数控车床加工圆弧面容易出现的问题
2020-11-06 04:45董瑞宝
汽车世界·车辆工程技术(下) 2020年5期
摘 要:文章就数控车床加工圆弧形成型面频繁出现的问题作了总结归纳,針对这些问题从数控机床的原理进行分析,通过实例做了具体的说明。
关键词:圆弧插补;顺时针插补G02;逆时针插补G03;应用举例
0 前言
数控车床车削圆弧形形成型面常常出现G02或G03(顺时针或逆时针)判断错误即,I、K应用的混乱,I、K和R同时应用的困惑等问题。
1 顺时针圆弧插补与逆时针圆弧插补的方向判断(G02或G03)
1.1 数控机床的坐标系的规定
(1)数控机床使用的坐标系规定为右手笛卡尔坐标系。
(2)数控车床坐标系:普通数控车床只有两个坐标轴:X轴和Z轴。
1.2 车削加工编程时准备功能G02、03的判断
车削加工编程时,只有X、Z轴没有Y轴,但是,使用准备功能G02、03编程时必须弄清楚三个坐标轴的关系才能理解和掌握。
G02为逆时针圆弧插补,G03为顺时针圆弧插补。
(1)卧式车床为后置刀架,坐标系如(图1)(a),y轴的方向如图垂直向上。加工圆弧面形成型面时,视线方向与 Y轴正方向相反,如图(图1)视线方向由上向下看(b)为顺圆加工圆弧(G02),(c)为逆圆加工圆弧(G03)。
(2) 卧式车床前置刀架,坐标系如图(图2)(a) y轴垂直向下,此时加工圆弧的方向判断视线方向与Y轴正方向相反,垂直向上视线方向由下向上看如图(图2)(b)顺圆加工圆弧(G02),(c) 逆圆加工圆弧(G03)。
(3)前置刀架和后置刀架编程的关系。
1)加工图示圆弧面时,后置刀架刀具轨迹沿圆弧1逆时针加工,用准备功能指令G03编程,符合视线方向。
2)前置刀架刀具轨迹沿圆弧2运动,表面看应该是用准备功能指令G02顺时针加工,但是我们用上面的坐标关系分析就可以很清楚的得出应该是用辅助功能G03编程,视线方向和我们直接判断正好相反。
前置刀架和后置刀架的编程是一致的。所以,不论刀架如何布置编程都可以按后置刀架编程。因为这样既符合我们的视线方向,又和前置刀架的坐标系编程相符合。
2I、K与R的使用
程序格式:
G02(G03)X(U) __Z(W) ___R___F___;
或
G02(G03)X(U) __Z(W) ___I___ K____F___;
程序中I、K与R用来定义圆心的位置和半径。
(1)圆心向量I、K用来定义圆心的实际位置。圆心坐标I、K为圆弧起点到圆弧终点所作矢量分别在X、Z方向上的分矢量,矢量方向指向圆心。
(2)R表示被加工圆弧的半径。其所对应的圆心角α≤180°的圆弧R值取正值,α>180°R值取负值。
(3)当一个程序段有I、K也有R时,R值有效,I、K就无用了。
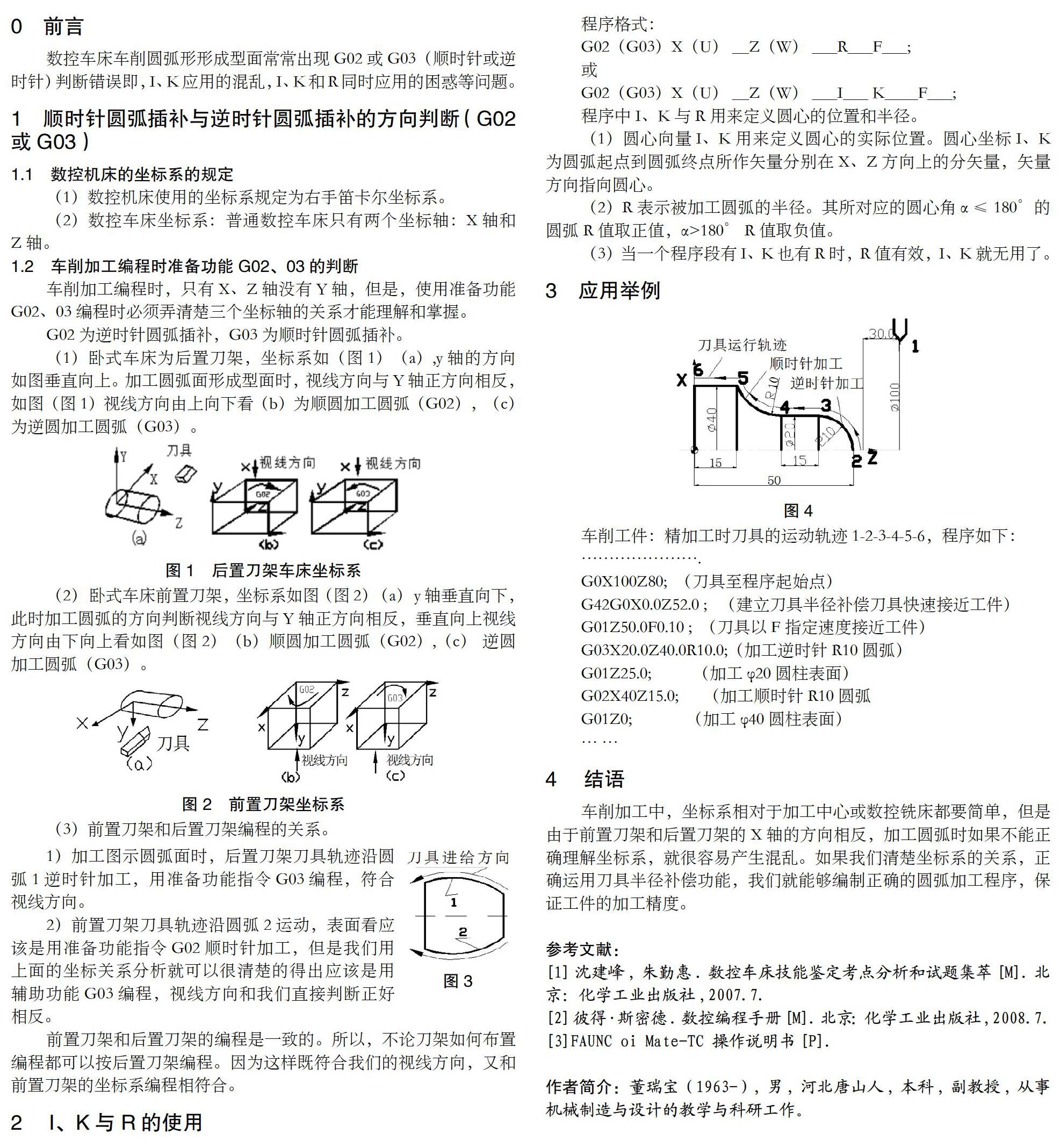
3 应用举例
车削工件:精加工时刀具的运动轨迹1-2-3-4-5-6,程序如下:
………………….
G0X100Z80; (刀具至程序起始点)
G42G0X0.0Z52.0 ; (建立刀具半径补偿刀具快速接近工件)
G01Z50.0F0.10 ; (刀具以F指定速度接近工件)
G03X20.0Z40.0R10.0;(加工逆时针R10圆弧)
G01Z25.0; (加工φ20圆柱表面)
G02X40Z15.0; (加工顺时针R10圆弧
G01Z0; (加工φ40圆柱表面)
… …
4结语
车削加工中,坐标系相对于加工中心或数控铣床都要简单,但是由于前置刀架和后置刀架的X轴的方向相反,加工圆弧时如果不能正确理解坐标系,就很容易产生混乱。如果我们清楚坐标系的关系,正确运用刀具半径补偿功能,我们就能够编制正确的圆弧加工程序,保证工件的加工精度。
参考文献:
[1]沈建峰,朱勤惠.数控车床技能鉴定考点分析和试题集萃[M].北京:化学工业出版社,2007.7.
[2]彼得·斯密德.数控编程手册[M].北京:化学工业出版社,2008.7.
[3]FAUNC oi Mate-TC 操作说明书[P].
作者简介:董瑞宝(1963-),男,河北唐山人,本科,副教授,从事机械制造与设计的教学与科研工作。