
汽轮机径向可倾瓦金属温度偏高分析及处理对策
2020-07-18 11:28徐忠
科学大众 2020年5期
摘 要:文章对华电仪征热电有限公司#2汽轮机发电机组#1轴承金属温度高的原因进行分析,提出相应的处理方法,取得了明显的效果。该方法可为处理汽轮机的径向可倾瓦金属温度偏高问题提供参考。
关键词:可倾瓦;温度;分析;处理对策
1 华电仪征热电有限公司#2汽轮机及其问题介绍
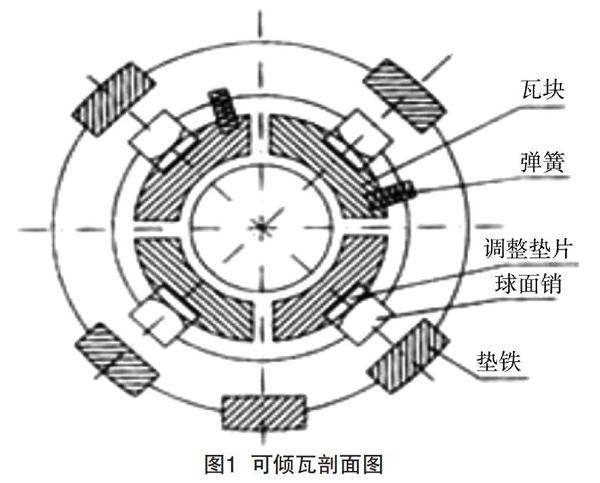
华电仪征热电有限公司#2汽轮机由上海电气电站设备有限公司上海汽轮机厂制造,型号为LZCC81-7.65/2.3/1.3/0.6,系高压、单缸、单轴、无再热、无回热型联合循环双压双抽汽凝汽式汽轮机(配E级燃气轮机)。汽轮机转子为双轴承支点,#1轴承装置于前轴承座内,采用可倾瓦径向轴承,是由孔径镗到一定公差的4块浇有巴氏合金的钢制瓦块、弹簧、调整垫片、球面销及轴承壳体等组成的自卫式轴承,各瓦块均支承于轴承壳体内,并通过调整垫片、球面销来定位,调整垫片与球面垫的球面相接触,作为可倾瓦摆动的支点。下半两瓦块配有高压顶轴油孔,以供顶轴之用,同时,下半两瓦块内装有热电阻以测量轴承金属温度。该轴承润滑油为46号汽轮机油,运行清洁度应达NSA7级,由每块瓦块的进油口进入,回油由瓦块两端回至轴承座内,回油温度在轴承座内的油槽中测得。
该公司#2汽轮机发电机组,投产不久,其#1轴承X相及Y相金属温度逐渐同时升高,后期越来越严重,最高达95 ℃左右,影响机组安全运行。期间,利用停机消缺机会对该轴承进行检查处理,但效果甚微。2019年4月,机组首次揭缸检修,发现该瓦间隙偏小、瓦块乌金接触不良。为彻底解决该瓦长期温度偏高的缺陷,按该类型轴承制造、检修工艺质量标准要求,加工专用假轴,修刮该瓦乌金与轴的接触面,取得十分明显的效果。
2 原因排查分析
该公司#2汽轮机#1可倾瓦由上下4块支点上自由倾斜的弧形巴氏合金瓦块组成(见图1)。瓦块在运行工作时,随转速、载荷及轴承温度的变化而自由摆动,在轴径四周形成多个油楔。每一块轴瓦润滑油路各自独立,其中,两个下瓦块承受轴颈的载荷,两个上瓦块保持轴承运行的稳定性。各瓦块均用球面销、调整垫片支撑在轴承体内,球面销的球形表面与各瓦块背部支点内的调整垫片接触,可使瓦块摆动并与轴颈自动对中,所以这种轴承具有较好的自位性能。上半轴承的两瓦块的背面也有调整垫片、球面销、瓦块设弹簧,通过增减调整垫片的厚度调整瓦块与轴颈之间的间隙。该机组#1瓦轴径直径为(380.16±0.01)mm,轴承间隙要求为0.97~0.98 mm。为解决该机组#1轴承X相及Y相金属温度长期偏高的缺陷,2019年4月,机组首次揭缸检修,对该轴承进行了全面解体,从以下方面着手分析检查。
(1)检查发现该轴承各自独立的每一块瓦块润滑油路管道均无破损、各连接接口无松动的情况、各瓦块润滑油流量孔直径和轴承浮动油档间隙符合设计要求。排除各瓦块润滑油因泄漏等因素造成油量偏小现象。(2)测量该轴承轴径、直径、椭圆度,各方向的误差小于0.015 mm。符合轴径、椭圆度不大于0.020 mm的规程要求。排除轴径、椭圆度的不良,影响油膜的稳定。(3)检查发现该轴承轴径无划痕,润滑油清洁无异物。排除因润滑油中的杂质、异物磨损轴颈、轴瓦乌金,造成油膜的温度升高。(4)检查该轴承轴径扬度为向机頭侧0.65 mm,符合设计要求。排除实际运行中#1轴承负荷偏大对油膜温度的影响。(5)检查该轴承瓦块乌金,无裂纹、毛刺、气孔、脱胎等缺陷,乌金厚度符合要求。(6)轴承壳体上每块垫铁的接触痕迹应占垫铁总面积的75%以上,接触点应均匀分布。(7)检查各瓦块与轴心对正情况,每瓦块的乌金面相对轴心距离偏差不超过0.02 mm。(8)检查该机组#1轴承紧力,过盈量为0.03 mm,符合设计0.02~0.04 mm的要求。(9)检查发现下瓦块金属温度探头安装正确无松动,测试均无异常。
主要发现的异常情况如下:(1)检查该轴承间隙,两个上瓦块间隙X相及Y相实际测得0.75 mm,0.66 mm,该机组#1瓦轴承间隙要求为0.97~0.98 mm。(2)吊开上半轴承,发现两个上瓦块乌金局部有磨损。(3)塞尺分别检查该轴承下X相及Y相瓦块的瓦口间隙,发现各瓦块两侧瓦口间隙均0.02 mm不入。(4)检查该轴承下两瓦块,两瓦块乌金与轴颈接触面在95%以上,局部乌金已发亮过热。(5)该轴承下轴瓦两瓦块乌金有修刮痕迹,深浅不一,表现在顶轴油囊在瓦口方向上,存在高压油泄出情况。
分析异常情况,发现该轴承间隙不符合标准,之前消缺人员对可倾瓦设备特点认知不清,安装、检修可倾瓦工艺不良,瓦口间隙偏小,两瓦块乌金与轴颈接触面在95%以上,初步认为两瓦块乌金与轴颈相对抱紧的缺陷,造成下瓦块不能自由摆动形成楔形油楔,油膜的润滑油流动性差,不能及时带走轴颈高速旋转产生的热量,是造成#1轴承X相及Y相金属温度长期偏高的原因。
3 解决思路
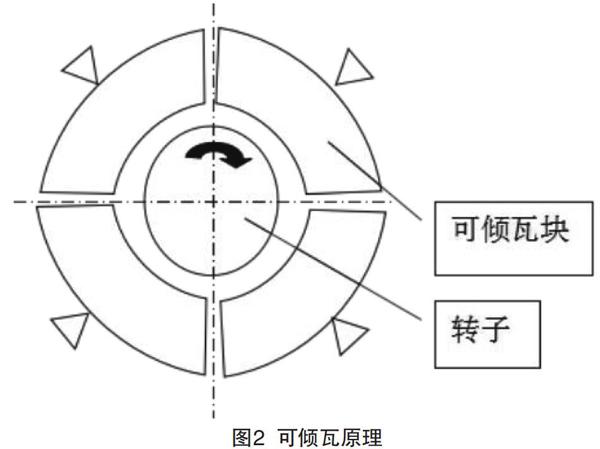
一般可倾瓦每瓦块的乌金内弧加工,是按真轴轴颈直径加上轴瓦间隙的假想圆即由上下4瓦块巴氏合金弧形成的合弧圆孔径加工而出的,其上下4块可倾瓦块乌金内弧的形成乌金合弧圆截面与该轴轴颈外圆截面,在实际运行中形成同心圆(见图2),在油膜未建立前,两圆切点应在下两瓦块接合部,但在停机检修状态下,两瓦块通过背弧45°调整垫片及球面销支撑在轴瓦瓦壳上。在球面销球面的作用、油膜未形成前,下两瓦块在重力影响下,各下瓦块以45°垫铁及球面销为支点底部垂直向下少许位移、上部在水平方向向轴颈轴心发生位移,所以,真轴轴颈与可倾瓦下每瓦块乌金弧面在45°处形成了切点,能使瓦块自由摆动,切点两侧在瓦块径向上形成楔形油楔,便于油膜形成。
理论上,上下4瓦块巴氏合金弧形成的合弧圆孔径的理想值应等于该瓦转子处轴颈外圆直径加上轴瓦间隙之和,瓦块乌金的研刮加工必须依据此乌金合弧圆孔径的尺寸进行研刮,而不能按该瓦转子处轴颈外圆尺寸进行研刮,才是乌金油楔趋于合理、防止瓦温升高的有效方法之一。
实际检修时,上下4瓦块巴氏合金弧形成的合弧圆孔径只能通过制作假轴获得,即假轴的外圆直径(即假想圆是上下4瓦块巴氏合金合弧形成的孔径直径)加工尺寸为真轴轴颈直径与该瓦轴瓦间隙之和。
根据可倾瓦瓦块制作加工的工艺要求,当可倾瓦乌金厚度符合标准,即可倾瓦乌金有可研刮加工余量的情况下,可倾瓦的乌金是可以适当地加工研刮的,但其研刮应遵循可倾瓦瓦块加工的工艺要求和特点来进行。
根据可倾瓦瓦块要求和特点,该公司#2汽轮机#1可倾瓦金属温度偏高的缺陷,宜采用假轴配合轴瓦研刮来进行消除。
4 处理方法
(1)根据该机#1轴瓦的相关尺寸要求,加工一假轴,其直径尺寸为#1轴颈(380.16±0.01)mm加上#1轴瓦间隙0.97~0.98 mm,即假轴直径尺寸为(381.16±0.02)mm。
(2)将两下瓦分别涂微薄而均匀的红丹扣于假轴,研磨瓦块,根据接触情况进行修刮,使接触点分布在下瓦乌金内弧全面上均每平方厘米不少于两点。
(3)将两下瓦分别涂微薄而均匀的红丹扣于真轴轴颈上,轴颈与轴瓦以乌金弧面在45°处为支点,接触角保证在50°~60°范围内,且接触点分布均每平方厘米不少于两点。
(4)用塞尺测量下瓦与轴颈两侧间隙,瓦口两泄油侧分别留10 mm阻油边(阻油边以塞尺0.05 mm、插入深度为轴颈的1/10),其余瓦口进出口油隙的修刮量,开始以塞尺0.08 mm、插入深度10 mm开始,并逐渐减小厚度塞尺、适当加长插入深度测出修刮量,以塞尺厚度0.02 mm、深度为瓦块径向长度的1/4塞不入为止。
(5)顶轴油囊附近的乌金修刮接触点分布均每平方厘米不少于两点,保证高压油无泄漏。
(6)将两上瓦块分别涂微薄而均匀的红丹扣于假轴,研磨瓦块,根据接触情况进行修刮,使接触点分布在下瓦乌金内弧全面上均每平方厘米不少于两点。
(7)将两上瓦分别涂微薄而均匀的红丹扣于真轴轴颈上,轴颈与轴瓦接触角保证在50°~60°范围内,接触点分布均每平方厘米不少于两点,为了防止轴承上半部两块瓦的进油边与轴颈发生摩擦,影响轴瓦进油,将该处巴氏合金适当刮去0.02~0.08 mm,深度为瓦块径向长度的1/4,形成油楔。
(8)测量该轴承间隙,根据调整量增减上半两瓦块垫铁处球面调整垫片厚度,使该轴承间隙符合0.97~0.98 mm的要求。
(9)按该瓦安装标准组合安装该轴承。
5 处理效果
通过对该公司#2汽轮机#1可倾瓦金属温度长期偏高的缺陷分析、处理,了解到可倾瓦的修刮不能按转子的轴颈进行研刮,可使用假轴进行研刮的方法,采用假轴进行研刮使轴瓦瓦块乌金接触面积符合要求,能使每块瓦块自由摆动形成楔形油楔,保证连续不断流动的高压油膜稳定,并带走轴颈高速运转产生的热量,达到降低瓦温的目的。通过此次检修处理,该机组开机后#1轴瓦在3 000转/分时,#1轴承X相及Y相金屬温度均不大于76 ℃,满负荷运行后均不大于85 ℃,从而彻底解决该机组#1轴承X相及Y相金属温度瓦偏高的缺陷,保证机组的安全、稳定运行。
6 结语
华电仪征热电有限公司#2汽轮机#1轴承X相及Y相金属温度存在的缺陷是该机组投产以来存在的问题,由于根据实际情况、不拘泥于可倾瓦瓦块乌金是由厂家加工好不需刮研、瓦块乌金磨损严重就需更换的局限,具体问题具体解决,处理该公司#2汽轮机#1可倾瓦金属温度偏高的缺陷,利用假轴方法对该机组#1可倾瓦乌金进行研刮,取得一定效果,也积累了可倾瓦检修经验,希望能对同类型机组可倾瓦金属温度偏高问题的解决有所借鉴、帮助。
[参考文献]
[1]郭延秋.大型火电机组检修实用技术丛书:汽轮机分册[M].北京:中国电力出版社,2003.
[2]胡念苏.汽轮机设备及系统[M].北京:中国电力出版社,2006.
[3]上海汽轮机厂.汽轮机使用说明书[Z].70.A166-01,2016.
作者简介:徐忠(1968— ),男,高级技师;研究方向:汽轮机本体和部分辅机的检修。
猜你喜欢
孩子(2020年12期)2020-01-06
小天使·二年级语数英综合(2018年7期)2018-09-11
作文评点报·低幼版(2018年17期)2018-07-12
商情(2016年40期)2016-11-28
知识就是力量(2016年9期)2016-11-02
人民论坛(2016年27期)2016-10-14
少儿科学周刊·儿童版(2016年1期)2016-03-14
中学英语之友·高二版(2008年2期)2008-04-08
