
GE燃机火焰筒加工技术
2020-12-24 05:59李雪梅
国防制造技术 2020年2期
李雪梅
(中国航发成都发动机有限公司,四川 成都,610503)
0 引言
GE 火焰筒此类产品多为薄板通过焊接、成型、机械加工而制成的钣金件,焊接和成型后所产生的变形将直接影响车加工壁厚尺寸,易造成零件壁厚的减薄。基于此,本文以GE 燃烧室火焰筒零件为例,详细分析了零件特点以及下料、成型、车加工等工序的工艺特点,通过试验,采用不同壁厚的板料、不同的下料形状和尺寸,并细化工序要求、改进工艺方法,较好地解决了此类零件车加工后的壁厚减薄技术难点,为解决薄壁成型零件机加工壁厚问题提供了加工方法借鉴。
1 零件特点及工艺难点
1.1 零件特点
以GE 火焰筒为例,所采用的材料为AMS5872,原材料厚度为6.35mm,通过下料、焊接、成型、机加后保证壁厚3.15 (mm)机加火焰筒。零件成型后,在整个圆周方向上车加工91 条高度为0.762mm 的加强筋,铣加工88 条轴向锥度筋条。其成品件外形实物如图1 所示。

图1 成品零件外形实物图
1.2 改进前的零件状态分析
1. 改 进 前 的 原 材 料 状 态。AMS5872、6.35×980×1295(mm)的矩形板料。
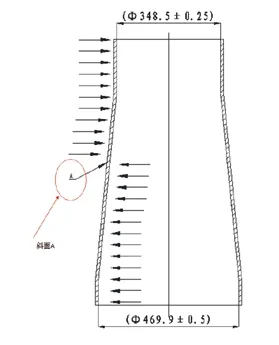
图2 直筒料成型受力分析

图3 锥形筒成型受力分析
2.改进前的主要加工工艺流程。下料→刨边→抛光→弯两端→滚圆→定位焊→焊接→钳加工→X 光检查→热处理→车端→成型→热处理→校型→车两端→压装零件→车加工→铣筋条→顶出零件→车大端→钳修→检验。
3.改进前存在的主要问题或不足:原材料厚6.35mm,筒体成型困难,原材料价格昂贵,材料费用和成本高;弯曲对接焊两边并滚圆筒体时,零件的对接坡口成为尖形,导致焊接后打磨主体易减薄,从而不能保证零件壁厚;钳加工打磨焊缝时,容易打伤主体;零件成型时,小端转接R 处型面不到位,导致零件很难车加工满足壁厚尺寸要求;车加工零件上筋条时,由于是全型面支撑,在车加工中过程中无法测量零件的壁厚尺寸。
1.3 加工难点
1.对焊接坡口形状要求高,错边量不大于0.25mm,否则将可能导致零件焊缝处打磨减薄;
2.零件成型后的面轮廓度要求高,加工难度大;
3.成型后,在圆周方向上车加工91 条高度为0.762mm 的加强筋,铣加工88 条轴向锥度筋条;
4.零件表面质量要求高,对钳工的技能要求高。
2 此零件加工工艺改进
针对此零件在改进前存在的工艺问题、加工难点和设计图尺寸要求不符,经过多次试验,总结并归纳出以下工艺改进点。
2.1 工艺改进前主要加工方法
除严格按照主要工艺流程加工外,另外增加了对重要工序的控制和要求,并进行了细化。具体包括以下五项内容:
1. 原材料的厚度和下料形状。改进前,零件的原材料牌号为AMS5872, 其板料规格为6.35×1016×3048(mm), 下 料 尺 寸 为6.35×980×1295(mm)的矩形板料。增加了矩形料对边平行度和邻边垂直度要求。
2.控制对接坡口形状。下料后,首先将矩形料的两边刨焊接坡口;然后弯曲、焊接两端并滚圆。滚弯后零件的对接坡口不能成
为尖形,弯曲后,用直尺检查基本为线接触而不是点接触。
3.确保焊接错变量。零件定位焊后,必须保证错边量不大于0.25mm,对不符合要求的钳工校正以满足错边量要求。
4.控制成型质量。成型此零件型面共采用了成型和校型两道工序。改进前的零件采用直筒料,在对直筒料成型受力分析(见图2)时发现:直筒料成型前内径为φ406mm,成型后小端内径为φ348.5mm、大端内径为φ469.9mm。小端在成型时受压,原材料增厚;而大端在成型时受胀,原材料减薄。斜面A处(见图2)是受力的分界点,在此处会造成斜面的直线度不好,而小端因收缩在去除外力后回弹导致小端与锥面转接R 尺寸很难保证,由此可见,直筒料的成型受力特性造成了小端R 很难保证,斜面A 处鼓起,直线度不好,成型面轮廓度质量较差,从而直接影响了车加工壁厚尺寸。
5.压装零件和车加工。成型后,将此零件压装到整体型面胎膜上,胎膜的型面和阳模的型面一致,从而解决了薄壁零件车加工振动。如果型面质量不好,车加工时零件与夹具型面贴合不好,易导致车加工时零件壁厚尺寸无法保证。
2.2 工艺改进后的加工方法
由于直筒料的成型受力特性,以及在零件加工过程中发现的不足,经过多次试验后,总结出了解决此零件工艺加工流程中的不足,改变了下料形状,增加了一些关键工序。主要有以下六项内容:
1. 将直筒料改为扇形料。改进后,采购的原材料牌号仍为AMS5872,其板料规格变更为5.334×1016×3048(mm)。材料厚度由6.35mm改为5.334mm,下料的形状由矩形改为扇形。
2.扇形料的成型受力分析。将扇形料刨边、弯曲、焊接、滚圆成锥形筒体,锥形料小端内径为φ369.9mm,大端内径为φ482.24mm;成型后小端内径为φ348.5mm,大端内径为φ469.9mm;由于在成型时整个锥体的型面都受压,不存在受力分界点,斜面的直线度很好。因材料回弹,小端的转接R 和大端的直径都会增大,因此在设计模具时就考虑了回弹量,大端阴模内径比理论值小1.2mm,小端阴模内径比理论值小1.0mm;同时考虑到大、小端增厚量差异,小端按5.6mm 配阴阳模间隙,大端按5.334mm配阴阳模间隙,斜面按大、小端尺寸过渡配间隙。解决了回弹和成型时的受力分界点给型面造成的影响。但是,小端转接R 仍然很难保证,因此针对此问题采取了一个补充工艺收小端。锥形筒成型受力分析(见图3)。
3.校正小端转接R。在零件校正型面后,采用校正阳模和小端收环配合,通过减小收环的R 来补充回弹量的加工方法,解决了因回弹导致转接R 不合格问题。
4.测量零件实际壁厚并标记在零件上。分别测量筒体大小端、斜面、转接R 处和焊缝处壁厚,记录测量的最小值,并用油性笔标记在零件相应的位置上。
5.压装零件。将已车端面和记录有实际厚度数据的零件用液压机将零件压装到胎具上,压好后,敲击零件所有外表面,没有空响(表示零件与胎具贴合良好)后才能进行下工序加工。
6 .数控车加工筋条。由于该零件为薄壁件,且零件在车加工过程中无法测量厚度(只有加工完成后从胎具上取下来才能进行测量),同时零件的成型轮廓(如大小端直径、斜面直线度,斜面与小端转接R15.88mm)质量也会对车加工壁厚产生直接影响。考虑到这些影响壁厚控制的因素,对数控车加工细化了以下五条操作要求:
a)找正零件大小端和斜面3 处的跳动,要求跳动不大于0.4mm。
b)车加工外层时,数控程序的的转接R 应与实际零件转接R 一致。用直尺和样板紧贴零件的斜面和小端找出转接处,用划针在零件上划出转接R 处交点处,根据划线来决定小端端面余量以建立轴向车加工基准。并根据零件上记录的实际壁厚计算车加工外层加工余量,从而保证零件壁厚和筋条总高度尺寸。
c)车加工外层后,接着车加工圆周方向的91 条加强筋,保壁厚尺寸3.15 (mm)(见图1)
d)车加工完成后,零件连同胎具一起周转到数控铣床,铣加工88 条轴向锥度筋条。
e)铣加工完成后,将带有零件的胎具周转到液压机处,将零件从胎具上取下来。
3 工艺改进后的经济效益分析
工艺改进后经济效率包括原材料采购成本和废品率降低两部分,经计算改变零件厚度和下料规格后,单件材料消耗成本每件降低4206 元,按年订单8 台共144 件(18 件/台),可节约采购费用605664 元。根据质量统计数据,改进工艺后废品率降低了2%,按同样的产量计算降低废品损失(显性损失)132255 元。按年产144 计算工艺改进后共节约737919 元。
4 结论
通过对GE 火焰筒典型零件的成型受力分析和试验生产,在原工艺流程的基础上细化了焊接坡口弯曲形状,细化了钳工打磨焊缝要求,细化了数控车加工要求。通过将板料厚度由6.35mm 改为5.334mm、将矩形料改为扇形料,改变了零件的成型受力状况;通过增加校正小端与斜面的转接R 工序,改善了成型的型面轮廓质量;增加压装零件前的实际壁厚测量并记录在零件上,为后续的车加工等关键工序提供了依据。通过这一系列的工艺改进,找到了一种较为可靠、稳定的工艺路线和加工方法,既降低了生产成本和废品率,又提高了经济效益,为解决同类零件的加工提供了可资借鉴的工艺方法。
猜你喜欢
中国临床医学影像杂志(2022年5期)2022-07-26
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
哈尔滨轴承(2020年1期)2020-11-03
制造技术与机床(2019年9期)2019-09-10
中国铁道科学(2019年3期)2019-06-04
制造技术与机床(2019年4期)2019-04-04
分析化学(2017年12期)2017-12-25
山东工业技术(2016年15期)2016-12-01
