钢结构旋转楼梯制作及安装工艺
2020-09-10 08:25鲁伟
看世界·学术上半月 2020年12期
鲁伟



摘要:旋转楼梯流线造型美观、优美、典雅,在空间上比较节省,常用于楼层数不多的写字楼、居民楼或者作为建筑小品布置在庭院或室内。无柱钢结构旋转楼梯放样复杂、双曲梯梁加工难度大,但因其结构旋转线条优美,在有限的空间内既能满足装饰效果,又能满足楼梯实用效果,所以备受大众喜爱。也就因为这种矛盾的存在,稍有不慎,就会弄巧成拙。这种旋转楼梯螺旋扭曲,需要在图纸设计、制作加工时完全把握控制尺寸误差,才能在安装的过程中完美衔接,成型之后达到建筑装饰的目的。本文从旋转楼梯施工实例出发,整体介绍钢结构旋转楼梯制作及安装工艺。
关键词:钢结构;旋转楼梯;制作安装;精度控制;BIM技术
一、工程概况
兰州万达城旅游集散中心项目位于甘肃省兰州市七里河区崔家大滩,总占地面积9455.9㎡,总建筑面积4181.24㎡,地上2层,地下1层,建筑高度15.2m,屋面为异形钢结构屋架、双曲铝板幕墙、玻璃采光顶组成,钢结构总工程量548吨。旅游集散中心在设计上以兰州迥异起伏的山丘轮廓为空间符号,延续到室内的曲线空间做法,流线结构设计带来细腻多变的空间光影,其中,旋转楼梯的设计是整体建筑的点睛之笔,也是本工程钢结构施工难度最大的地方之一。
二、旋转楼梯构造
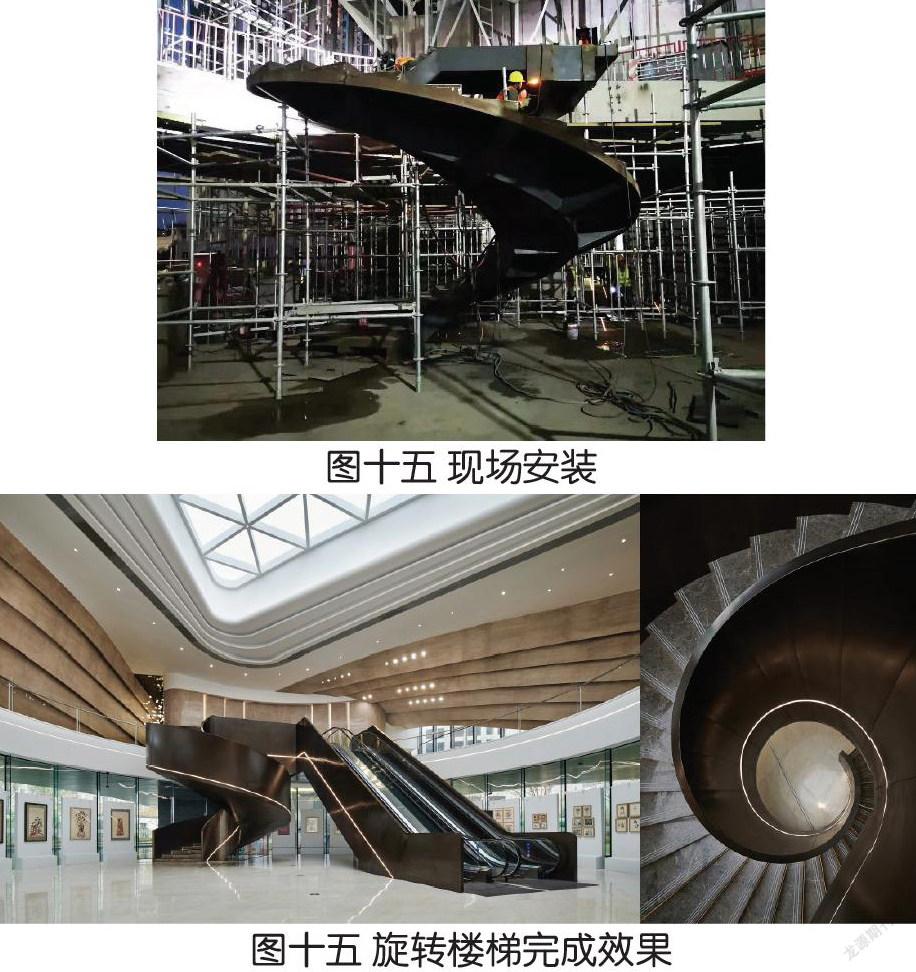
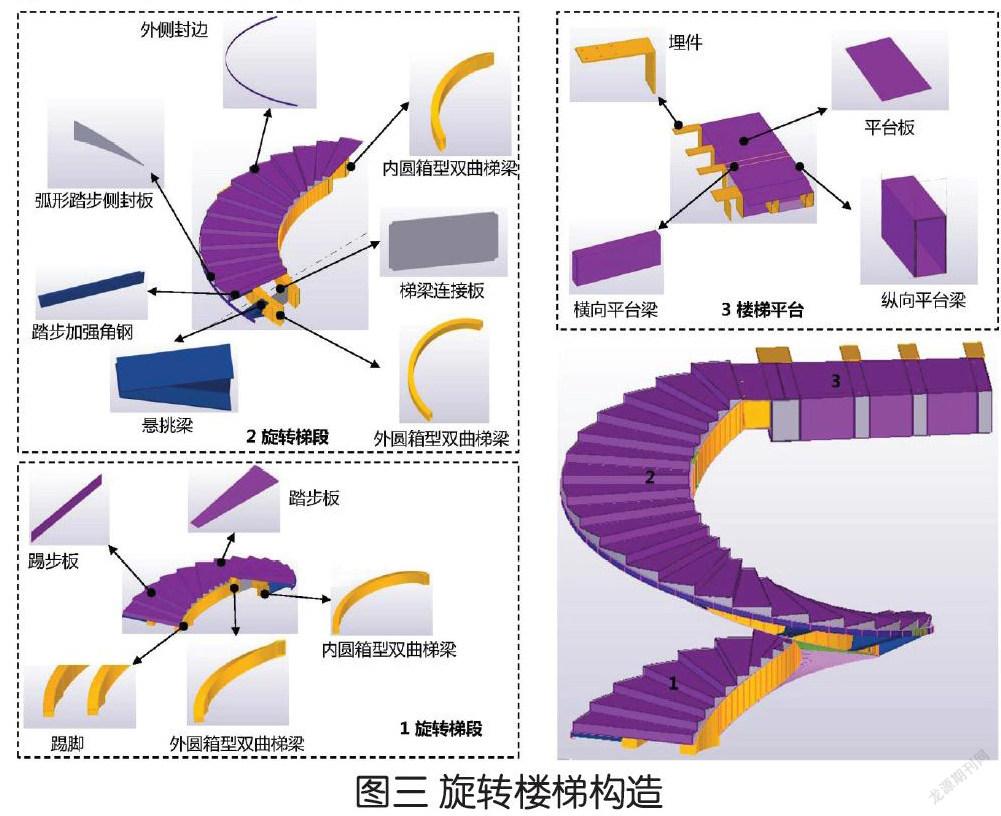
兰州万达城展示中心旋转楼梯水平投影为规则圆形,自一层大厅地面540°旋转而上至二层地面,该楼梯由旋转梯段和钢平台组成,旋转梯段又分为2段进行制作安装,楼梯结构材料为Q235B,总重量为45t。旋转楼梯高度为4.945m,踏步高度137mm,共计36踏。梯梁内圆半径为760mm,梯梁外圆半径为1605mm,梯梁为380×200×10×10双曲箱梁,两梯梁之间由10mm的钢板间隔连接,楼梯踏步浮于梯梁之上,踏步材料为6mm厚花纹钢板,踏步宽度为1800mm,最外侧755mm悬挑在梯梁外圆之外。为了现场安装方便,“1旋转梯段”、“2旋转梯段”、“3楼梯平台”在工厂分段加工,运输到现场后拼装焊接。
三、旋转钢结构楼梯
(一)钢结构旋转楼梯施工难点分析
1、旋转楼梯的深化设计。详图深化设计时必须提供构件现场安装定位的关键坐标控制点,这就需要对原设计提供的坐标进行转化,加大了建模和详图转化的难度。
2、双曲箱型梯梁加工精度的控制。根据在以往工程双曲构件制作经验,采用专用软件对构件进行整体建模,然后对壁板展开放样,根据模型标定出构件的组装定位坐标点,在加工详图和装配时必须严格控制关键点的三维坐标(X、Y、Z)以确保双曲箱梁的装配精度。根据构件特点,分别从壁板弯扭成型、空间坐标定位、装配焊接顺序等方面制定专门的加工制作方案。
3、焊接变形控制。在箱梁拼装时,由于箱梁内部未设置隔板,焊接变形的控制是影响构件尺寸的重要因素之一。
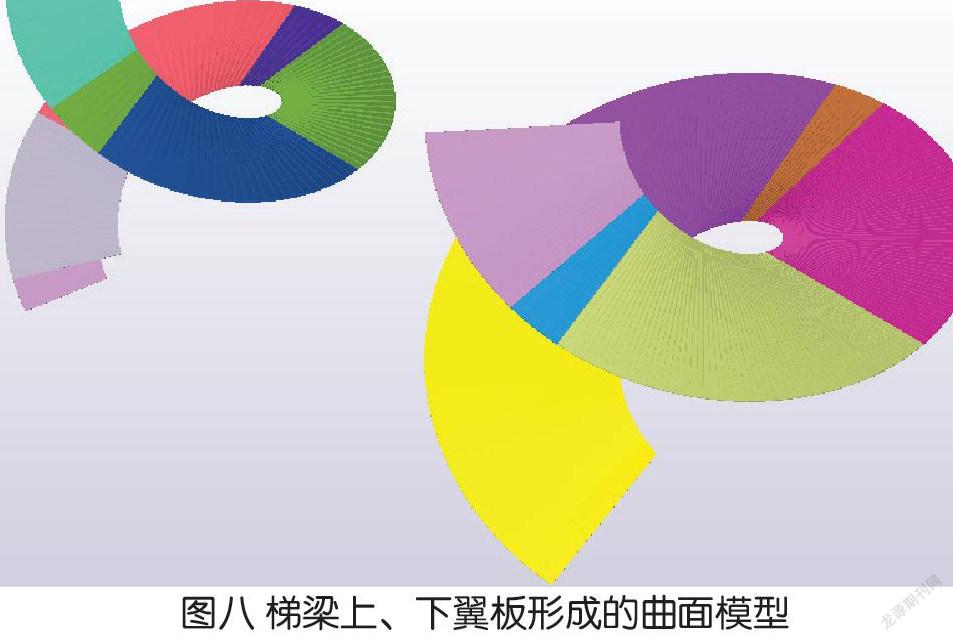
4、旋转楼梯组装、焊接。内外圆双曲箱梁的上翼板、下翼板分别组成上下两个旋转梯面,每一个楼梯踏步要保证在一个水平面上,梯梁的构件组装尺寸直接影响到旋转楼梯的舒适度和外形美观。
(二)钢结构旋转楼梯深化出图要求
1、双曲箱梁主体余量加放要求:
(1)翼板、腹板长度方向余量规定:根据长度和弯曲的程度在在长度方向增加余量。
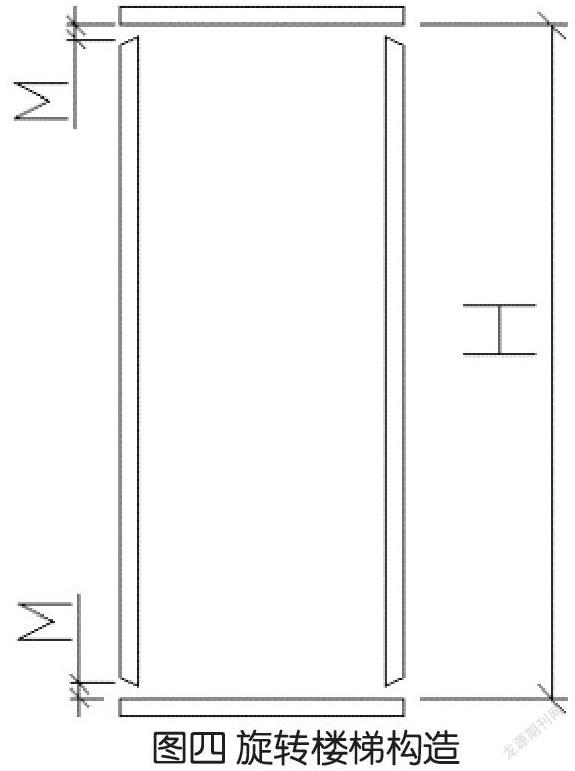
(2)翼板、腹板宽度方向余量规定:主体焊缝为熔透焊缝时,要求腹板宽度减去两侧焊接间隙之和M,即实际下料宽度为H-M,翼板宽度方向不需加减余量,如下图所示;当主体焊缝为部分熔透时,翼板、腹板宽度方向不需加减余量(若主体为断续熔透、部分熔透时,则要求统一按熔透要求减去焊接间隙)。
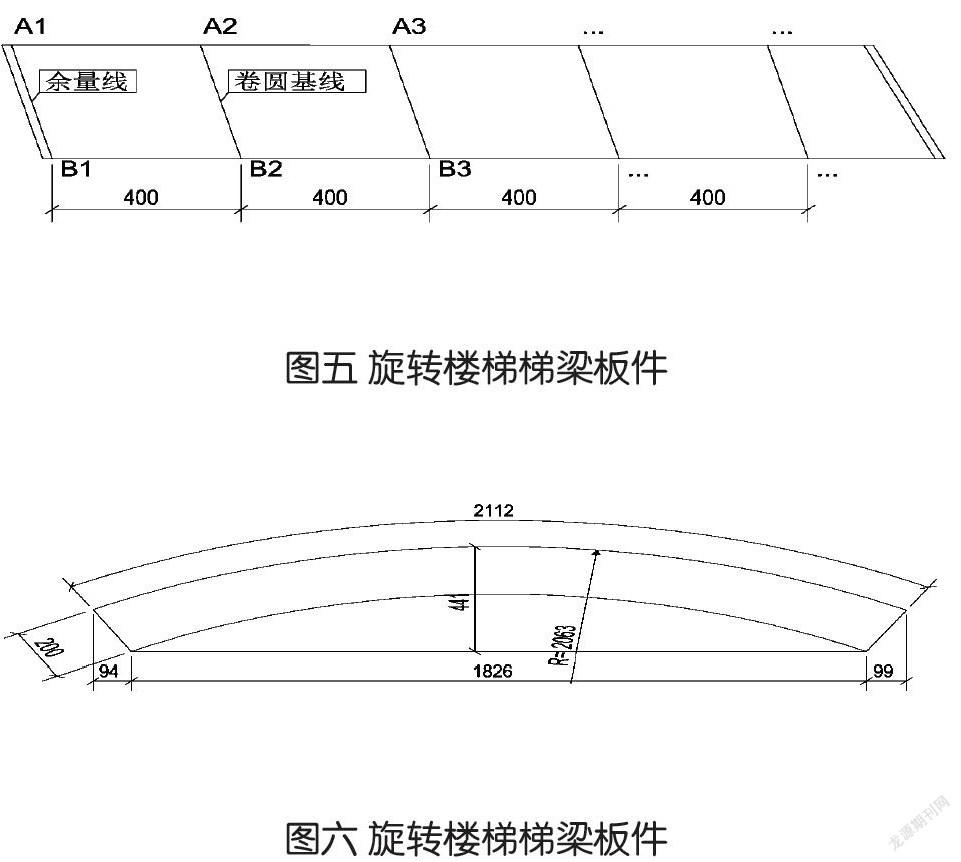
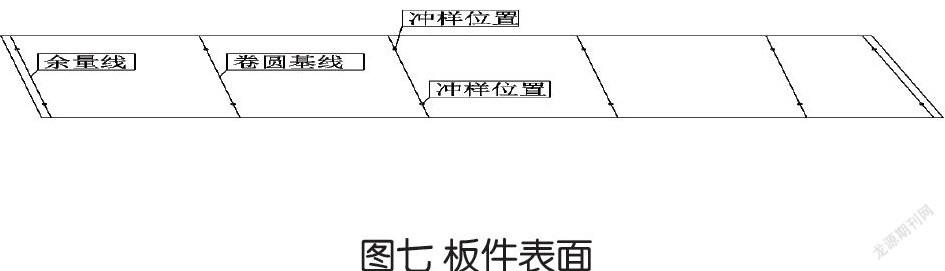
2、对于主體的零件图,要求下翼板、两侧腹板的内表面朝上(为喷粉划线做准备),而且要求在下翼板、腹板内表面以及上翼板外表面明确标示卷圆基线、端头余量线。展开图两点(如A1-A2、B1-B2)之间的距离为400mm,上下两边编号数相同,零件图上的点位必须与装配图中一致。图例如下。
(三)双曲箱型梯梁的加工
1、下料要求
对于主材板件应采用带有喷粉装置的数控切割机下料,正式切割前需对板件内表面进行卷圆基准线、加工余量线的喷粉划线,喷粉划线位置与在深化图中相对应,画好线后要求打好样冲眼。在下料的后续工序中注意喷粉划线的保护。
2、板件的成形加工
板件为弯扭弧形,需要根据旋转楼梯的内圆和外圆半径分别进行卷圆成形,采用卷圆机多次卷制。参照放样在钢板上的卷圆基线,保证卷圆的精度,局部卷圆不合格部位将采用火工校正工艺进行加工。
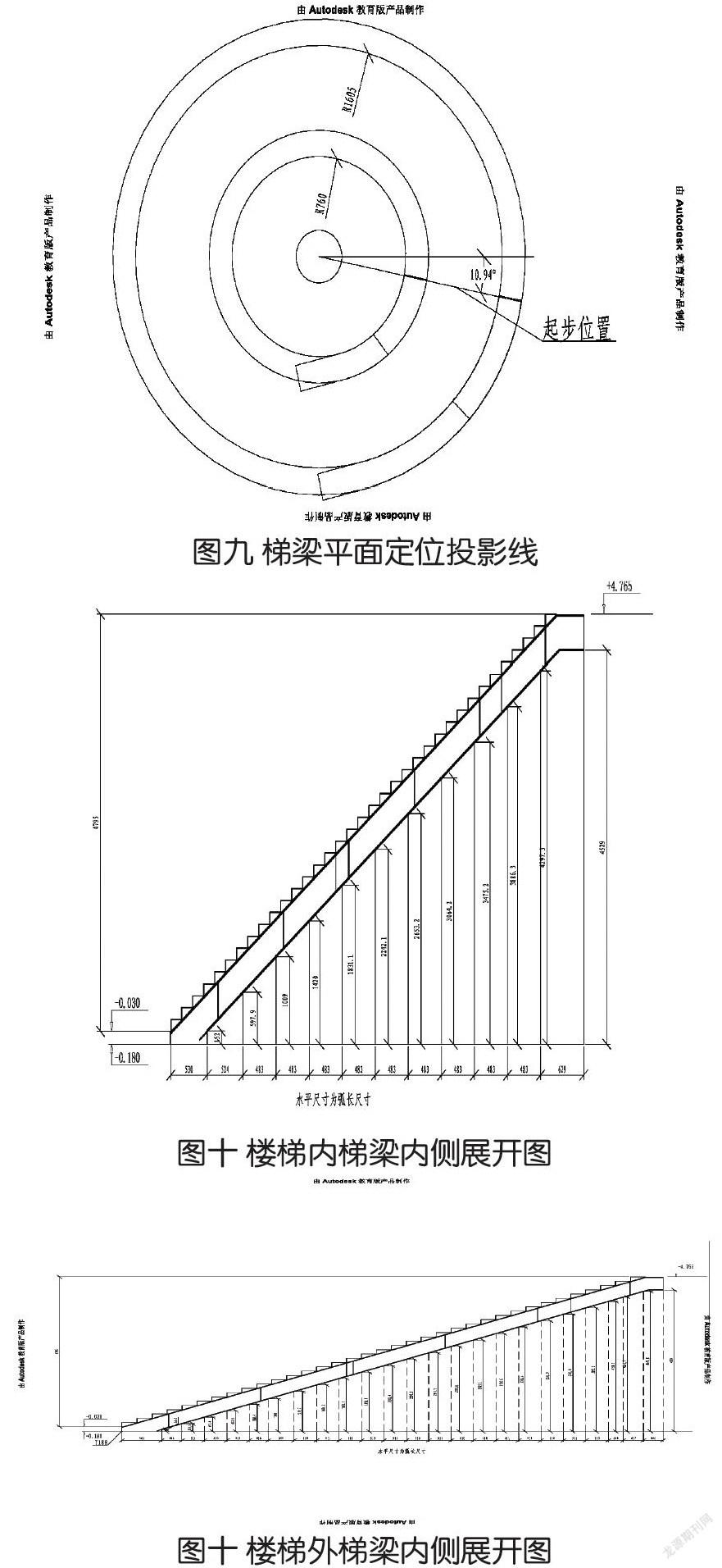
3、胎架搭设
根据旋转楼梯胎架图,在已铺设完成的钢板操作平台上放样楼梯的投影线。分别在内圆和外圆箱型双曲箱梁投影线上设置门字支撑,胎架应焊接牢靠,保证胎架稳固不变形,胎架空间位置精度满足要求。胎架材料应根据旋转楼梯的重量选择,既要满足整体刚度的要求,又要经济合理。
4、双曲箱型梯梁装配
(1)下翼板放置胎架支撑上,先使板上的控制点与支撑点吻合,然后检测其余的控制点,允许偏差±2.0mm,对大于允许偏差的点,采用火工矫正,使其余点也能与支撑上的点吻合。
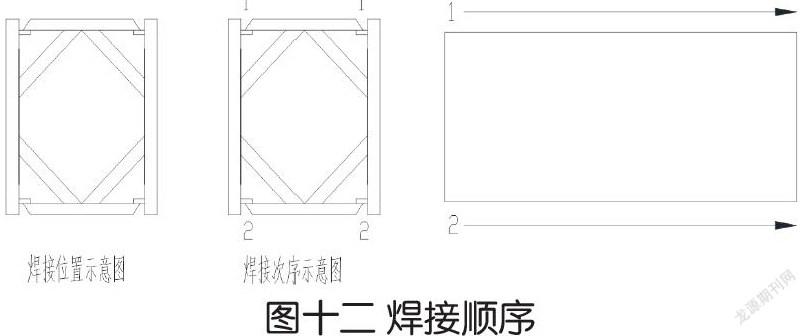
(2)为减小焊接变形,在组立腹板时根据实际情况在箱梁四角增加斜撑,如图十二;然后将下翼板和两侧腹板点焊定位。组装过程中采用火工矫正的方法辅助调整精度,对钢构件的变形校正采用火焰加机械校正,加热温度需严格控制在600℃~800℃之间,但最高不超过900℃;
(3)下翼板和两侧腹板弧度调整完成后组装上翼板,依据腹板上边缘线定位上翼板位置,组装完成后的双曲箱型梯梁必须仔细检查校正。
(四)双曲箱型梯梁的焊接
1、焊接方法的选择
根据梯梁焊缝多数呈曲线起伏形的特点,参照各种焊接方法的焊接质量、焊接速度、操作方便程度、全位置焊接性能等诸多因素,选择半自动CO2气体保护焊为现场的主要焊接方法(焊缝质量好和成型好),手工电弧焊为辅助焊接方法。
2、主体焊缝焊接顺序
(1)双曲箱梁焊接采用两名焊工同时焊接,如下图:先进行两道焊缝1的焊接,然后进行两道焊缝2的焊接。
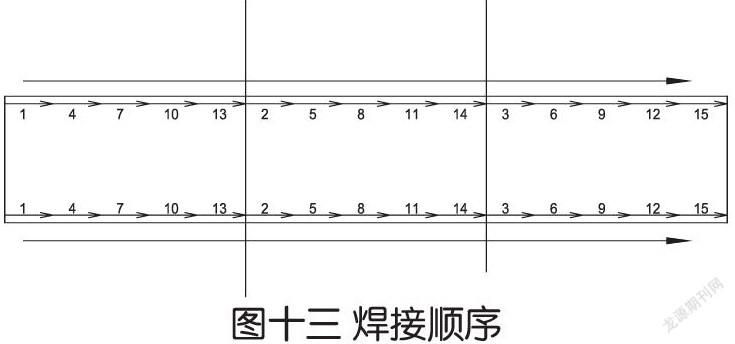
(2)箱梁钢板厚度为10mm,造型为螺旋双曲结构,所以控制焊接变形是重中之重。为了减少焊接变形,保证双曲构件的流线顺畅,将箱梁的焊缝在长度方向分为了三段(每段长度为1000mm~3000mm),并采取跳焊的顺序进行焊接,每次焊接的长度为200mm~400mm,以此类推,分段跳焊,两侧同步进行,如下图。
(五)旋转楼梯组装
(1)梯梁焊接完成校正后,按照深化圖纸梯梁连接板间距要求,将梯梁连接板焊接在内外梯梁之间,使梯梁连接成为整体。
(2)定位好悬挑梁、加强角钢的安装位置,装配时需要根据深化图纸的空间定位对点位进行准确校核,将悬挑梁、加强角钢焊接在外圆梯梁之上。
(3)梯梁的安装精度,直接影响到踏步的安装,踏步安装要保证平整度要求。安装踏步时应严格安装施工图和零件图,防止零件安装错位,最后进行楼梯封边。
(4)提升楼梯的外观质量关键在于打磨,楼梯组装完成后要进行外表打磨处理,如钢板表面的划伤、较大的飞溅产生的热量在母材表面形成的引弧划伤、零部件组装采用的临时加固装置去除后留下的疤痕等。
(5)加工厂组装完成后分段运输至施工现场,现场安装。
四、结语
本文以兰州万达城展示中心项目钢结构旋转楼梯为案例,描述了从深化设计到制作安装的全过程,通过项目实践探索,重点解决旋转楼梯深化设计、精度控制、焊接变形方面的问题。钢结构旋转楼梯的制作及安装工艺的逐渐成熟标志着大曲率钢构件制作精度控制技术方面的进一步提高,同时也通过实践为工艺钢结构产品的加工提供了新思路。
参考文献:
[1]张伟,叶翔,杜冰冰,阙志雄,项玲玲.珠海歌剧院双曲立面箱形构件制作工艺[J].电焊机,2013,4304:16-22.
[2]刁腾达,刘志会,苏震,姜华.钢结构旋转楼梯制作安装技术[J].钢结构,2016,3101:61-64.
[3]张发荣.360°旋转楼梯制作工艺及精度控制技术[A].中国钢结构协会、国家钢结构工程技术研究中心、中冶建筑研究总院有限公司.’2015中国钢结构行业大会论文集[C].中国钢结构协会、国家钢结构工程技术研究中心、中冶建筑研究总院有限公司:,2015:6.
猜你喜欢
中国建筑防水·悦居(2016年12期)2017-01-12
价值工程(2016年30期)2016-11-24
科学与财富(2016年15期)2016-11-24
科技资讯(2016年18期)2016-11-15
科技传播(2016年11期)2016-07-20
居业(2015年16期)2016-02-24
科技资讯(2015年19期)2015-10-09
无线互联科技(2015年3期)2015-04-13