时效处理对Ti-22Al-25Nb合金线性摩擦焊接头组织和力学性能的影响
2020-09-08 10:09谢发勤李文亚郝建民郝婧渌
钛工业进展 2020年4期
高 伟,陈 曦,,谢发勤, 李文亚, 郝建民,郝婧渌
(1.长安大学, 陕西 西安 710064)(2.西北工业大学,陕西 西安 710072)
采用整体叶盘(Blisk)是提高航空发动机推重比的有效手段之一,而线性摩擦焊接技术是目前国际公认的理想的整体叶盘焊接制造与维修关键技术,具有制造成本低、可靠性高、缺陷少的优点。目前这种新型固相连接方法已在国外高推重比发动机制造领域成功应用[1,2]。线性摩擦焊原理是两工件沿平行于连接端面方向上做周期性直线往复运动,振动工件在振动机构的驱动下以高频、小振幅作往复振动,非振动工件在压力作用下向振动工件靠近,当两工件接触后,在往复摩擦和轴向压力的作用下,焊接界面上产生摩擦热使得界面及邻近区金属达到粘塑性状态并产生塑性变形,两工件界面之间的金属被挤出,形成飞边。待足量金属被挤出后,待焊工件停止作往复运动,最后在两端施加顶锻力使塑性金属间发生扩散,使两部分焊件紧密地结合在一起[3,4]。
Ti2AlNb合金是在Ti3Al基合金基础上研发的一种新型轻质高温结构材料,该合金具有较高的高温比强度,且抗氧化性和抗蠕变性能好。与其他Ti-Al系金属间化合物相比,较高的室温塑性和断裂韧性使其在航空发动机领域拥有更广阔的应用前景[5,6]。对线性摩擦焊制备的Ti2AlNb合金整体叶盘进行焊后时效处理,可以有效消除残余应力,改善焊接头的组织和性能。本文对Ti-22Al-25Nb摩擦焊接试样进行时效处理研究,着重分析焊接态及焊后热处理接头的显微组织及力学性能,为Ti-22Al-25Nb合金的进一步应用提供参考。
1 实 验
实验材料为西北有色金属研究院钛及钛合金研究所提供的Ti2AlNb合金锻件,名义成分为Ti-22Al-25Nb,化学成分如表1所示。

表1 Ti-22Al-25Nb合金的化学成分(w/%)
焊接试验采用陕西省摩擦焊接重点实验室自制的XMH-250型线性摩擦焊机,焊接工艺参数为:摩擦压力70 MPa,顶锻压力130 MPa,振幅3 mm,频率26 Hz,进给速度5 mm/s。焊接后的焊接头在840 ℃进行时效处理,保温2 h,空冷。
从焊接态接头及时效处理后的焊接头上切割试样。金相试样先用70#~2000#水磨性砂纸从粗到细依次打磨,并进行抛光,然后用3 mL氢氟酸、30 mL硝酸和67 mL水混合成的腐蚀液浸蚀。采用VEGA II XMU型扫描电子显微镜对焊接头进行显微组织观察。采用SHIMADZU AG-X试验机进行拉伸试验,拉伸试样依据国标GB/T 2651—2008《焊接接头拉伸试验方法》加工,拉伸速率为1 mm/min。采用TESCAN MIRA3 XMU场发射扫描电镜进行电子背散射衍射(EBSD)分析和拉伸断口形貌观察。采用荷兰Philips公司的X’Pert-Pro X射线衍射仪(XRD)测定焊接头相组成,测量参数为:Cu靶Kα射线,管电压35 kV,管电流40 mA,2θ扫描范围10°~90°。采用Duramin-A300显微硬度仪测量焊接头的显微硬度,测试载荷200 g,负载时间10 s,测量点从焊缝区开始间隔200 μm,直到母材区结束。
2 结果与分析
2.1 焊接态接头组织特征
根据组织差异,线性摩擦焊接头分为3个区域:焊缝区、热力影响区(thermo-mechanically affected zone, TMAZ)和母材区[7]。图1为Ti-22Al-25Nb合金焊接头各区域的微观组织。从图1a中可以看出,Ti-22Al-25Nb合金焊接头母材区组织由B2+α2+O相组成,其中黑色的等轴颗粒状组织为α2相,浅灰色的细小针状组织为O相,剩余的为基体B2相[8]。从图1b可以看出,焊缝区较难腐蚀,表现为白色明亮形貌,组织特征不明显。焊缝区组织主要由B2相组成,α2相和O相的数量相对较少。图1c所示热力影响区呈现明显的沿焊接方向流动的特征,反映了材料在焊接过程中的金属流动行为[9],其组织中可观察到更多细小的针状O相,而α2相的形态基本没有变化。
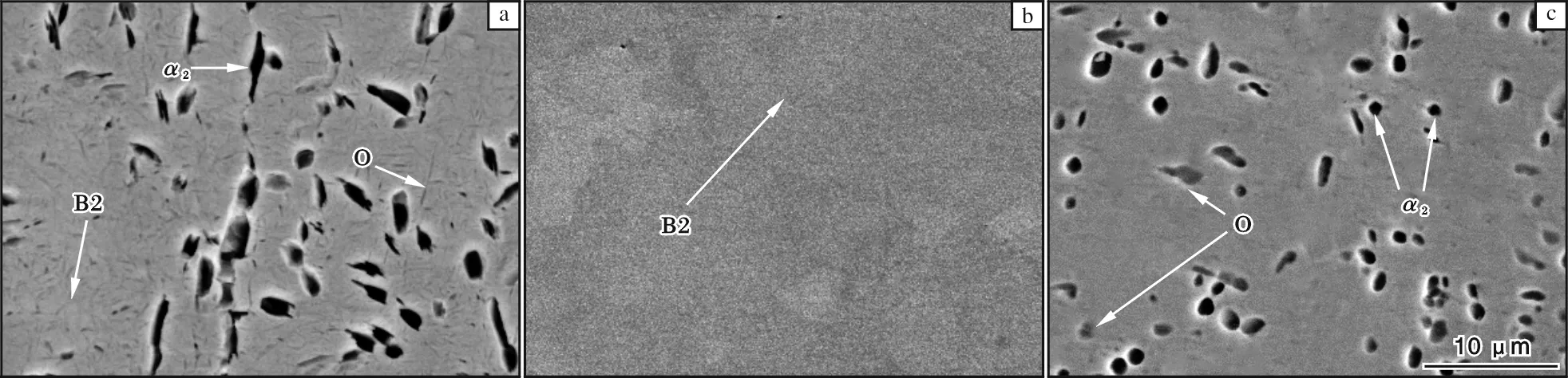
图1 Ti-22Al-25Nb合金线性摩擦焊接头不同区域微观组织
2.2 焊接态接头织构演变
由于线性摩擦焊接头组织具有关于焊缝中心轴对称的特征,本次试验仅从焊缝一侧进行选区EBSD分析。图2为Ti-22Al-25Nb合金线性摩擦焊接头的EBSD照片与反极图(IPF)。根据焊接头组织特征,图2a从左至右依次包含了母材区、热力影响区和焊缝区。可以看出,从母材区到焊缝区晶粒尺寸明显减小。图2b所示IPF图颜色与图2a中晶粒颜色对应,不同颜色代表不同的晶体取向,其中蓝色、红色和绿色分别代表晶粒取向为(111)、(001)和(101)。

图2 Ti-22Al-25Nb合金线性摩擦焊接头EBSD照片与IPF图
运用EBSD技术对晶粒织构的取向分析,得到不同区域对应的{100}、{110}和{111}β相极图,如图3所示。EBSD极图中的Y0方向表示焊接摩擦方向,X0方向表示轴向压力方向,Z0方向表示垂直纸面方向,而Y0-Z0平面为摩擦平面。本次实验EBSD数据均为Ti-22Al-25Nb 合金中B2基体相的取向数据。
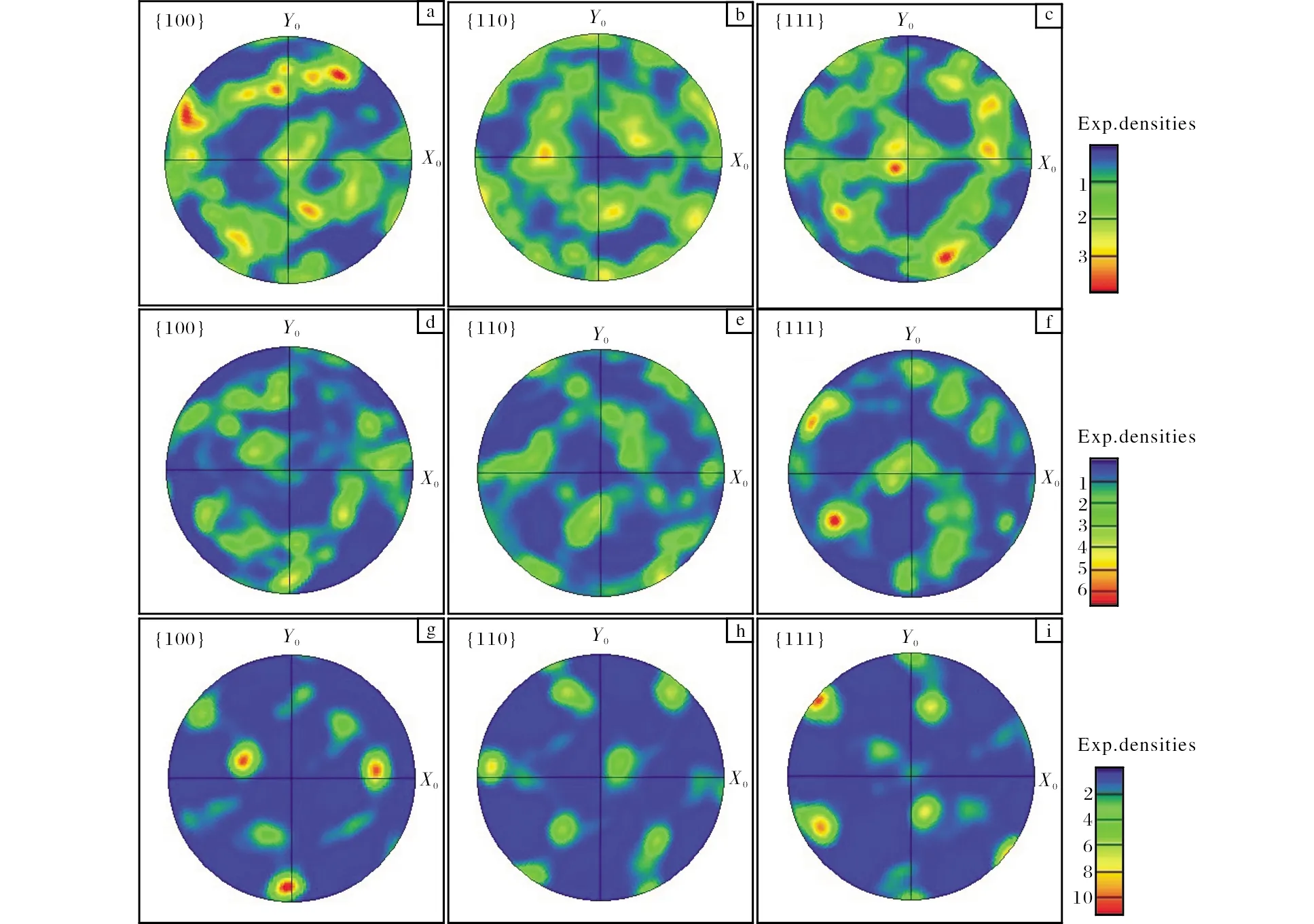
图3 Ti-22Al-25Nb合金线性摩擦焊接头各区域极图
从图2可以看出,Ti-22Al-25Nb合金焊接头母材区的晶粒以等轴晶为主,其IPF颜色以红色和蓝色为主。结合母材区极图(图3a)可知,该区域部分晶粒的<100>晶向与Z0轴平行,而另一部分晶粒的<111>晶向与Z0轴平行,但两种取向的晶粒并未形成较强的织构。靠近热力影响区,在轴向力与剪切力的作用下,等轴晶粒沿焊接方向被拉长,出现弯曲,这种流线状的组织越靠近焊缝越趋于与焊接界面平行;而从IPF颜色来看,红色取向的晶粒比例有所减少,蓝色取向晶粒增加,这说明在焊接过程中,不仅是晶粒的形状受力发生变化,晶粒的取向同样受到力的作用发生了转动[10]。对比焊接头热力影响区和母材区的极图,可以看出热力影响区织构强度略有增加,这表明该区域的晶粒在力的作用下出现了集中取向的趋势。焊缝区受到的热力耦合作用最为强烈,因此该区域的组织及织构变化也最为明显。从焊缝区极图可以看出,该区域发生了明显的动态再结晶,晶粒尺寸与母材相比大幅减小,而且晶界与母材相比也更为弯曲,同样反映出动态再结晶的特征[11,12]。从IPF颜色来看,该区域的晶粒颜色多为绿色,原先母材中的红色和蓝色晶粒几乎消失,这说明母材中的晶体学取向在经历了焊接过程后,可能无法遗传到最终的焊缝组织当中[13]。结合焊缝区极图(图3g~i)可知,焊缝晶粒的<110>晶向与Z0轴平行,<100>晶向与Y0轴平行,呈现出{110}<100>织构特征。
2.3 时效处理对焊接头组织演变的影响
Ti-22Al-25Nb合金的熔点一般在1 600 ℃左右,通常热处理温度达到合金熔点的10%以上时发生静态回复,而当热处理温度达到合金熔点的40%以上时,具有一定变形量的合金就可发生再结晶。图4为Ti-22Al-25Nb合金焊接头经840 ℃时效处理后的显微组织。经过时效处理后,焊接头内部储存能释放,静态回复和再结晶过程促使焊缝区亚晶粒逐渐转变为新的再结晶晶粒,因此在图4a所示焊缝区可观察到等轴的再结晶晶粒生成。

图4 840 ℃时效处理后焊接头不同区域的显微组织
与时效前焊接头焊缝区显微组织相比,840 ℃时效处理后焊缝区显微组织(图4b)中析出了粗大的O相,分布于B2晶粒内和晶界上。时效处理过程析出O相的机制为:B2相通过中间过渡相O′相(具有B19结构)的有序化排列,转变成为有序结构的正交O相。
从时效处理后热力影响区的显微组织(图4c)可以看出,α2相在840 ℃时效温度下的分解并不充分,由于该温度提供了Nb元素在α2相中进行扩散的驱动力,从而使得α2相的边缘处形成富Nb区并最终形成了rim-O相,故从图4c中可以观察到围绕α2相析出的rim-O相。相较于焊接态,针状O相长大,α2相尺寸减小不明显。Xue[14]等人研究发现,α2颗粒内析出O相的多少主要与加热温度与保温时间有关,而O相在α2相边缘处的形核方式类似于逐层形核。由于α2相和B2相的界面处具有较高的浓度梯度,利于元素进行扩散,因此O相更易于从α2相的边缘处开始形核并长大。
从时效处理后母材区的显微组织(图4d)可以看出,840 ℃时效处理后O相略有长大,α2相的形态无明显变化。
图5为焊接态和840 ℃时效处理后Ti2AlNb合金焊缝区的XRD图谱。从图5可以看出,焊接态Ti2AlNb合金焊缝区组织主要由B2相组成。经过时效处理后,焊缝区析出了一定量的O相,该区组织主要由O相与B2相组成。由于840 ℃的时效温度相对较高,其为Ti2AlNb合金B2→B2+O相转变所提供的驱动力相对较大,因此时效析出的O相数量较多。
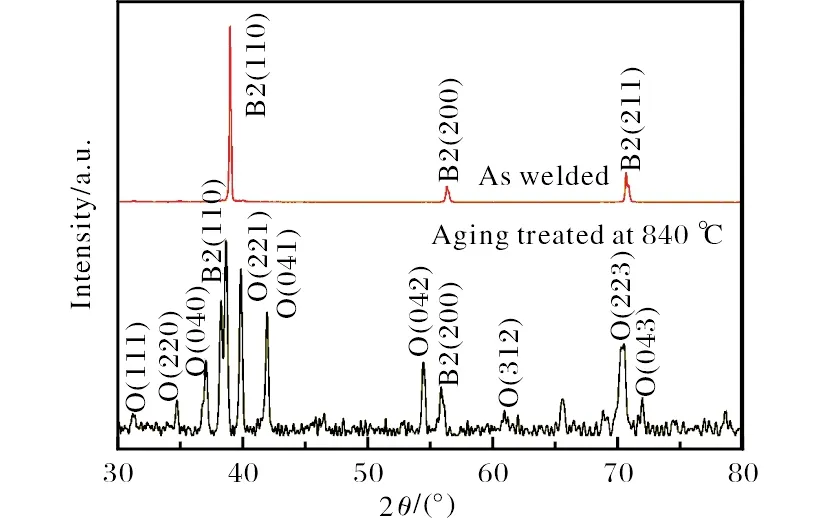
图5 焊接态与840 ℃时效处理后焊缝区的XRD图谱
对焊接态及时效处理后的Ti2AlNb合金焊接头进行显微硬度测试,结果如图6所示。从图6可以看出,从母材区到焊缝区,焊接态接头的显微硬度呈下降趋势,而经过840 ℃时效处理后,显微硬度整体呈上升趋势;与焊接态相比,时效处理后焊缝区的显微硬度值提高了约1 000 MPa,说明时效处理对焊接头的强化效果非常明显。Wang等人[15]的研究表明,Ti2AlNb合金的显微硬度主要受析出相种类和体积分数的影响,而板条O相的厚度对显微硬度的影响很小。因此相比焊接态接头焊缝区,经840 ℃时效处理后,焊缝区析出的O相多,从而具有较高的显微硬度。
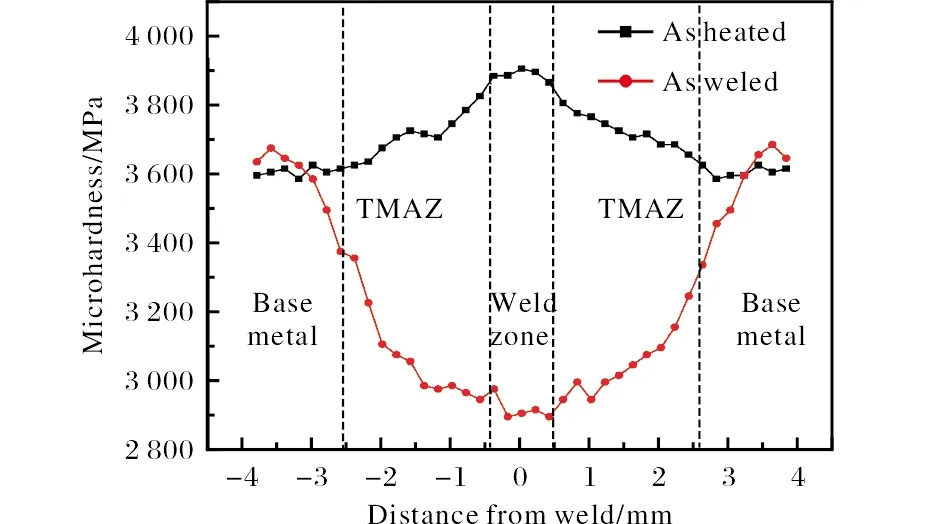
图6 焊接态与840 ℃时效处理后的焊接头显微硬度曲线
图7为840 ℃时效处理后焊接头拉伸试样的断口形貌。从宏观断口(图7a)可以看出,断口呈现出一定的塑性变形——颈缩,具有明显的剪切唇。从图7b中可以观察到深浅不一的韧窝和撕裂棱存在,断口兼有韧性和脆性断裂特征。
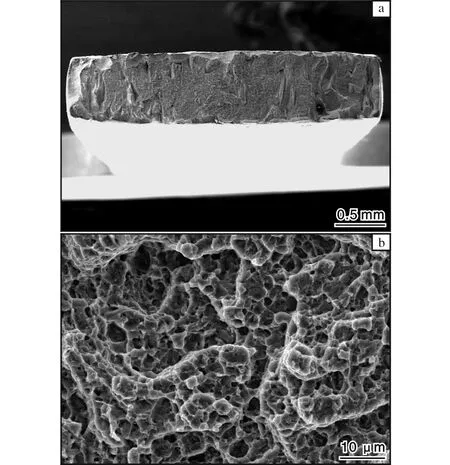
图7 840 ℃时效处理后焊接头拉伸断口SEM形貌
表2给出了焊接态和840 ℃时效处理后焊接头的拉伸性能。从表2可以看出,时效处理后焊接头的断裂延伸率、抗拉强度相比于焊接态有明显的升高。焊接头的拉伸性能与其板条O相尺寸符合Hall-Patch关系[16,17],时效处理后发生了再结晶过程并析出了O相,在细晶强化和第二相强化共同作用下,使得焊接头具有较好的抗拉强度和塑性。
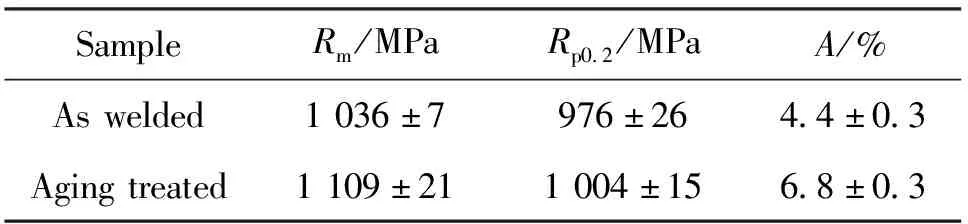
表2 焊接态与时效处理态焊接头的拉伸性能
3 结 论
(1)Ti-22Al-25Nb合金线性摩擦焊接头的母材区组织由B2+α2+O相组成;焊缝区组织以B2相为主,α2相和O相数量相对较少;热力影响区可以观察到更多细小的针状O相,α2相的形态基本没有变化。
(2)线性摩擦焊强烈的剪切作用使得母材晶粒取向沿焊接方向发生转动,因而热力影响区织构强度略有增加,在经历了焊接过程后,母材初始取向无法遗传到最终的焊缝组织中,焊缝区形成了{110}<100>B2相织构。
(3)经过840 ℃时效处理后,焊缝区析出了O相,热力影响区中可以观察到rim-O相围绕α2相析出,母材区的O相有所长大,而α2相形态无明显变化。时效处理后,在细晶强化和第二相强化的共同作用下,焊接头的显微硬度和拉伸性能显著提高。
猜你喜欢
航空制造技术(2022年7期)2023-01-03
轻合金加工技术(2022年6期)2022-09-26
锻压装备与制造技术(2022年2期)2022-05-11
建材发展导向(2022年6期)2022-04-18
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
煤气与热力(2021年10期)2021-12-02
有色金属加工(2021年4期)2021-08-11
煤气与热力(2021年4期)2021-06-09
热处理技术与装备(2019年2期)2019-12-24