
北京凤凰卫视钢结构大埋件工程焊接变形控制
2020-12-09 05:35于晓利
写真地理 2020年41期
于晓利
摘 要: 根据实际施工经验,结合国内同行相关资料,对钢结构大埋件焊接变形控制措施进行阐述,用以减少焊接变形,提高工程总体质量。
关键词: 厚板;焊接变形;矫正;控制
【中图分类号】TU391 【文献标识码】A 【DOI】10.12215/j.issn.1674-3733.2020.41.120
北京凤凰卫视工程创奖目标要求达到“北京结构长城杯”,施工难点在于有诸多引起锚板变形的因素,主要有以下两点:
A、厚板对接焊缝引起变形
埋件数量较多,总工程量为208吨,埋件锚板所用钢板厚度为40mm和50mm,属于厚板,钢材材质为Q345B。需要负温度下对接焊接,焊缝等级为一级,厚板焊接难较大,且焊接成型后矫正难度比较大。
B、埋件锚筋均为角钢,与锚板底板连接均是坡口焊接引起变形。
每个锚板上所加的角钢比较多,另外锥形孔需要穿孔塞焊,整个埋件制作完成后,对钢板施加的热量过多,势必在长度和宽度方向上造成锚板板面的挠曲变形。
成品埋件锚板的局部平面度根据规范要求为1mm,故我们在制作过程中,为了达到规范要求,必须采取一定措施对变形加以控制。下面介绍此项工程的变形控制方法。
1 厚板对接焊缝的变形控制
此种变形宜采取反变形法对变形进行控制,反变形法即是分析焊件焊后可能产生变形的方向和大小,在焊接前应使被焊件做大小相同,方向相反的变形,以抵消或补偿焊后发生的变形,使之达到防止焊后变形的目的,这种方法称为反变形法。
本工程具体方法如下:
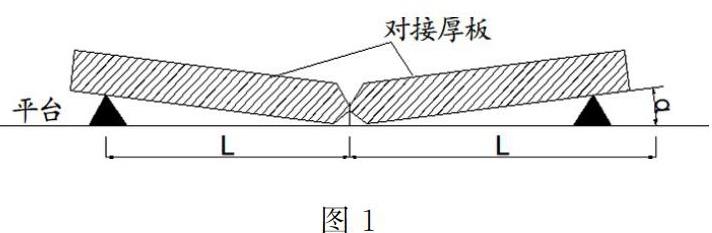
板材拼接首先要在变形的反方向预留角度,用以抵消焊接变形,需要先在板的两端用垫块垫起一定角度,一般情况下板厚在10~18mm时,α在1.3°~1.5°为宜,20~30mm时,α在1.5°~1.6°为宜,本工程板比较厚,且环境温度比较低,选择α为5°~8°,如下图1所示:
准确的选择合适的垫起角度是焊接反变形的一个重要措施,角度偏大偏小都将影响焊接后的平整度,拼接接口不留间隙,相同的焊缝垫起的高度应该一致,接料采用埋弧自动焊,焊接材料采用H08MnA焊丝,焊剂HJ431。当正面焊缝焊完后,随着温度的冷却,角变形逐渐增大。
板材拼接及正面焊接完第一遍后,为了抵消变形,在反面用碳弧气刨清根,一般情况下清根的深度应大于正面焊缝的2~3mm。如此反复正、反面焊接,直至焊接完毕。
需注意由于是负温度下焊接,需要提前预热消氢,预热范围为焊缝两侧各100mm,预热温度为不超过100℃。同时根据规范要求大于40mm的钢板焊接要求开双坡口,对于本工程的非对称X形坡口,宜先焊大坡口侧,后焊小坡口侧,采用多层多道焊,应严格控制层间温度在130~200℃,防止钢板收缩过大,导致变形量增大。
内坡口打底层是最容易出现缺陷的位置,因此反面清根时必须将底层全部清除,应注意修正根部坡口形状,不能存在死角或者折角,造成施焊不便和探伤时不合格。
2 角钢与锚板焊接引起的板面变形修正措施
埋件锚筋均为角钢,数量较多,与锚板底板连接均是坡口焊接,锚板上有部分锚筋,此部分需要与锚板塞焊,需要钻锥形孔。这样势必会对锚板板面施加过多热能,随着温度的冷却,板面出现挠曲变形,最大达到5mm,甚至更大。
由于埋件的尺寸较大,使用火焰对厚板进行矫正。火焰矫正按形状分有点状加热、条状加热和三角加热三种。条状加热多用于变形量大、刚度大的结构件,加热时,火焰沿直线移动,薄板通常为多条加热,对于中厚板,在直线移动的同时增加横向摆动,要求形成一定宽度的加热带。据此本工程采用条状加热法。
选择的加热位置必须使它产生的变形方向与焊接残余变形的方向相反,以起到抵消焊接残余变形的目的。埋件产生挠曲变形的原因是由于在钢板底部焊接角钢产生大量热能,一边产生收缩变形而另一边保持不变而引起的。要矫正这种变形,加热位置一般必须选取最大挠曲变形处,本工程由于焊接角钢时是从四周向中心焊接的,故厚板变形不会是一个点,而是覆盖了整个面,所以我们加热时,要在板面上划一条通过中心的线,然后再用板尺或粉线垂直此线测量最大变形处,做好加热记号。加热时,沿着所作记号直线摆动成加热带形状后,随着温度的冷却,各个板块就会产生变形,抵消了由于焊接角钢引起的残余变形。板面趋于平整。由于本工程钢板材质为Q345B,为了保证材料的力学性能,冷却速度不可过快,矫正过程中不可浇水骤冷,尽量不要矫正焊缝处,第一次加热后仍无法达到要求,则可继续选择最大点加热,直至检测时符合规范要求。同一部位加热不宜超过两次。
另外,通过选取合理的装配焊接顺序,可以起到使焊接变形互相抵消,达到降低变形的目的。由于锚板的面积比较大,焊接时不宜沿一个方向进行施工,应从四周向中心焊接施工方法。
3 结束语
实践证明,焊接反变形和火焰矫正能够有效地防止和减少厚板的焊接变形,在矫正机具无法施工的条件下,使用此种方法是切实可行的。经过我们严把质量关,使得我们的构件验收全部合格,为凤凰卫视工程实现 “北京结构长城杯”和获得 “首批绿色施工示范工程”奠定了坚实的基础,为我们公司赢得了荣誉。
参考文献
[1] 张连生.金属材料焊接[M].机械工业出版社,2004.
[2] 李亞江.焊接冶金学[M].机械工业出版社,2007.
[3] 邹增大.焊接材料、工艺及设备手册[M].化学工业出版社,2011.
猜你喜欢
建材发展导向(2021年9期)2021-07-16
中国自行车(2018年2期)2018-05-09
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
福建人(2016年6期)2016-10-25
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
Coco薇(2015年7期)2015-08-13
中国医疗美容(2015年2期)2015-07-19
