
探究弧焊机器人电弧传感跟踪技术的应用
2020-11-16 22:34于辉叶军洁
电力与能源系统学报·下旬刊 2020年4期
关键词:应用
于辉 叶军洁
摘要:焊接机器人在使用时,电弧传感跟踪技术是完成焊接作业的核心技术之一。考虑到电弧传感器易受到外部因素的影响,在使用时需做好基础研究,建立可靠的数学模型,构建电弧位置与焊接质量的关系公式,继而提升传感器跟踪效果。未来,弧焊机器人电弧传感器跟踪技术会向着集成化、智能化、自动化方向进一步发展,推动弧焊设备的革新。
关键词:弧焊机器人;电弧传感跟踪技术;应用
引言
随着智能制造技术的不断发展,车间自动化水平不断提升,机器人正在逐渐取代部分岗位,实现了无人化生产。利用机器人进行工业生产,生产效率高,降低了人为误差,企业生成能力提升,如焊接机器人、物流机器人、上料机器人等等,其中焊接机器人应用十分广泛,焊接机器人在使用时,电弧传感跟踪技术是完成焊接作业的核心技术之一,本文从电弧传感跟踪技术应用入手,研究其应用特点,应用范围以及应用前景。
一、弧焊机器人工作原理
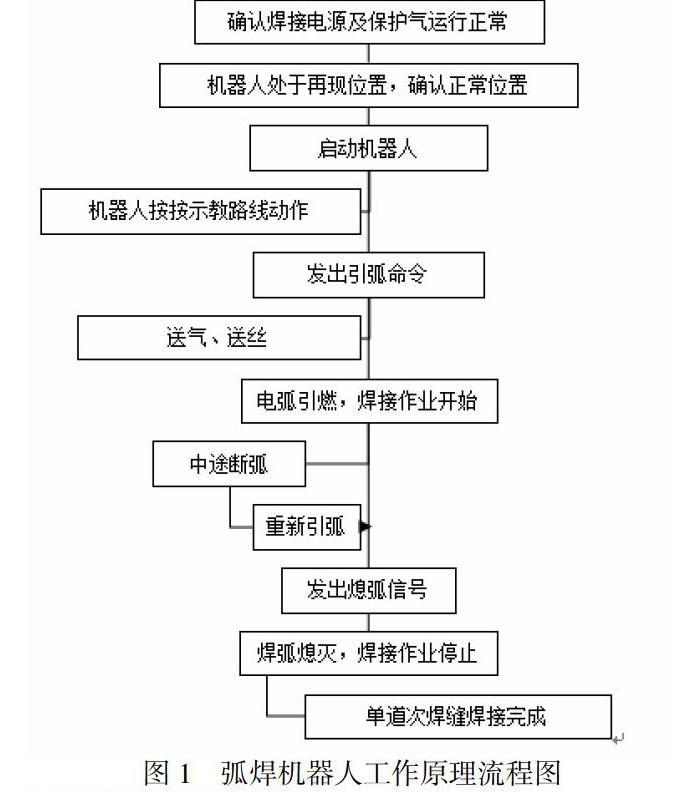
弧焊机器人组成部分主要包括工业机器人本体、示教器、电气控制系统。因为弧焊工艺较为复杂,在焊接作业中,焊丝端头的运动轨迹、焊枪姿态、焊接参数都必须要做到精准控制。弧焊机器人的工作原理如图 1所示,在确定各系统运行正常的情况下,将弧焊机器人位置找正,然后启动胡汉清机器人按照示教路线进行焊接工作,到焊接完成以后,发出控制信号,焊弧熄灭,焊接作业停止,完成一道次的焊接工作。
二、电弧传感跟踪技术概述
所谓的传感跟踪技术是近现代在焊接工艺上使用一种新技术,其实质是保证焊接电弧对准焊接位置,保证焊接成型质量,其工作的原理是利用传感器探测电弧偏离焊缝的位置信息,然后反馈到机器人处理终端或者分析端,偏离值与设定阈值相比较,若超过设定阈值,则控制中心就会发出调整信号,调节电弧与焊缝的位置,使偏离值不超过阈值,继而保证焊接质量。针对电弧传感跟踪,其核心在于人实时检测并联电阻,并将信号反馈给电弧传感电路板,继而完成焊接位置的调整。
因此电弧传感跟踪技术的重难点在于以下几个方面:
)传感器探测能力,焊接工作区是高温工作区,温度会对于传感器产生干扰,继而影响测量精度,因此必须要使用高精度的、高稳定性的传感器。常用的传感器包括电弧传感器、电磁感应传感器、光电式传感器以及机械传感器,相对来说电弧传感器性价比高,结构简单,相应较快。
)控制系统精度,目前我国机械制造水平不断提升,但是系统软件开发方面与国外发达国家还有一定的差距,营销了我国高端设备的发展。如果缺乏良好的、可靠的控制系统,也就无法完成高精度的调节控制,因此如何提高控制精度,也是面临的一大挑战。
三、电弧传感跟踪技术的应用现状
3.1 电弧传感技术在焊缝跟踪中的应用
电弧传感技术在焊缝跟踪中应用越来越广泛,利用电弧传感技术,可以对焊接路径进行独立的,实时的修正,保证焊接位置达到昀优,从而完成各种焊缝的作业,如 V型、U型以及角焊缝。但是在使用过程中,仍有一些不足之处,从上文的论述可知,在焊接过程中根据需要实时调整焊枪,但是在一些场合,焊枪不能随意运动,限制了电弧传感跟踪技术的应用。其次,电弧传感信号易受到外部因素的影响,例如焊枪的姿态、焊接速度、工作环境以及焊接功率,因此在该技术使用时,要根据不同的情况,确定昀优的焊接参数,才能够保证焊接质量,在这个过程中,需要进行大量的基础研究,才能够不断实现优化目的。
3.2 不同电弧传感技术在跟踪焊缝中的应用
除了常见的电弧传感器还有一种磁控电弧传感器,洪波,来鑫,魏复理等(2008)基于磁控电弧传感器,研究其在焊缝追踪中的应用,研究观点认为传统的机械摆动式电弧传感器机械结构较为复杂,提交大,并且伴有噪音等问题,焊接作业环境差,而磁控电弧传感器结构相对简单,应用更为方便。在焊缝跟踪过程中,研究人员首要一点是建立的了相关的数学模型,该模型建立了电弧传感器的数学模型,获得焊炬高度变化、电弧参数的变化关系,继而解决焊缝跟踪的关键问题。因此在未来的电弧跟踪技术中,如何能够建立一种模型,将所需要考虑的因素囊括进去,也是未来研究重点。
3.3 电弧传感跟踪技术应用实例分析
电弧传感器在弧焊机器人中应用广泛,例如在管道焊接方面,国外将双丝管道全位置焊接机器人与电弧传感器跟踪技术集成在管道焊接之中,例如美国的 CRC、法国的 DASA等等。利用双丝焊接机器人与传感跟踪技术相结合,采用恒流特性的焊接电源,传感器数据采集利用截止频率为 50赫兹的硬件低通滤波器,利用区域移动平均算法,来计算焊缝偏差,继而完成焊缝偏差的测定。其次采用欧冠凸轮高速摆动装置,完成对焊接坡口的扫面工作,完成了基于电弧传感器的管道焊缝跟踪以及摆动宽度自适应控制。
四、电弧传感跟踪技术发展趋势
随着电弧传感技术的发展,未来电弧传感技术会越来越成熟,应用会越来越广泛。根据现在的应用状况,电弧传感技术未来在以下方面需要进一步改进或者优化。
4.1 加强基础研究
从上文了解到,电弧传感跟踪技术受到多因素的影响,因此想要提高跟踪技术的精度,必须要建立数学模型,继而完成经验值向计算值的转变。数学模型的建立必须要建立在大量研究基础之上,目前国内诸多大学在不断的拓宽基础研究范围,基础研究在未来一段时间仍是研究主要方向之一。
4.2 多元功能的开发
在一些大型焊件焊接过程中,焊接母材厚度达到 200毫米,一般需要多层、多道次焊接,受到热力学影响,焊接变形量大,传统的传感器跟踪技术测量精度达不到要求,影响了焊接质量。因此在现有的电弧传感技术之上,可以添加视觉跟踪技术、多方位探测技术等,来提升探测精度,保证焊接质量。对于自动埋弧焊设备,由于焊接热燃烧放在焊剂中,因此视觉传感器无法有效地进行感应跟踪。根据焊接位置和坡口形式,采用红外辅助感应定位,控制焊接轨迹,控制焊接质量。
4.3 智能化集成化方向发展
随着网络技术、智能技术、电子技术的发展,焊接机器人的电弧传感系统会朝着智能化方向发展,系统有自主学习能力,根据实际焊接情况,工作环境,进行自适应调节,进一步提升弧焊机器人自动化水平的提升,保证焊接质量。
结束语
基于电弧传感器的弧焊机器人跟蹤技术在焊接作业中应用越来越广泛,更加精准的信号测量和系统控制,进一步提高了焊接质量。在实际的应用过程中,考虑到电弧传感器受到外部因素的影响,在使用时应该做好基础研究,建立可靠的数学模型,构建电弧位置与焊接质量的关系公式,继而提升传感器跟踪效果。未来,弧焊机器人电弧传感器跟踪技术会向着集成化、智能化、自动化方向进一步发展,应用领域会越加广泛,各种新型的传感跟踪设备被研发使用,推动弧焊设备的革新。
参考文献
[1]贾剑平,徐坤刚,李志刚,et al.电弧传感器技术在焊缝跟踪中的应用[J]. 机电技术,2008(01):62-64.
[2]洪波,来鑫,魏复理,et al.基于磁控电弧传感器的焊缝跟踪系统[J]. 传感技术学报,2008(05):883-886.Jean-Paul Boillot,陈志翔.适合焊接应用的智能激光视觉传感技术[J]. 焊接(5):4-7.
[3]罗雨,陈仪平,焦向东,et al.基于摆动电弧传感的管道焊接焊缝跟踪技术研究现状[J]. 电焊机,2016,46(8):1-5.
猜你喜欢
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
考试周刊(2016年76期)2016-10-09
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
