1.3 测定结果
测量结果见表2。
2.1.4 结果分析
从测量结果来看,我厂的氩气和氮气含水量相当。假设底吹氩气或氮气中的水分全部被分解并吸收。底吹气体含水密度约为0.1 gm3,100 t钢水冶炼4 h,流量为100 Lmin,通过底吹气体增加的H含量=氢气总质量钢水量=(4×60×100)÷1000×0.1×(2÷18)÷108=0.0027×10-6,其中,(2÷18)为1 mol水气中的氢含量。
综上分析,通过底吹气体向钢水增H量可以忽略不计,可以使用氮气向钢包炉内增氮。
2.2 产品实验的开展
根据不同产品的质量要求,项目组选择在非核电产品A、B钢种上开展试验研究摸索出钢包炉最佳的吹氮压力、流量以及吹氮时间。试验时将管道氩气换成管道氮气(现在炼钢厂已为各钢包炉铺设管道氮气),设置不同的吹氮压力和流量,每隔15 min取样,持续吹氮30 min~45 min,然后视N含量决定是否继续试验。在试验中,吹氮流量及压力适时根据钢水量、实际搅拌效果进行适当调整;真空处理时在保证设备正常运行的原则下,尽量开大吹氮流量,保证真空处理脱氧、脱氢效果;真空后吹氮则以保证钢液面不裸露在空气中减少钢水吸气为原则。试验方案见表3。
通过以上实验,项目组得出了炼钢厂150 t钢包精炼炉真空后的最佳吹氮压力为0.4 MPa~0.8 MPa,吹氮流量200 Lmin~300 Lmin,在此吹氮压力和流量条件下,钢液面可达到微微蠕动,不裸露在空气中,既能满足钢包软吹均匀钢水温度、去除夹杂物的目的,又能最大限度的减少钢水吸氢、吸氧。

表4 两种增氮方式对钢水终点氮控制的影响Table 4 Effect of two nitrogen increasing methods on nitrogen control at the end point of molten steel

表5 钢包炉底吹氮前后钢水氧含量变化(×10-6)Table 5 Change of oxygen content of molten steel before and after nitrogen blowing at ladle bottom(×10-6)

表6 两种增氮方式成本对比Table 6 Cost comparison of two nitrogen-increasing methods
2.3 推广应用情况
2.3.1 钢包炉底吹氮对终点氮控制的影响
N作为一种气体元素,在钢中的溶解遵循西华特定律[8],受钢中多种合金元素影响,氮在钢液中的溶解反应可表示为:
平衡常数:
式中,fN为N的活度系数,PN2为氮气分压,P0为反应气压。
由于我厂生产大型钢锭时均采用的是钢包炉真空精炼+铸锭真空浇注的双真空路线,在铸锭进行真空浇注时,氮在钢液中的溶解反应气压PN2降低,N在钢水中的溶解度减小,钢水中的氮含量会因为真空铸锭过程而有所损失。因此,中低合金钢一般工艺均要求在钢包炉时将N控制在一定范围内,以保障锻件产品的氮含量。
2.3.2 两种增氮方式对钢水终点氮控制的影响
项目组经过实验发现,采用钢包炉底吹氮气对钢水增氮效果明显,钢水终点氮含量更能稳定地达到工艺要求。从表4可以看出,钢包炉采用新的增氮工艺后所有炉次钢水终点氮均达到工艺要求,终点氮平均值比原工艺提高33×10-6,提高幅度达24.8%。
2.3.3 钢包炉底吹氮对钢水纯净度的影响
同时,项目组分钢种对钢包底吹氮前后钢水氧含量进行了检测,检测结果见表5。从表5可以看出,钢包炉底吹氮前后钢水氧含量均控制在低于20×10-6的较好水平,吹氮前后氧含量基本变化不大,由此可以说明,新的钢包炉增氮工艺能将钢水中氧含量控制在较低范围内,为优质钢锭的生产打好基础。
采用新型钢包炉增氮工艺后,产品UT检测全部合格。
2.3.4 钢包炉底吹氮与合金增氮成本对比分析
表6对当前公司生产的典型中低合金钢(核电SA-508和MND5系列等钢)采用两种工艺进行增氮成本的对比分析。从表7可知,采用原工艺氮化合金给钢水增氮时,吨钢成本为55.49元,采用新工艺钢包炉底吹氮给钢水增氮时,吨钢成本仅28.45元,吨钢可节约27.04元。
3 结语
采用新型钢包炉增氮工艺对比原合金增氮工艺,在终点氮控制的稳定性、钢水纯净度及成本消耗上都更具有优势。新型钢包炉增氮工艺是一种既提升产品质量,又能降低生产成本的先进工艺,值得推广。
猜你喜欢
中国安全生产科学技术(2022年9期)2022-10-17
科学导报(2022年18期)2022-04-10
冶金能源(2022年1期)2022-02-18
表面技术(2021年10期)2021-11-08
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
电脑知识与技术·经验技巧(2020年7期)2020-08-23
缔客世界(2020年8期)2020-04-09
表面技术(2019年6期)2019-06-27
当代工人(2016年11期)2016-07-19
