
基于UG软件的大型支承辊梯形槽加工工艺研究
2020-07-15 07:00王晋涛孙熙钊王莉寅刘振立
大型铸锻件 2020年4期
王晋涛 孙熙钊 王莉寅 刘振立
(1.河北机电职业技术学院,河北054000;2.中钢集团邢台机械轧辊有限公司,河北054000; 3.轧辊复合材料国家重点实验室,河北054000)
梯形槽是支承辊最常见的结构形式,在轧辊的镗铣加工工序中梯形槽的加工非常普遍,随着数控镗铣设备的全面推广,梯形槽的数控加工方法也随之不断的发展和改进。由于轧辊上梯形槽的形状差异很大,涉及元素较多,在具体的梯形槽数控加工过程中,采用什么样的形式和方法,使其能够获得最佳的加工效果,是长期以来一直在探讨的问题,并进行了不断的试验和改进。
经过大量的实际考察,结合现场加工特点,查阅大量刀具选用资料,最终选用了∅63R6的仿形铣刀,同时采用UG4.0软件的型腔铣和固定轴曲面轮廓铣功能,完成梯形槽的粗铣和精铣加工,保证梯形槽的尺寸、粗糙度和形位公差要求。
1 UG4.0软件建模
依据用户提供的轧辊成品图纸,利用UG4.0软件建模界面的平面草图、实体圆柱、拉升成实体、实体倒圆角、实体倒斜角、实体布尔运算、沟槽等功能,完成梯形槽实体建模,如图1。
UG4.0软件建立的3D模型具有可编辑性,包括复制粘贴等,同时还有很强大的参数驱动功能。
2 UG4.0软件设置数控加工
2.1 刀具设置
将UG软件切换到加工界面,打开刀具设置界面,并输入相应的参数如图2,建立∅63R6的仿形铣刀,实际刀具如图3所示。
2.2 刀具轨迹
将X零点设置在离梯形槽端面31.5 mm的位置(刀具半径),方便对刀清零。
(1)采用型腔铣方法,参数设置为:水平进刀,每层4 mm,转速600 rmin,进给400 mmmin,选择需要铣削的梯形槽侧面、底面及各倒角,生成梯形槽粗加工的刀具轨迹,如图4(a)所示。
(2)采用固定轴曲面轮廓铣方法,参数设置为:垂直进刀,步进0.5 mm,转速800 rmin,进给400 mmmin,选择需要铣削的梯形槽侧面、各倒角,生成梯形槽侧壁及倒角精加工的刀具轨迹。采用平面铣方法,参数设置为:水平进刀,“Z”形走刀方式,步进选刀具直径的80%,转速800 rmin,进给400 mmmin,选择需要铣削的梯形槽底面,生成梯形槽精加工刀具的轨迹,见图4(b)。
(3)借助UG4.0软件的仿真功能进行仿真,以便验证刀具轨迹的正确性。
根据不同需要,可以采用3D仿真或2D仿真>模式。3D仿真模式的计算量大,仿真速度慢,但仿真精度高,仿真后可旋转观看梯形槽不同角度、不同部位的加工效果,3D仿真完成后,检查各部位的过切、留量及加工至要求的情况。还可以选用2D仿真模式,此仿真模式的计算量小,仿真效率高,但缺点是仿真完成后不能旋转模型观看仿真效果,需要提前将模型放置到仿真后可以观看的角度。刀具仿真效果如图5所示。

(a)型腔铣方式(b)固定轴曲面轮廓铣方式
图4 刀具轨迹
Figure 4 Tool path
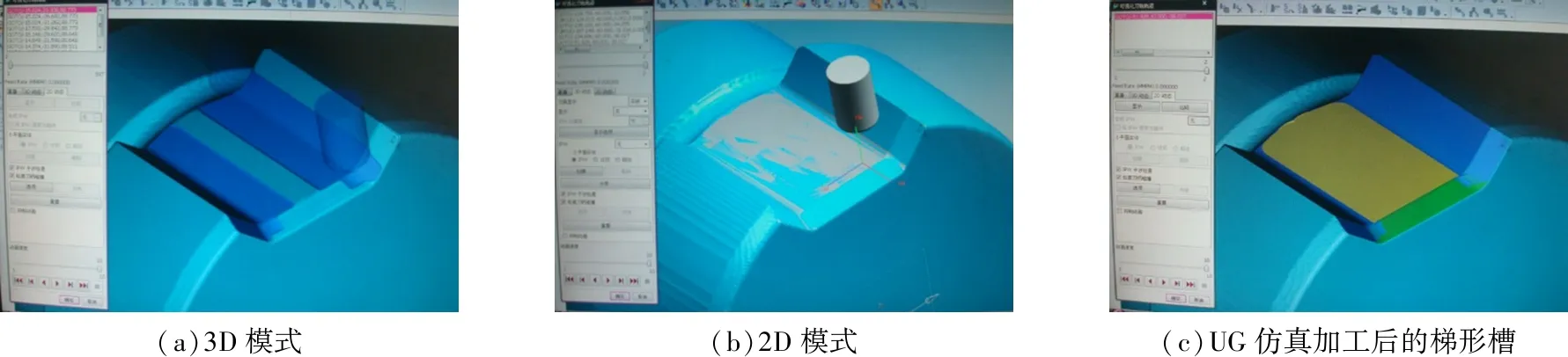
(a)3D模式(b)2D模式(c)UG仿真加工后的梯形槽
图5 梯形槽加工的仿真效果图
Figure 5 Simulation effect of trapezoidal groove machining
此外,模拟完成后,还可以显示模拟所花费的时间,该时间可作为后续台时分配,生产计划安排的参考,方便管理人员对生产进行合理安排,以及对台时的合理分配,有助于管理的合理性和科学性,促进生产的顺利进行。
(4)确认刀具轨迹无误后,可以利用UG4.0自带的后处理功能,生成数控加工程序,利用网络DNC可以传输到机床上。为了提高加工效率,程序可以对称方式同时加工,包括可以采用跟随轴方式等,依据现场的生产设备而定。
3 操作者的可视化加工步骤
3.1 梯形槽粗加工
上活找正→安装刀具→X向端面对刀清零→Y向外圆对刀清零→Z向寻边器找中清零→模拟程序→选择粗加工程序并启动。
3.2 梯形槽精加工
更换新刀片或新刀刃→槽底试切,调整上刀后清零→模拟程序→选择精加工程序并启动。
3.3 质量检测
完成加工后,测量各部尺寸并比对样板,最终达到图纸尺寸、粗糙度、形位公差要求。
4 结束语
本文通过UG4.0软件实现了大型支承辊梯形槽的立体模型建立,刀具建立、刀具加工轨迹生成、3D2D模拟仿真、后处理生成数控加工程序,到最终机床完成梯形槽的最终加工,为异型件的数控加工提供了好的加工方法。
猜你喜欢
防爆电机(2022年2期)2022-04-26
大型铸锻件(2020年5期)2020-12-04
中国新技术新产品(2020年4期)2020-05-05
科技与创新(2019年21期)2019-11-27
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
现代职业教育·中职中专(2017年2期)2017-08-13
科技与创新(2017年3期)2017-03-17
山东工业技术(2016年15期)2016-12-01
电脑知识与技术(2016年22期)2016-10-31
