基于生产平衡的汽车车身自动化焊接生产线设计
2020-09-10 07:22靳黎娜
内燃机与配件 2020年18期
关键词:汽车车身
靳黎娜
摘要:影响汽车车身生产线焊接效率低的因素中,对效率影响较大的因素之一就是多方面耦合造成的生产工作顺序不合理,而且这种因素常被忽视。因此,设计出一种合理的车身自动化焊接生产平衡方案,既节省生产线的焊接时间又不影响其焊接质量和效率。对自动焊接生产线的生产过程和生产设备进行分析,研究含有机器人工作站的焊接生产系统的组成以及对焊接生产过程影响的重要参数。
关键词:汽车车身;焊接生产线;生产冗余率;生产平衡;车间布局
0 引言
车身是汽车的重要部件,车身也是一个载体,可以承载人或物。坐车人的安全、车辆的行驶可靠性就由车身的机械性能决定。焊接技术是汽车制造的重要构成部分,它在汽车制造中占有很重要地位。汽车自动焊接生产线中将汽车的零件通过各种焊接方法焊接在一起。它们由焊接机器人、物流辅助设备、电焊枪和自动传送装置等构成。工件被自动输送设备传送。定位机器人快速定位于焊接夹具,之后就是焊接机器人来完成焊接操作。自动变速器和焊接设备是在焊接线路上设计的。根据客户的不同需求来购买焊接机器人和其他辅助设备,然后集成在装配中。
车身自动化焊接线是机电一体化中具有代表性一种体现方式。它是集机械、电力电子、自动控制于一体的系统工程。这些成熟技术的具体应用体现在车身焊接之中。
1 车身自动化焊接生产线的构成
1.1 车身自动化焊接生产线工艺构成
从另外不同的方式去分析和了解车身焊接生产线的构成。从其中从生产工艺过程来看,它是由以下几个部分组成:
小零件焊接线:主要包括发动机盖和后壳盖,为了让车门和盖子密封性更加好,在车身边缘也大量采用焊接技术。
内/外板焊接线:因为车身的设计都是左右对称的,所以侧板和外板的焊接线也是左右对称布置的。由于侧边对焊接面的要求很高所以在企业中都是用手工焊接。
地板焊接线:适用于焊接地面构件。它由两个阶段组成,就是前地板、后地板和机舱。因为地板的形状复杂,堆放杂物较多,空间小,所以很难设计。
主焊接线:采用涂层、弧焊和点焊的方式将地板组装、侧面组装和顶盖组装在一起。现在用的焊接方式有两种,它们是人力焊接和机器人焊接,生产线的自动化程度受其焊接效率的影响。
门盖安装调整线:用于安装发动机盖、后壳盖和四个车门,与此同时也可以检测焊接精度。由于门和盖通常通过铰链连接到主体,所以手动安装是主要的方法。
1.2 车身焊接生产线设备构成
车身焊接生产线由多种设备集成,其设备基本构成为:焊接设备、输送装置、机器人工作站、焊接夹具、控制装置、其它物流装置。
2 生产线平衡设计的方法
生产线根据生产平衡进行设计,实质即为各工艺单元优化组合,获得生产线的整体最优解和最佳组合方案。组合单元数量与处理单元数量成正相关,一般方法求解,能得到近似最优解。在多种求最优解的方法中,例如,分支边界的定义和排序法。此类方法要求工作时间为tij
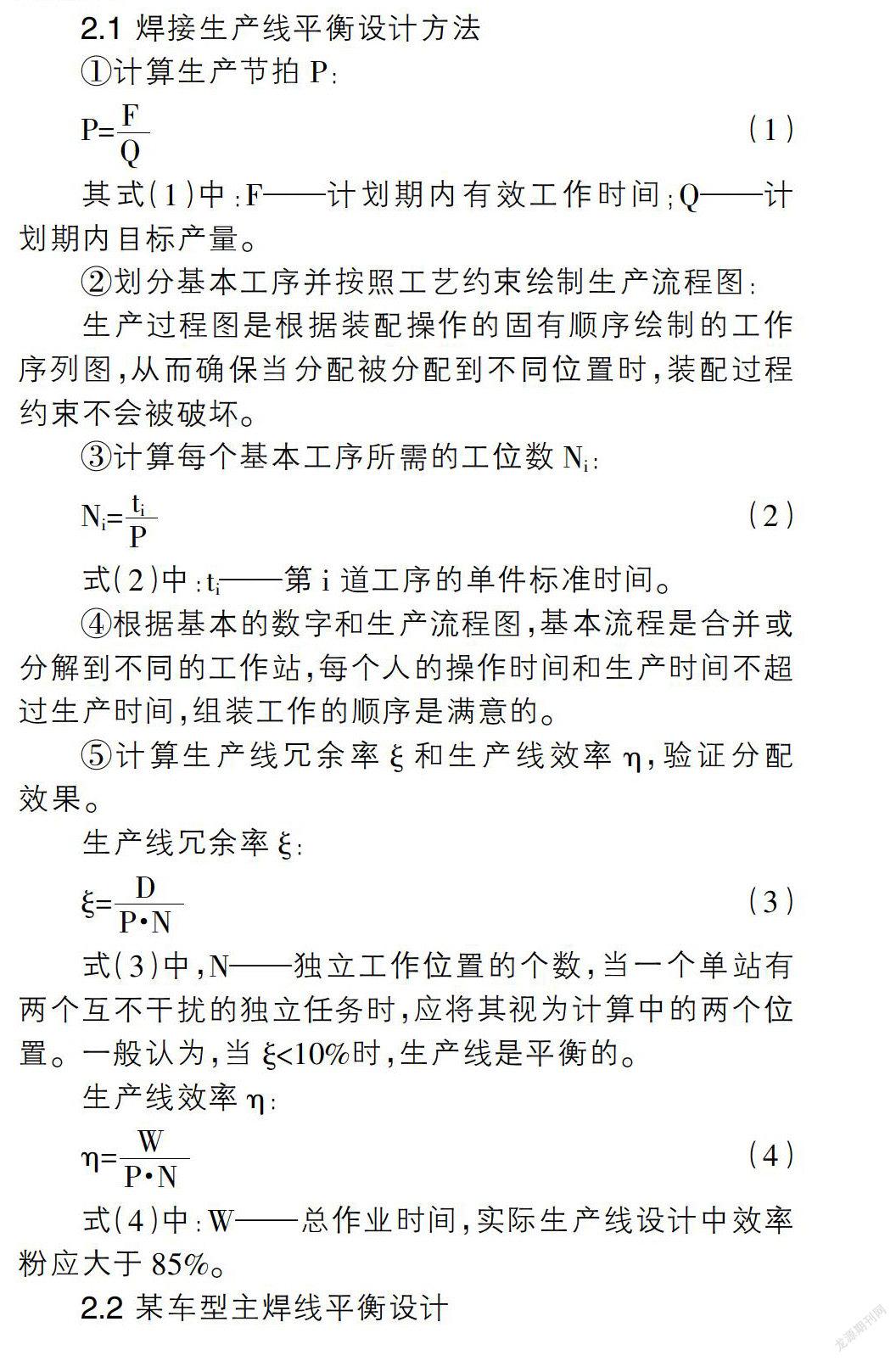
2.1 焊接生产线平衡设计方法
2.2 某车型主焊线平衡设计
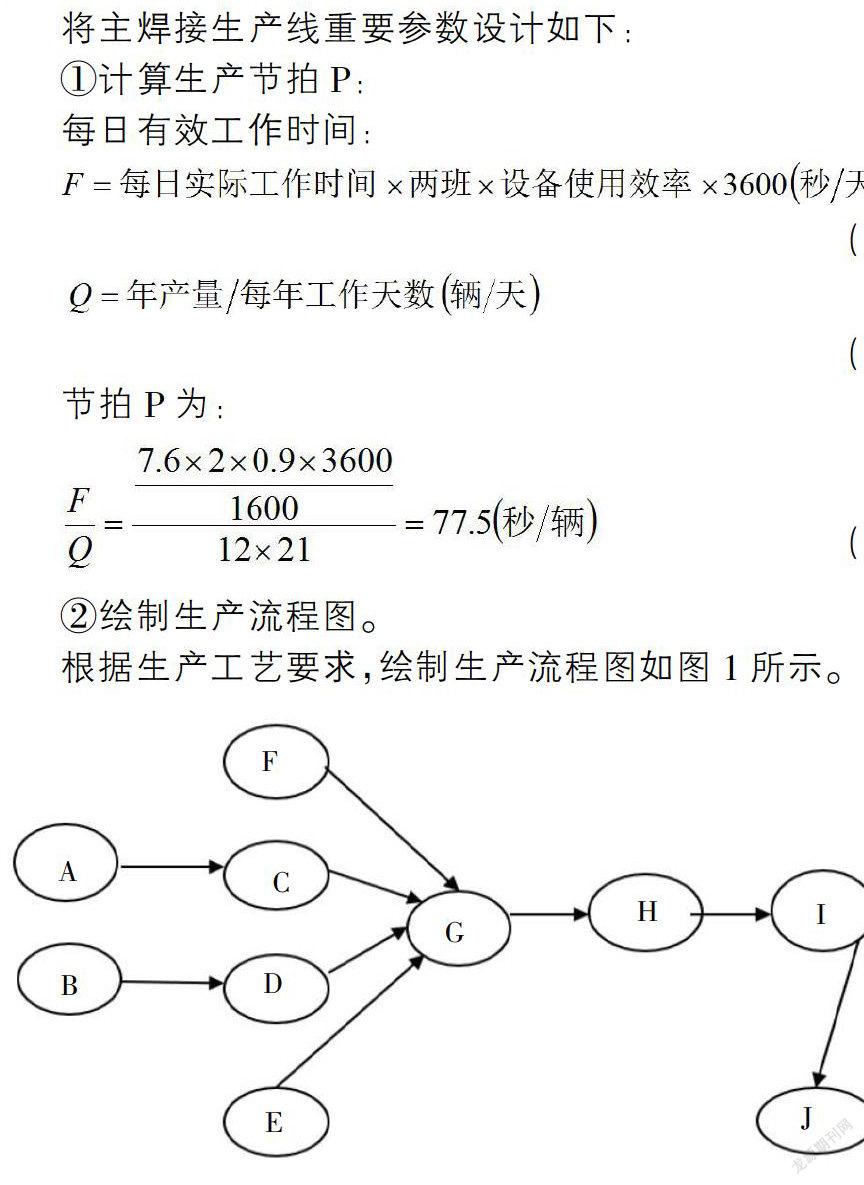
采取的主要焊接连接车辆作为一个例子,应用生产平衡进行设计。该模型年产量是16万,一日2班。每班次实际工作时间是7.6小时,设备使用率为90%,一月工作日为21天,主焊接线基本作业内容(基本操作任务)与操作所需时间及其编号如下:
把车身左侧涂胶的作业内容,编为作业编号A,操作时间为32s;把车身右侧涂胶的作业内容,编为作业编号B,操作时间为22s;把安装左侧围分总成的作业内容,编为作业编号C,操作时间为15s;把安装右侧围分总成的作业内容,编为作业编号D,操作时间为32s;把安装顶盖加强板的作业内容,编为作业编号E,操作时间为22s;把安装后备箱加强板的作业内容,编为作业编号F,操作时间为15s;把侧围与车身定位焊的作业内容,编为作业编号G,操作时间为300s;把顶盖涂胶的作业内容,编为作业编号H,操作时间为56s;把安装顶盖分总成的作业内容,编为作业编号I,操作时间为20s;把焊接顶盖的作业内容,编为作业编号J,操作时间为76s。
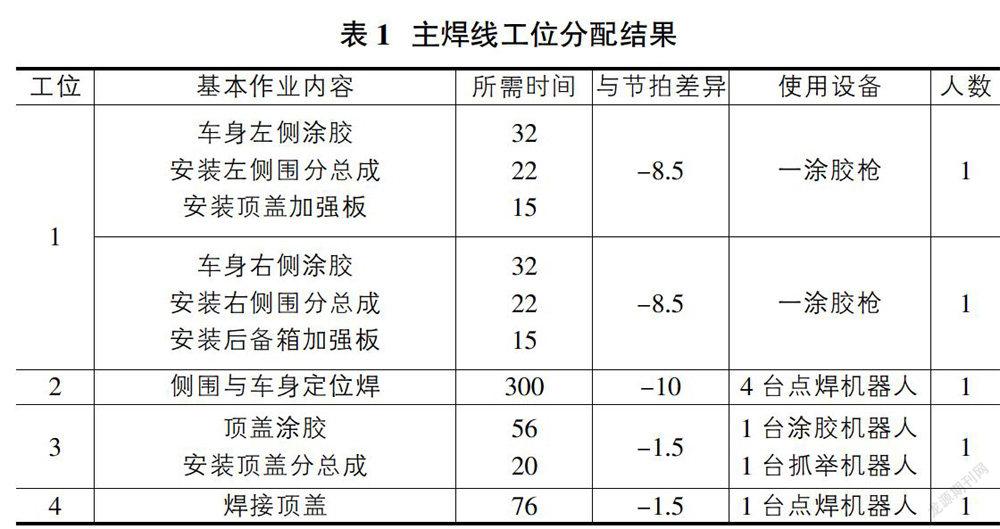
在不影响生产效果时,相邻两工序即可合并,例如六个过程的合并,如A、B、C、D、E、F,并且计算站的数量是1.45。在它们合并后,需要两个工作场所,人员数从6个减少到2个,对主焊线基本作业进行分配与合并,即可增加生产效率。
依从焊接工艺内在需求,如表1所示,各工位的任务、人员和设备的分布将安装在机体左侧、左圆周组件、车顶加强板、右侧涂胶、支撑板安装、右、左对称。在部署之后,在合并后独立工作的工作站的数量是两个,这是一个在左边,一个在右边,两个在胶枪上,两个在操作员身上。
侧面和车身定位的焊接任务数量大,独立机器人的数量为四个。独立工作站的数量为四台。顶盖胶合,顶盖组件组合成一个站。数量是一个独立位置,由一个胶水机器人和一个抓取机器人完成。顶盖焊接由一个工作站完成,独立工作站的数量也是一个,由点焊机器人完成。
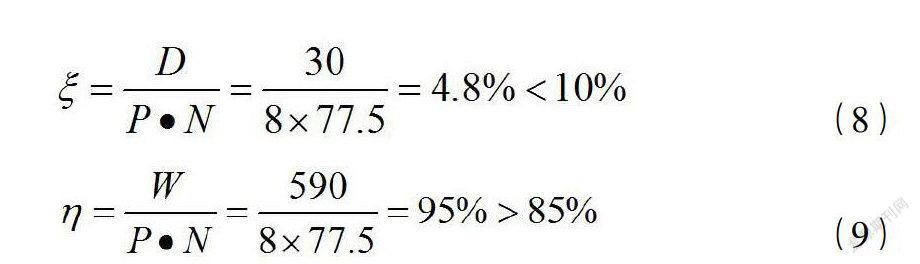
⑤计算生产线冗余率和效率:
3 車间布局基本形式
车间的布局有两种:过程原则布局和产品原则布局。设备的排列要考虑到要加工产品的顺序,大批量的生产和更少的品种生产就适用于这种布局,经典的产品原理布局就是车身焊接生产线。它具体包括四种布局方式:U型、S型、环形和直线型。
4 车间布局原则
车间的生产线布局,可以根据LP(精益生产)的生产管理理念构建物理模型。精益生产是基于JIT和TQM,为减少生产中的浪费和库存,达到精简、高效生产管理的目的。根据精益求精的要求,车间的布置应按照下面的原则:
①整体综合最优原则;②物流最小运动距离原则;③流动性原则;④空间节约使用原则;⑤安全原则。
5 总结
本文通过分析汽车车身自动化焊接线的工艺构成与设备组成,进行了生产平衡设计和焊接生产线的车间布局设计分析,对汽车焊接工艺的影响因素进行了分析和研究。
参考文献:
[1]董万.轿车白车身焊接生产线设计及虚拟设计技术应用研究[D].电子科技大学,2008.
[2]姜正宝.焊夹具在汽车厂中的应用[J].汽车实用技术,2019(05):156-157.
[3]杨旭磊.基于多定位需求及典型使用工况的柔性焊接夹具设计开发[D].湖南大学,2019.
猜你喜欢
科技创新与应用(2017年1期)2017-05-11
科技创新与应用(2017年8期)2017-04-26
农业科技与装备(2016年10期)2017-04-22
科学与财富(2016年30期)2017-03-31
科学与财富(2016年30期)2017-03-31
科技创新与应用(2017年3期)2017-02-18
科技创新与应用(2017年2期)2017-02-09
东方教育(2016年9期)2017-01-17
科学与财富(2016年28期)2016-10-14
中国高新技术企业(2015年12期)2015-03-31