
以AGV为载体的重卡装配线探讨
2020-07-18 11:28王铁桩
科学大众 2020年5期
王铁桩


摘 要:鉴于传统卡车装配线的输送自动化程度较低、支撑夹具调整不便、土建施工量大、人工操作复杂、与车间管理系统通信不畅以及物料输送管理麻烦等弊端,卡车生产线输送将逐步采用自动导航车(AGV)作为载体,这样的装配线具有生产柔性高、设备维修性好、土建施工量小、产线调整方便、产品兼容性高等特点。文章主要阐述卡车装配线的生产现状,探讨以AGV为输送载体的卡车装配线的关键技术。
关键词:装配线;AGV;导航;电池
智能物流、智能输送将随着工业智能化、信息化的大潮流逐步取代传统的生产输送模式,自动导航车(Automated Guided Vehicle,AGV)输送方式将逐步取代其他运输方式。本项目主要介绍以AGV为载体的卡车装配线的主要构成、功能、优点和发展趋势。
1 传统装配流水线
1.1 传统装配流水线运输模式
传统的卡车装配流水线大部分采用地托链作为传输动力、轨道小车(见图1)作为输送载体,更为原始的产线只有轨道小车作为输送载体,并无流水线驱动设备,由操作工人推动轨道小车运行到下一个工位。
1.2 传统装配流水线主要缺点
(1)轨道小车间距必须由人工调整,费时、费力而且容易与车底盘的落装同时进行,有安全隐患。(2)地拖链土建施工量大并且容易破坏地面的受力强度。(3)流水线改变和迁移工作量大。(4)较难实现装配支线和主线间的衔接和路线交叉。
2 以AGV为载体的装配线布局及工艺流程
2.1 装配线布局
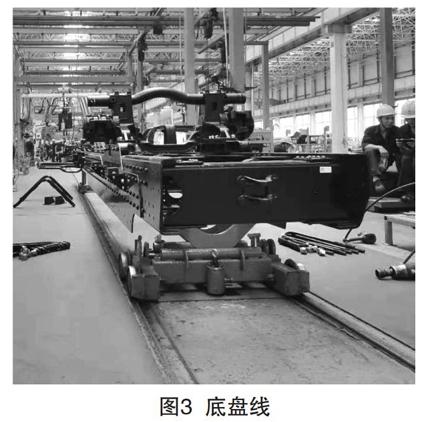
卡车装配线(见图2)一般分为底盘装配线和总装配线,底盘装配线主要是在车架上装配车桥等部件的流水线,总装配线是在底盘装配完成的基础上继续装配发动机、驾驶室等其他部分的流水线。按照一台完整的卡车来划分,车架以下部分在底盘线(见图3)装配,车架以上的部分在总装线装配。为了装配方便,底盘线装配时将车架翻转180°,然后在正上方安装车桥等部件。底盘装配完成后流转到总装线,这时,将底盘翻转回来继续装配其他部件。
2.2 工艺流程
在1工位,人工吊装车架放置在AGV上,底盘线由1工位流向n工位,在底盘线的n工位翻身设备,将底盘反转180°并放置在总装线的n+1工位的AGV上,n工位的AGV通过返回路线返回1工位,n+1工位的AGV开始逐步流向n+m工位。在n+m工位設置了地面举升机,举升机将卡车托起,AGV返回n+1工位,举升机落下,人工发动卡车下线。
3 AGV系统分析
由于卡车自重较大,尤其是重卡,最大自重在20 t左右。为了保证车底盘以上装配操作的舒适性,要求AGV的高度很小;为了保证车底盘两侧的操作,要求AGV的宽度很窄;由于要求AGV对卡车的不同型号尺寸兼容性好,卡车的长度在6~12 m,所以,对AGV的长度也有较高的要求。因此,本项目的难点之一为AGV的尺寸要尽量做小。
由于卡车长度跨度较大,AGV无论是太长还是太短都不合适,因此,本项目采用两台AGV共同承担单台卡车装配的任务。AGV可以自动根据卡车型号信息调节前后AGV的间距。为了降低双车的控制难度,在装配工位间运行时,后车离合器打开,前车拖拽后车前行。当卡车下线AGV返回时,后车离合器起作用,前后车各自返回上线工位。
3.1 AGV系统简介
AGV系统由AGV车、供电系统、调度控制系统、无线通信系统等构成。
3.1.1 AGV车
本项目采用两台AGV联动作为一个载体单元,AGV车按照工序要求,自动完成物料转运工作。AGV本体机械结构主要包含车架、驱动轮系、随动轮和举升机。AGV车上配置液压举升机,在轮胎装配等工位,需要举升机将车体举升到一定高度给装配工装留出空间。由于AGV车体相对较长,在卡车大负载情况下,需要AGV车体结构具有较高的强度,因此,采用抗拉强度较高的钢材。AGV车主要由机械结构、车载控制器、伺服驱动系统、导航系统、安全系统、供电系统、通信系统等部分构成。各个子系统与车载控制器的连接通过控制器局域网络(Controller Area Network,CAN)总线的方式交换信息。
3.1.2 供电系统
常规供电系统包含非接触供电和电池供电两种。本项目采用造价较低、施工简单的电池供电。由于AGV车体尺寸受到装配工艺的限制,AGV各部件尺寸要尽量小。AGV本体中体积占比最大的是驱动电机、电池和举升机。AGV负载较大,所以,驱动功率较大,本项目采用体积较小的交流伺服电机作为AGV的行走驱动。经过比较,发现锂电池的环保、循环寿命、投入成本、充/放电能力等综合性能有明显的优势,因此,采用钛酸锂电池为AGV提供所需动力。在装配工位上合理布置充电站给AGV补充电量,保证AGV在线24 h连续运行。
3.1.3 调度系统
由于采用集中控制的方式,控制台将成为AGV系统的核心,与生产调度管理计算机系统留有接口,可以接受调度命令和报告AGV的运行情况。控制台应满足工业现场环境要求,有足够的运算速度和管理能力。控制台主要功能包括通信管理、AGV运行状态、数据采集和运行状态显示。控制台在实时调度在线AGV的同时,在屏幕上显示系统工作状态,包括在线AGV的数量、位置(包括AGV的地标位置)状态、已完成的数量等。
3.1.4 通信系统
控制台依靠无线局域网向AGV发出系统控制指令、任务调度指令、避碰调度指令。控制台同时可接收AGV发出的通信信号。
3.1.5 导航系统
AGV采用磁导航技术,以地面黏贴的磁条作为导航介质,经过车体磁导航传感器采集磁信号。在行走过程中,AGV自动校正,当车体偏离磁条达到规定上线时,AGV自动停止并报警。
3.2 AGV系统创新点及远景
(1)AGV外型尺寸小、负载大,双车联动的运行模式为不同型号轴距的卡车装配提供智能输送载体。(2)由于车体采用交流伺服电机,AGV的低速性能增强,最低可控速度为0.005 m/s,可达到与地拖链流水线相同的持续低速运行。
4 结语
小尺寸、大负载的AGV需求将持续增加,因此,文章所述AGV在工业生产中非常有意义,此类型的AGV系统不只适用于卡车装配线,还可以扩展到重载工程车辆、大型公共交通运输车等。
[参考文献]
[1]褚佳航,崔文峰,郑谋锦,等.AGV动力电源综述[J].电源技术,2018(9):1408-1411.
猜你喜欢
花火·绘阅读(2021年5期)2021-09-10
汽车观察(2021年11期)2021-04-24
婚姻与家庭·性情读本(2017年1期)2017-02-16
中国新技术新产品(2017年2期)2017-01-20
科技创新与品牌(2016年11期)2017-01-09
中国新技术新产品(2016年23期)2016-12-26
科技视界(2016年4期)2016-02-22
摄影世界(2015年11期)2015-11-12
无线互联科技(2015年2期)2015-04-02
微电脑世界(2009年12期)2009-12-31
