
电机壳体铝合金铸件工艺CAE分析
2020-12-03 14:33李璐马志敏
中国铸造装备与技术 2020年6期
李璐,马志敏
(万安科技股份有限公司,浙江绍兴 311800)
随着当前社会发展与环境、资源之间矛盾的日益加剧,作为制造业支柱之一的汽车行业也必须跟随时代的发展,对高污染、高能耗发动机的改进变得越来越迫切。新能源发动机也呼之欲出,新能源发动机动力主要以电能为主,优点在于低排放、低噪音。大力发展新能源发动机,对解决我国汽车工业可持续发展面临的能源和环保问题具有重大现实意义。轻量化、低排放的新能源发动机自然成为了各汽车企业追逐的方向,汽车铸件可铸造的合金有铝合金、锌合金、镁合金、铜合金,还有铸钢,其中铝合金具有密度低,比强度、比刚度高等一系列优点,被广泛应用于航空航天行业,同时也是作为汽车轻量化最理想的材料[1,2]。本文采用模拟软件对一款新能源汽车驱动电机的铝合金电机壳的低压铸造工艺进行CAE分析,并结合工艺技术人员经验,对工艺方案作出调整,最大限度地降低缩孔、缩松倾向,重要部位杜绝缩孔、缩松的产生。
1 定子壳体总成开发过程中难题
某型电机定子壳体总成内腔为封闭式水道,为某公司生产的新型汽车电驱动电机定子壳体,目前正处于开发验证阶段。内腔为封闭式水道,上下水道壁厚最薄处仅为2mm,铸造工艺方案的策划(瓶颈过程)确定存在不可预知的缩松缺陷产生的结构,这个难题需要借助工艺开发人员和CAE模拟软件进行优化分析,对低压铸造成形过程进行了模拟,最终确定可行的工艺方案。
2 CAE分析
2.1 CAE分析的模型建立
本文将使用CAE软件对设计出来的工艺方案进行充型、凝固模拟分析,依据模拟分析结果确定应用于实际生产的最优工艺方案。
2.2 设定铸造工艺参数
材料选用的是美标牌号对应中国标准牌号ZL101A,其热物性参数如表1所示。
2.3 凝固模拟结果分析
凝固缺陷预测结果及分析用Anycasting概率缺陷参数模块中的残余熔体模数来预测缺陷的产生,为减小初始条件设置误差对模拟准确性的影响,分析是在6次循环之后得到的结果。采用概率缺陷参数之残余熔体体积分析其缩松情况,凝固过程数值模拟结果如图1所示,对凝固模拟结果分析后得出,铸件凝固过程中存在以下特点:整体上看,铸件达到完全凝固所需要的时间为105.8551s。随着铸件的凝固,在水道与螺孔相交处、水道内侧厚大部位,由于壁厚变化较大,补缩通道断开了(见图1c),这导致了孤立液体收缩得不到补缩而产生了缩松、缩孔。

图1 凝固顺序
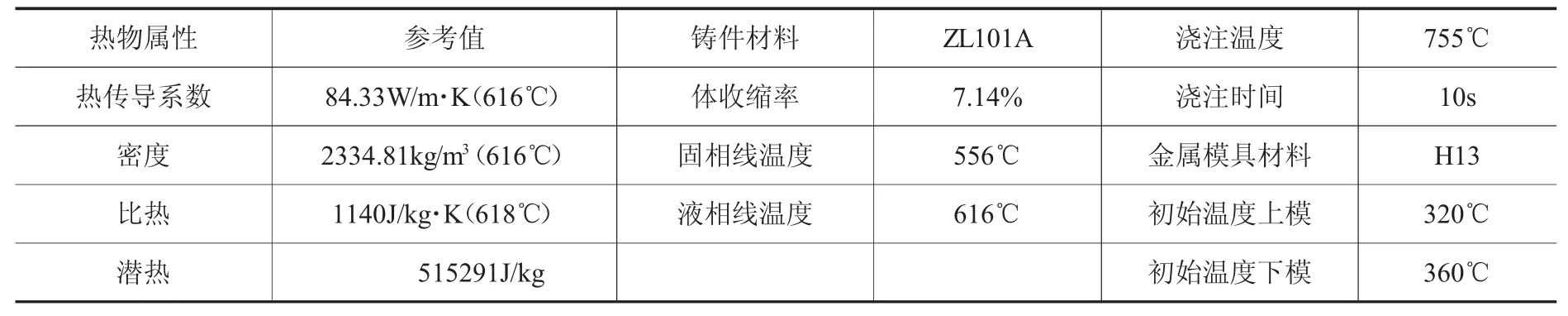
表1 合金的热物性参数和仿真的浇注工艺参数
3 缺陷分析与工艺整改措施
3.1 分析产生缩松原因,完善工艺方案
由铸件的凝固结果可知,浇注系统的设计和工艺参数的选择使得凝固过程中产生较多的缩孔、缩松。由图1c可知,补缩通道断开了,补缩不充分,所以需要在一定程度上提高其补缩能力,在缩松部位增加4个暗冒口再次进行数值模拟。
3.2 优化工艺方案模拟结果
金属液在型腔中的凝固时间设定为184.0438s(如图2),由优化后的凝固模拟结果(图2b、c)可知,没有发现缩松部位,相比于图1d铸造缺陷,铸件的缩孔、缩松基本消除,达到了预期的目标(如图2d所示)。

图2 凝固顺序

图3 铸件实物
4 结语
基于流体力学传热学基本方程和有限差分方法,利用铸造模拟软件,采用残余熔体模数预测缩孔、缩松缺陷,用确定性模拟方法模拟微观组织,将铸造的充型凝固宏观模拟与微观组织模拟相结合,实现了铸造成型过程从宏观缺陷到微观组织进行完整的模拟。以某型铝合金电机壳体的模具设计为例,证明了该模拟方法能够指导模具工艺结构优化,减少反复修模、试模所造成的资源和能源浪费[3],提高工艺成品率,从而为实际生产提供一定的参考价值,缩短产品开发周期,降低产品开发成本。
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
电子乐园·下旬刊(2022年5期)2022-05-13
铸造设备与工艺(2021年2期)2021-06-08
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
模具制造(2019年3期)2019-06-06
汽车维修技师(2018年8期)2019-01-15
凿岩机械气动工具(2017年2期)2017-07-19
汽车实用技术(2017年11期)2017-07-18
铸造设备与工艺(2017年1期)2017-03-30
