
型钢轧机用Cr5 锻造工具钢开坯辊热处理工艺初探
2020-10-01 03:01王延青杜旭景田春霞
中国铸造装备与技术 2020年5期
胡 兵,王延青,杜旭景,杨 静,田春霞
(1.轧辊复合材料国家重点实验室,河北邢台 054025;2.中钢集团邢台机械轧辊有限公司,河北邢台 054025)
随着型钢轧线效率的不断提升,半钢等常规铸钢材质已无法满足型钢线连续轧制的需求,型钢用开坯辊材质向高强度、高耐磨性的方向发展,材质设计逐步由低合金向高合金转变。中钢集团邢台机械轧辊有限公司作为全球最大的带钢及型钢轧辊生产基地,积极开发了具备高强度及耐磨性的Cr5 锻造工具钢材质,如何制定出与之配套的热处理工艺成为当前主要需解决的难题。因型钢线用的开坯辊均为孔型辊,为保证槽底良好的耐磨性,需开槽热处理,整体加热及冷却的热处理方式已无法满足辊身辊颈差异化的技术要求,目前鲜有文献针对型钢轧机用BD 辊的辊身辊颈差异化热处理研究。
本文以中钢邢机为某国外客户研发的Cr5 锻钢BD 辊为背景,介绍了锻造高合金工具钢的热处理工艺研究过程。
1 热处理中试试验
型钢轧线BD 辊应用于型钢轧线开坯机架,需具备良好的抗热裂性及抗粘接性能。针对用户有辊役延长的需求,中钢邢机对BD 辊进行了材质提升,Cr5 锻造工具钢BD 辊合金含量高,具备良好的抗热裂性、耐磨性及抗粘接性能。值得注意的是,Cr5 锻造工具钢BD 辊如采用整体热处理方式极易造成辊身辊颈同时淬上火,尤其辊颈规格细,容易出现辊颈与辊身均达到较高硬度,甚至辊颈含有大量马氏体组织导致韧性下降。因此,笔者认为采用整体热处理方式不可行,采用的热处理方式需保证辊身、辊颈差异化热处理,同时满足辊身高强度、辊颈高韧性的设计目的。
型钢轧线用BD 辊辊身存在深窄孔型,粗加采用平辊进行热处理造成后期开孔型过程中淬硬层被去除,导致深窄孔型工作部位硬度偏低,进而出现不耐磨、粘钢的情况发生。在冷热交替的使用环境下产生热裂纹,降低轧辊的使用寿命和承载能力[1]。粗加预开孔型差温热处理因槽帮与槽底温度场不同,在加热过程中辊身容易出现槽帮过烧、或槽底加热不足奥氏体化不充分的情况产生,两者均会造成产品返修甚至报废。
针对预开孔型热处理导致的辊身槽帮过烧及槽底奥氏体化不充分的问题,笔者通过试验室中试试验,确定材质的加热温度范围,并应用DEFORM软件对热处理工艺进行了模拟研究分析。
2 试验室中试试验
通过对Cr5 锻造工具钢BD 辊材质的膨胀仪曲线进行测定,确定锻造工具钢的Ac1为793℃,Ac3温度为875℃,不同冷速MS点范围为300~380℃。同时,根据膨胀仪曲线,马氏体转变的临界冷速速率为6℃/min。
在毛坯辊身上切取轴向宽20mm,径向深度60mm 的方形试样进行中试试验。Cr5 锻造工具钢为亚共析钢,其淬火加热温度应在Ac3+(30~50)℃。分别选取900℃、920℃、940℃、960℃、980℃、1000℃加热温度进行加热,试验编号分别为1#、2#、3#、4#、5#、6#、7#、8#、9#、10#,加 热 时 间60min,冷却方式采用水冷,回火温度按530℃,回火保温时间6h。
不同工艺条件下的金相检测结果显示,奥氏体化温度900~1000℃范围内,组织均为马氏体+回火索氏体+少量碳化物,对比不同温度金相图片,当奥氏体化温度达到1000℃时,组织明显粗大(试样10)。因此,确定奥氏体化温度范围为900~980℃。
3 热处理方案制定
早期在对BD 辊产品进行差温热处理时,为防止槽帮过烧同时保证槽底奥氏体化充分,对辊身槽底及槽帮部位焊偶测温,实测数据表明槽帮较槽底温度高50~60℃,但辊身焊偶测温在冷却过程中焊偶部位容易产生淬火裂纹[2],不能作为长期的工艺措施,我们利用中钢邢机国家重点试验室DEFORM软件,对不同热处理工艺进行了模拟。
3.1 DEFORM 模拟
3.1.1 模拟物性参数
物性参数作为模拟结果与实际是否相符的关键,我们根据焊偶测温的实测值及积累的钻孔测温数据,测量得出Cr5 锻造工具钢的热传导系数、比热容等物性参数,如表1 所示。
3.1.2 模拟过程
利用中钢邢机轧辊复合材料国家重点试验室DEFORM模拟软件,对Cr5 锻造工具钢BD 辊差温热处理进行模拟,产品差温加热前的预热温度按400℃进行设定。
如图2 所示差温加热工艺,利用DEFORM模拟软件对工艺进行模拟,共计230min,模拟时每10min 为一个步骤提取一次数据,共提取23 次数据。从提取的温度数据看,槽帮表面部位最高温度974℃,槽底表面部位最低温度945℃,均符合最佳的淬火加热温度范围。同时,在工艺结束时,槽底深度100mm 范围内温度均在930℃以上,因此工作层范围内奥氏体化温度均能满足中试试验淬火加热温度范围900~980℃。
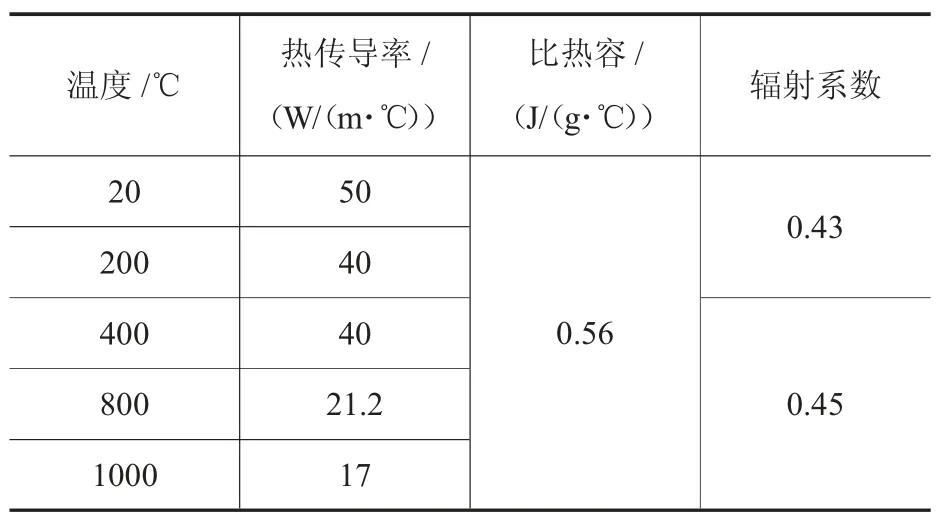
表1 Cr5 锻造工具钢物性参数
3.2 工艺方案制定
为保证Cr5 锻造工具钢BD 辊辊身高硬度、高耐磨的同时,辊颈及芯部获得良好的组织形态及韧性,要求辊颈及辊身芯部组织保持为调质态,辊身为淬火态。为此,在辊身淬火前,需对产品整体进行调质处理,保证辊颈及辊身芯部获得韧性良好的珠光体组织。
3.2.1 调质工艺
图3 为Cr5 锻造工具钢的调质热处理工艺。
3.2.2 差温热处理工艺
根据中试试验及DEFORM模拟结果,制定差温加热工艺,根据Cr5 锻造工具钢马氏体转变临界冷速速率为6℃/min,采用中钢邢机卧式喷淬机冷却时冷速可满足冷速要求,回火温度与中试试验的回火温度一致,按两段回火,回火温度530~560℃。实际执行差温热处理工艺如图4 所示。
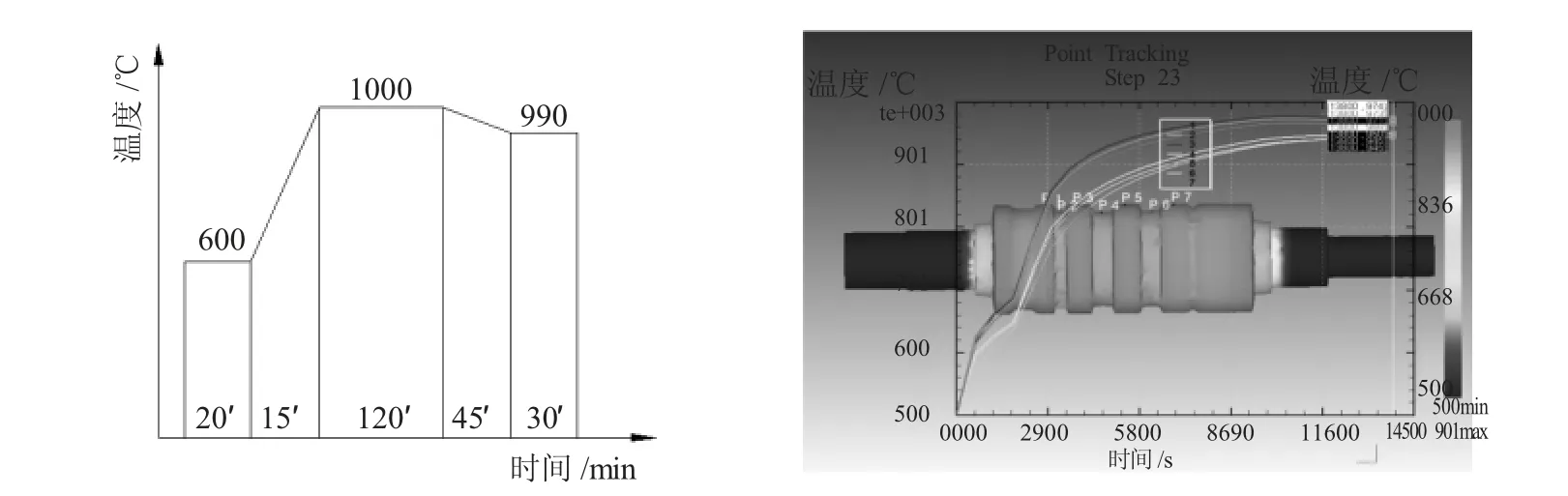
图2 热处理差温加热工艺模拟
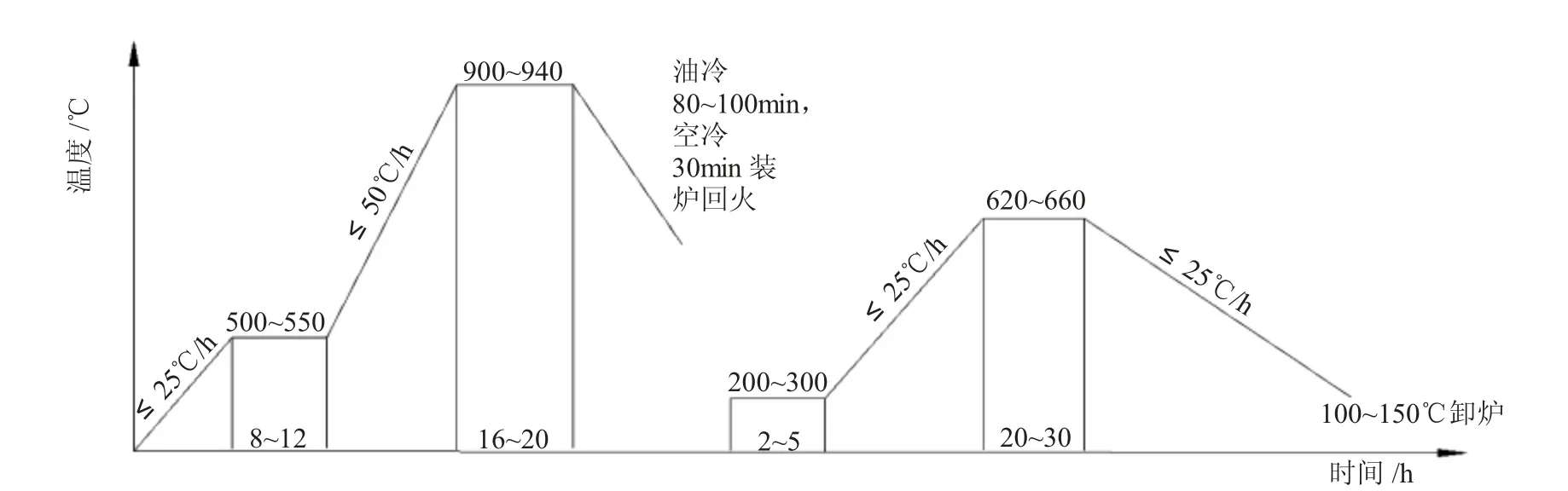
图3 调质热处理工艺
4 性能检测
通过调质及差温热处理,辊身及辊颈硬度均满足用户要求,如表2 所示。
检测辊身组织为马氏体、残奥+少量碳化物,辊颈组织为珠光体+碳化物,符合设计目的。
在辊身部位切取试片逐层检测宏观、微观硬度及显微组织,从宏观及显微检测结果看,工作层50mm 范围内宏观硬度落差控制在HS3 以内,显微硬度落差控制在HV20 以内,试环组织均为索氏体+少量马氏体、残奥+碳化物,如表3 所示。
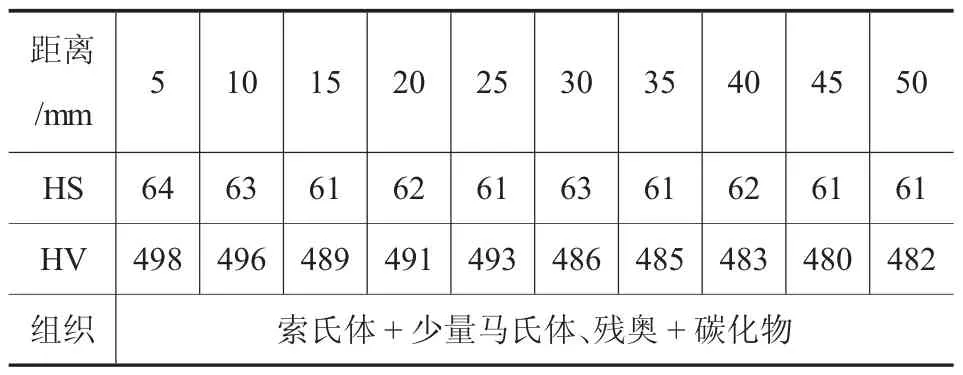
表3 辊身宏观、显微硬度及组织

表4 辊身及辊颈机械性能检测数据
同时,检测试环显微组织均为马氏体+回火索氏体+少量碳化物,试环组织正常,未出现组织过烧的情况。
同时,分别切取辊身及辊颈试片检测机械性能如表4 所示。
从检测结果看,按制定的热处理方案进行热处理,既保证了辊身高硬度、高强度,又保证了辊颈的高韧性,辊身及辊颈各项性能指标均符合技术要求。
辊身组织均为索氏体+少量马氏体、残奥+碳化物。根据产品机械性能数据,辊身具备较高的强度,从辊颈断面延伸率及断面收缩率看,辊颈韧性良好。因此,预开孔型的锻造工具钢经差温热处理后辊身具有高强度、高耐磨的同时,辊颈具有高的韧性,达到了工艺设计目标。
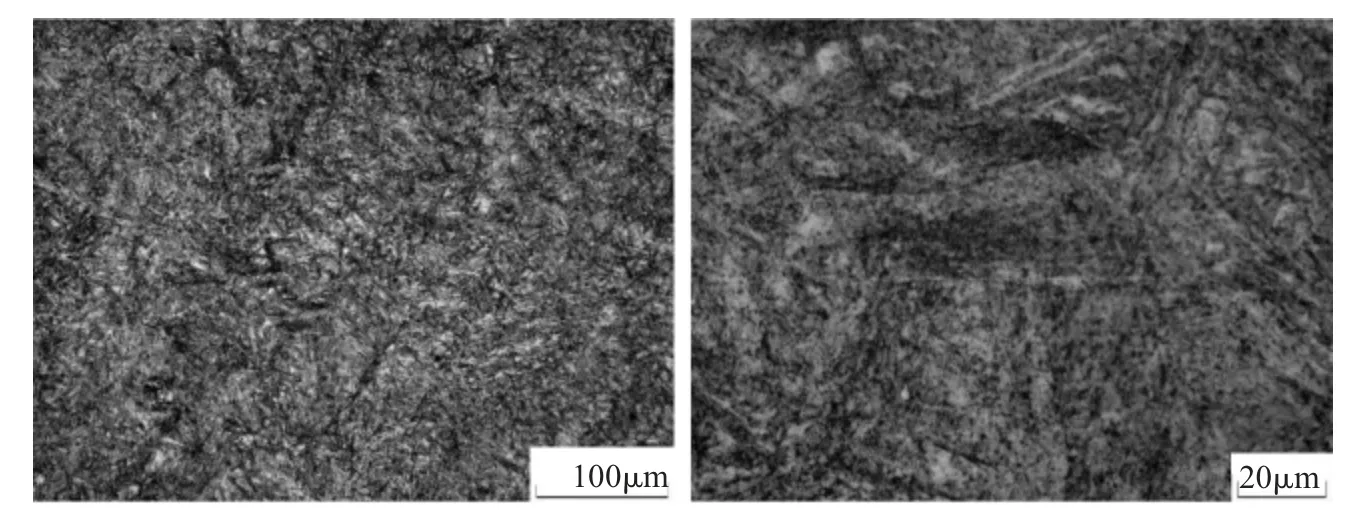
图5 辊身显微组织图

图6 国外用户A 型钢轧线半钢BD 辊下机辊面

图7 国外用户A 型钢轧线锻造工具钢BD 辊下机辊面
5 实际效果验证
中钢邢机研发的锻造工具钢BD 辊,已供货国外厂家共计30 余支,技术条件均满足用户要求。国外某用户反馈的使用结果显示,中钢邢机供货的锻造工具钢BD 辊较普通的半钢材质单次过钢量提高近3 倍,同时解决了半钢BD 辊出现的不耐磨及下机辊面粗糙的问题。
6 结论
通过以上研究,得出结论如下:
(1)利用DEFORM设计差温热处理工艺较准确的指导了热处理工艺的制定,避免了辊身焊偶导致的工序复杂及热处理开裂等质量问题,模拟指导的差温热处理工艺能较好的应用于实际生产。
(2)中钢邢机通过预开辊身孔型进行差温热处理的Cr5 锻造工具钢BD 辊既保证了辊身高硬度、高强度的同时,也满足辊颈高韧性的工艺要求。
(3)中钢邢机Cr5 锻钢工具钢BD 辊较常规铸钢轧辊单次过钢量提高近3 倍,下机辊面光滑,使用效果良好。
猜你喜欢
山东冶金(2022年4期)2022-09-14
工程与建设(2022年2期)2022-05-07
山东冶金(2022年1期)2022-04-19
大连交通大学学报(2021年6期)2021-12-13
新疆钢铁(2021年1期)2021-10-14
装备制造技术(2020年1期)2020-12-25
中国金属通报(2020年14期)2020-04-22
热处理技术与装备(2019年4期)2019-09-13
中华建设(2019年7期)2019-08-27
商情(2017年38期)2017-11-28
