二次曲线组合件的机械加工工艺编制与仿真加工
2020-11-02 07:46张艳张飞
湖北农机化 2020年17期
张 艳 张 飞
(炎黄职业技术学院,江苏 淮安 223400)
1 分析图纸
该配合件是由心轴1与心轴2根据总装图的技术要求组合而成的,根据零件图显示,表面粗糙度、尺寸精度、相互位置精度以及材料45#钢,在现有数控车床的生产条件下可以达到技术要求。
配图由心轴1和心轴2组成,如图1-3所示。
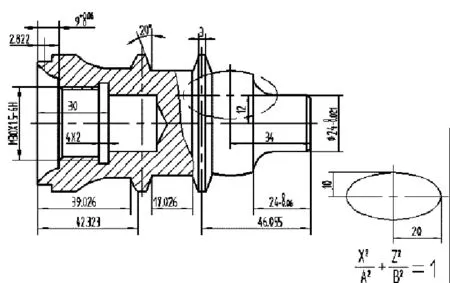
图1 心轴1

图2 心轴2
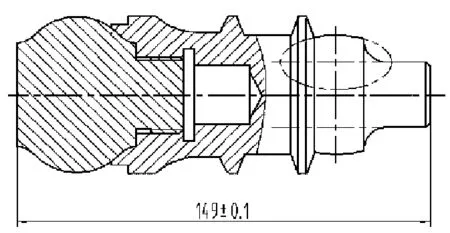
图3 装配图
2 加工工艺分析
加工路线根据先主后次,先粗后精的加工原则[1]。由图可见,考虑节约成本,提高加工效率,而且心轴2无法独立装夹加工,所以先加工心轴2。心轴1和心轴2加工顺序:心轴2外轮廓—心轴1左外轮廓—心轴1的内轮廓—两件装配加工心轴2左端面—心轴1右外轮廓—拆装清理。
2.1 工件图纸分析
先分析心轴2,再分析心轴1。
2.1.1 心轴2结构与精度分析

图4
(1)结构分析。心轴2:45#钢,Φ62的毛坯棒料,总长58mm,右端M30×1.5外螺纹和退刀槽5×3,向左为R10的凹圆弧段与R21凸圆弧段相切的对称圆弧面,两段对称圆弧段节点处必须光滑连接。心轴2从左至右并不单调递增或递减,但对称圆弧面必须光滑过渡连接无接刀痕,所以两对称圆弧面必须一起加工。平左端面并且保证总长,需心轴2右端定位,此时心轴2右端是螺纹和圆弧面,无法实现定位、装夹,所以考虑将心轴1与心轴2装配在一起来加工心轴2的左端面[2](图4)。工序:粗车外轮廓—精车外轮廓—切断。
(2)精度分析。心轴2重要加工部位为对称圆弧面Φ57以及其长度要求为43mm。表面粗糙度Ra为3.2μm,在数控车床上可以达到精度要求。
2.1.2 心轴1结构与精度分析
(1)结构分析。心轴1:45#钢,Φ62mm的毛坯棒料,总长115mm。左端Φ24内轮廓,M30×1.5内螺纹,凸圆弧R10与凹圆弧R21相切的一段内轮廓,以及Φ52与Φ58的外轮廓,R22的凸圆弧面,Φ46的外轮廓,R20的凸圆孤面,中间为梯形槽,右端为部分中椭圆面,Φ24的外轮廓,两者之间有R8.5的过渡圆角。外轮廓从左向右并不单调递增或递减。考虑外圆轮廓Φ58与内轮廓Φ24有个同轴度要求,所以所有Φ58的外轮廓与内轮廓在同一次装夹下加工。工序:粗车外轮廓—精车外轮廓—粗车内轮廓—精车内轮廓—调头安装—平端面—打中心孔—加工右端外轮廓—粗车外轮廓—精车外轮廓。
(2)精度分析。心轴1重要加工部位Φ58、Φ52外轮廓,其次Φ24内轮廓,两者同轴度0.025mm,在同一次装夹下加工。表面粗糙度Ra最高为1.6μm,在数控车床上可以达到要求。考虑有内应力存在,可在加工外轮廓前先打底孔。
2.2 装夹方案的确定
采用三爪自定心卡盘定位、装夹,加工心轴2右端,装夹部位在Φ52外轮廓处用顶尖辅助定位。
2.3 加工工艺过程
根据图样拟定加工工艺过程。
心轴2:(1)用卡盘夹住毛坯外轮廓;(2)粗、精车外轮廓,各尺寸至图纸精度;(3)切槽5×3;(4)加工外螺纹M30×1.5;(5)切断心轴2,工件长58mm。
心轴1:(1)用卡盘夹住毛坯外轮廓伸出约76mm;(2)平端面,手动打孔Φ22;(3)用尖刀(防止干涉)粗加工、精加工外轮廓Φ52、Φ58、Φ46、Φ44至图纸要求。(4)用切槽刀加工梯形槽,底边宽至17.026;(5)粗、精加工内轮廓Φ24至尺寸精度;(6)加工内螺纹M30×1.5;(7)将心轴1与心轴2装配在一起(如图5),加工心轴2的左端面,保证心轴2的总长;(8)调头,装夹Φ52的外轮廓,打中心孔,装顶尖;(9)粗加工、精加工心轴1的右端外轮廓。
3 编制程序
由于心轴1与心轴2轮廓较复杂,选择自动编程可提高加工效率。本文选用CAXA数控车(2013版本)软件,可实现自动编程,生成所需要的程序代码。下面仅对心轴1外轮廓做编程介绍。
(1)用CAXA数控车软件绘制心轴2外轮廓,仅保留切削部分形状,再绘制毛坯形状。此时注意:坐标原点的选择是心轴2的最右端面中心处。心轴的切入点和撤离点需要给个2~3mm切入缓冲,防止打刀。
(2)根据外轮廓形状特点选择参数设置,由于心轴2外轮廓有对称圆弧面,因此在选择刀具参数时注意干涉情况,否则无法生成程序代码。各参数设置完成后,选择加工表面轮廓线和毛坯,点击进退刀点,此时退刀点注意选取要适当。
(3)生成程序代码。确认刀具轨迹线无误后,拾取刀具轨迹产生的加工程序,对程序做适当修改,如T指令、程序号、修改刀具号和刀补等,再将加工程序代码传输到数控车床进行加工。
4 结语
本文以对称圆弧面心轴配合件为例,心轴1有对称圆弧面,心轴2有椭圆面、梯形槽,对于此类较复杂表面,普通机床已经很难加工,需要选择数控机床来加工。心轴1无法独立加工,心轴2不符合单调增或者单调减,所以要选择合适的加工工艺方案,本文针对两心轴的加工工艺过程做了介绍,在条件允许的情况下选择自动编程更能提高效率。
猜你喜欢
芜湖职业技术学院学报(2021年3期)2021-10-20
延边大学学报(自然科学版)(2021年2期)2021-07-29
农业装备技术(2021年3期)2021-06-23
装备维修技术(2020年9期)2020-11-20
信息技术时代·下旬刊(2020年5期)2020-09-10
名城绘(2019年3期)2019-10-21
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
智能制造(2017年5期)2017-10-11
中国新技术新产品(2016年23期)2016-12-26
山东工业技术(2016年18期)2016-09-19