
钢表面溅射Ta-W涂层的烧蚀性能研究
2020-08-01 06:56卢旭东
沈阳理工大学学报 2020年2期
苏 北,卢旭东
(沈阳理工大学 装备工程学院, 沈阳 110159)
热烧蚀成为影响火炮身管寿命的主要因素。国内火炮身管用钢材料主要为Cr-Ni-Mo-V中碳低合金系列钢[1]。身管内膛表面普遍采用电镀铬保护内膛,但电镀铬涂层存在诸如脆性较高、剪切强度和抗拉强度较低、镀铬层容易剥落及对环境有污染等缺点[2-3]。
迄今为止,国内外学者已经对火炮延寿问题做了大量研究[4-5]。万轶等[6]利用辉光等离子渗透法制备了渗钽层,对其烧蚀性能和耐蚀性能的研究表明,渗钽层能抑制C、N与基体结合引起的脆化,降低金属的熔融和气化作用。Matson等[7]以4340钢为基体制备的钽涂层在烧蚀工况下,通过改进制备工艺获得了较厚bcc相的钽涂层,降低了烧蚀影响。国外引入激光脉冲加热来研究身管内壁的热降解机制[8],包括涂层中的冶金转变、热冲击裂纹和钢基体中的热损伤和界面退化。
本文利用磁控溅射技术在钢基体表面镀覆Ta-W涂层,在固体激光脉冲照射钢基体和Ta-W涂层后,分析两者表面激光烧蚀形貌和热效应,探究Ta-W涂层耐烧蚀机理。
1 实验部分
1.1 基体制备
将钢基体选用线切割法加工成20mm×10mm×4mm样品,用800#砂纸将样品进行机械研磨,研磨后用丙酮超声波清洗,烘干备用。
1.2 涂层制备
使用钽含量为90%(质量百分比,wt%)的钽钨合金为溅射靶材。利用QHV-JGP400BⅡ型号的多靶磁控溅射仪,在钢基体表面溅射厚度约为50 μm的Ta-W涂层。
1.3 激光烧蚀
用Beamtech Nimma-900固体脉冲激光器作为照射光源,对钢基体和Ta-W涂层进行烧蚀实验。脉冲能量为19.6MJ,波长1064nm,脉宽9ns,样品垂直固定于距离激光发射器40cm处。
2 实验结果及讨论
2.1 原始Ta-W涂层表面形貌
图1为在钢基体表面溅射Ta-W涂层的显微形貌。

图1 Ta-W涂层表面形貌
由图1可见,涂层表面结构致密,无明显裂痕。由于大功率沉积,涂层表面粗糙,因为磁控溅射固有的技术原因,会在钽钨合金表面生长形成形状大小不一的微量白色颗粒(如图1中标识1所示)。涂层表面经EDAX取样分析,涂层中Ta、W元素的质量分数比值均约为9∶1,分析结果列于表1。

表1 Ta-W涂层能谱分析
图2为Ta-W涂层截面形貌。由图2可见,涂层厚度约50μm,与钢材基体结合紧密,无明显空隙和裂纹;涂层内部没有孔隙和断痕,涂层晶粒呈柱状晶生长特征。

图2 Ta-W涂层截面形貌
2.2 钢基体和涂层样品烧蚀形貌
2.2.1涂层样品烧蚀形貌
图3是脉冲能量为19.6MJ条件下涂层样品的烧蚀形貌。

图3 涂层的激光烧蚀显微形貌
由图3可知,经脉冲激光照射烧蚀后,涂层表面产生直径约120μm的烧蚀区,烧蚀区边缘呈不规则剥落。可见,激光照射产生的热量在极短时间内将Ta-W涂层部分烧成熔融状态,同时激光的高能量使涂层下方的钢基体氧化体积增加,基体在烧蚀区及外延部分发生形变,对涂层产生由内而外的挤压力,而且涂层在氧化后脆性增加,塑性降低,最终导致烧蚀区域周围部分涂层脱落。熔融状态的Ta-W涂层,在烧蚀结束冷凝后,呈现不规则的螺纹状分布,在涂层烧蚀区域边缘白色结晶物为稳定态Ta2O5,烧蚀区域中黑色物质主要成分是α-Fe,含有少量Cr、Mo等氧化物。
图4为19.6MJ脉冲能量下Ta-W涂层形貌,是图3中A区域放大后的形貌。图4中B位于激光照射中心区域,此区域内涂层与基体元素相互扩散混合。点C、D、E逐渐远离中心区域。在靠近烧蚀的中心区域,含有少量的元素Mo,靠近烧蚀区域的边缘,元素Fe和Ta的含量升高,表明此处涂层被激光烧穿。

图4 19.6mJ脉冲能量下的涂层显微形貌
表2是图4中各点位置元素的含量。

表2 不同烧蚀点位置元素分布 at%
2.2.2钢基体烧蚀形貌
图5是钢基体经脉冲能量19.6mJ激光照射后的烧蚀形貌。
图5可见,由于激光脉冲能量高,使得被照射的钢基体区域经历了气化、熔融和凝固的过程。根据烧蚀程度的不同,烧蚀区域分为三层,外层烧蚀区域直径约400μm,中间烧蚀区域直径约240μm,中心烧蚀区域直径约80μm;靠近激光烧蚀的中心区域,烧蚀程度最为严重,出现烧蚀坑,随距离烧蚀中心区越远,烧蚀程度逐渐减弱。与图3涂层烧蚀相比,相同激光照射能量下,钢基体的烧蚀面积和烧蚀程度明显较涂层严重。
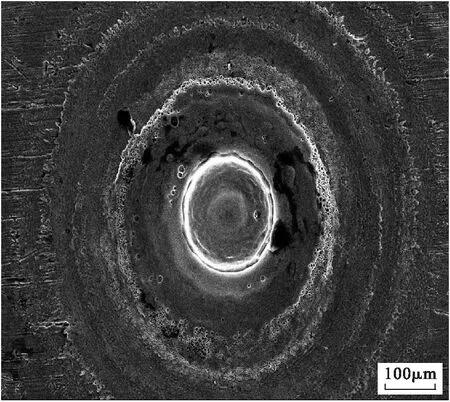
图5 钢基体的激光烧蚀形貌
3 讨论
涂层和基体在高能激光脉冲下都经历高温熔融、气化、凝固的过程,激光使部分金属气化,激光的热量透过涂层后引起涂层和钢基体的氧化反应。涂层经激光照射后,中心区域温度极高,远超过所有元素沸点,因而在激光照射的极短时间内,照射范围内涂层中的Ta、W元素金属迅速气化,形成灼热气流,高温熔融状态金属中的元素迅速氧化,形成Ta、W氧化物。经激光照射后涂层下方的基体中Fe、Mo、Cr等元素迅速发生氧化,并贯穿涂层到达烧蚀区域的边缘;其中钢材基体内Mo超过500℃迅速氧化,在生成MoO2之前,中间态氧化产物为Mo2O3、MoO和Mo3O。钢材基体内Cr在达到600℃迅速氧化后,生成的Cr2O3与α-Fe形成氧化混合物。W元素氧化生成WO3和WO2,高温状态的WO2在空气中很快形成WO3(沸点1750℃),而WO3在850℃时会显著升华。在图4中的B、D点处,Fe富集,点E处Ta富集,说明在照射范围外边缘的金属全部熔化,呈熔融液体状。辐照中心温度超过Fe的沸点(2750℃),达到沸点的Fe元素气化,气化的Fe迅速膨胀形成由涂层内表面向涂层外的热气流,推动熔融混合金属向外流动,熔融状态的混合金属在向外流动的过程中冷却氧化凝固,形成质地坚硬的氧化混合物。而气态元素遇冷后迅速凝结、凝固后下降沉积在涂层表面。在烧蚀区域外围,涂层因为相变产生裂纹,裂纹方向沿烧蚀区域周围分布,与Cote等[8]研究的155mm和122mm的镀铬炮管表面形成的裂纹分布情况具有相似性。有涂层与没有涂层的钢基体相比,冲蚀作用未发生在涂层表面。尤其是涂层内反应产物的膨胀作用将使部分涂层受应力作用剥落。
由于没有涂层保护,钢材烧蚀范围与涂层相比明显增大,烧蚀形貌呈现明显波纹状向外延展,这是由于Fe具有良好热传导效应,将照射点的高热量均匀向四周传导,呈现温度梯度,中心温度最高,逐渐向周围递减。涂层和钢基体的烧蚀区形状呈V形,如图6所示。
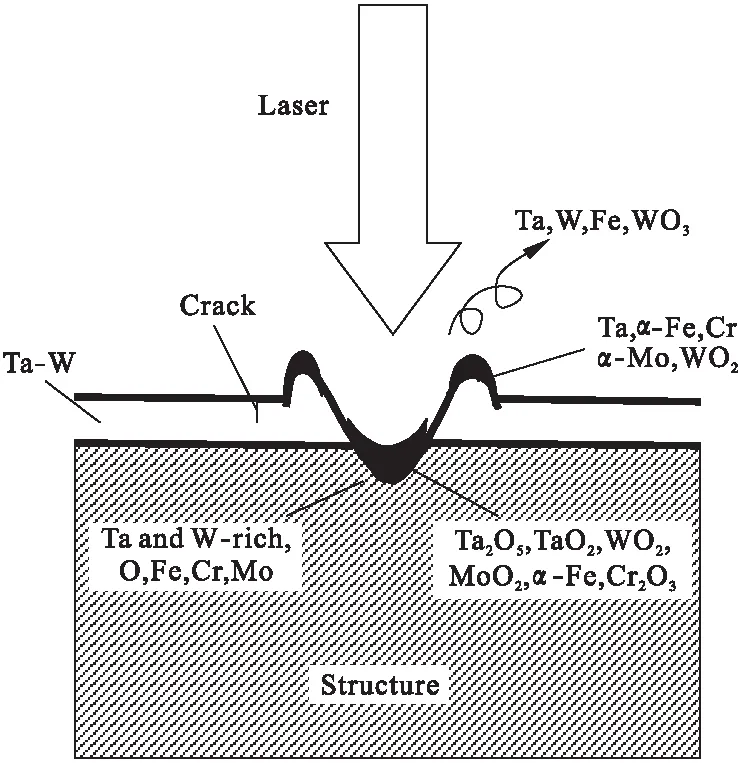
图6 激光烧蚀涂层原理
4 结论
经过照射能量19.6MJ激光照射烧蚀,涂层和钢基体都经历气化、熔融和凝固的过程。钢的熔化机制为快速侵蚀,Ta-W涂层减弱了激光对涂层的直接热冲击,在Ta-W涂层烧蚀区域中心氧化物为凝固后白色稳定的Ta2O5晶体,涂层通过高温相变吸收了部分辐照能量,缩小了激光烧蚀熔融范围,说明Ta-W涂层对基体具有一定耐烧蚀保护作用,但基体及涂层相变引起的体积变化导致基体与涂层间结合力降低,致涂层部分剥落。
猜你喜欢
科技视界(2022年21期)2022-11-08
可再生能源(2022年6期)2022-06-22
科技视界(2022年9期)2022-04-09
表面技术(2022年1期)2022-02-12
一重技术(2021年5期)2022-01-18
纺织器材(2021年2期)2021-12-04
煤气与热力(2021年5期)2021-07-22
科技研究·理论版(2021年22期)2021-04-18
建材发展导向(2020年16期)2020-09-25
诗林(2019年6期)2019-11-14
