飞机翼盒装配临时紧固件自动安装技术研究
2021-01-12 01:06刘航张炜郑炜何斌
今日自动化 2021年11期
刘航 张炜 郑炜 何斌

[摘 要]Electroimpact为C919 飞机机翼壁板紧固件的安装开发了一种新的全自动单侧临时紧固系统,通过自动安装单侧临时紧固件,在壁板制孔期间满足临时的零件夹紧和送钉功能,可以缩短机翼的自动化装配周期。进给系统将紧固件存储在靠近安装点末端执行器的重力进给芯棒中,当有紧固件装配需求时,首先,拾取和放置机构从芯棒中抓取所需的紧固件,并将其装入紧固件插入器中;其次,紧固件插入器使用伺服螺母将紧固件安装到机翼壁板上并旋转拧紧,直到夹持器以指定的预紧力将夹层拉到一起,同时,在进给过程中可检查紧固件的直径、夹紧长度和完整性。紧固件可靠性达到了99.9%。
[关键词]机翼;紧固件;末端执行器
[中图分类号]V262 [文献标志码]A [文章编号]2095–6487(2021)11–000–02
Research on Automatic Installation Technology of Temporary
Fasteners for Aircraft Wing Box Assembly
Liu Hang, Zhang Wei, Zheng Wei, He Bin
[Abstract]Electroimpact has developed a new fully automatic single-sided temporary fastening system for the installation of C919 aircraft wing wall panel fasteners. Through the automatic installation of single-sided temporary fasteners, temporary parts can be met during the wall panel hole making process. The clamping and nail feeding function can shorten the automatic assembly cycle of the wing. The feed system stores the fasteners in the gravity feed mandrel near the end effector of the installation point. When there is a need for fastener assembly, first, the pick and place mechanism grabs the required fasteners from the mandrel , And install it into the fastener inserter; then, the fastener inserter uses a servo nut to install the fastener on the wing wall panel and rotate it to tighten until the clamper sandwiches the layer with the specified pre-tightening force Pull together, and at the same time, the diameter, clamping length and integrity of the fastener can be checked during the feed process. The reliability of fasteners has reached 99.9%.
[Keywords]wing; fastener; end effector
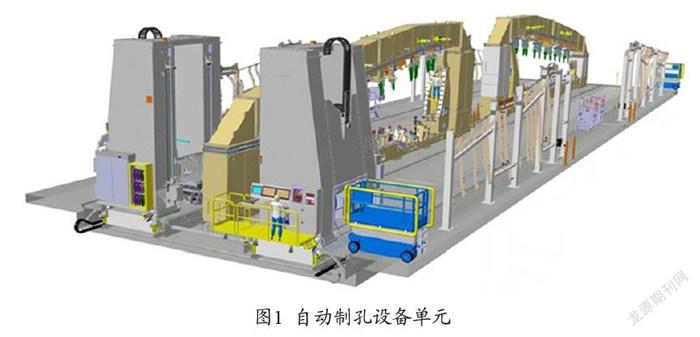
該紧固件安装系统应西飞C919飞机机翼装配的自动临时紧固要求而开发,并用于自动制孔设备(LTD)上。LTD设备用于在立式装配型架中对机翼上、下壁板进行精确制孔、孔位检测和临时紧固件的安装。通过使用这些临时紧固件,LTD设备能够完成全尺寸制孔和紧固件安装操作,同时可保证制孔过程中机翼壁板定位准确、夹紧牢靠。该系统能够在3~51 mm的夹层厚度中安装直径为4.76~12.7 mm的临时紧固件,如图1所示。
1 单侧临时紧固件
单侧临时紧固件(SSTF)通常用于在装配操作期间提供夹紧和定位功能。本系统采用LISI航空公司生产的CLYTM-61s型SSTF。与其他类型的SSTF相比,CLYTM-61s型SSTF能够提供较大范围的夹紧力。头部由外花键和驱动螺母组成,驱动螺母用于驱动紧固件,如图2所示。该型SSTF具有类似于传统临时紧固件的夹持器,在松夹状态下,夹持器比撑杆小,当驱动螺母拧紧时,夹持器在撑杆作用下胀开,如图3所示。
2 芯棒组件
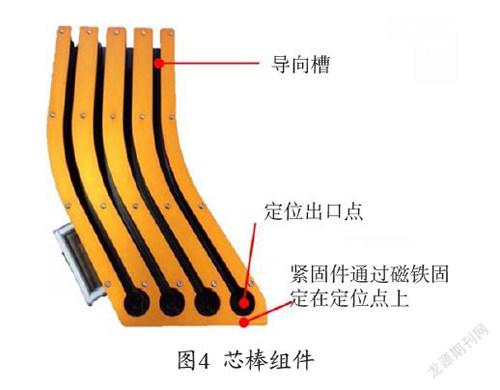
SSTF安装在芯棒中,芯棒则装入紧固件插入器旁边的接收器组件中。每根芯棒均有一个理论直径,芯棒的每一个导向槽对应一个特定类型的紧固件,紧固件类型(全尺寸紧固件或小尺寸紧固件)取决于夹持长度。当从底部的定位出口点拉出紧固件时,紧固件在重力作用下通过导向槽下落,在出口处,紧固件通过下方的磁铁固定在V形块上,如图4所示。
3 芯棒上架和下架
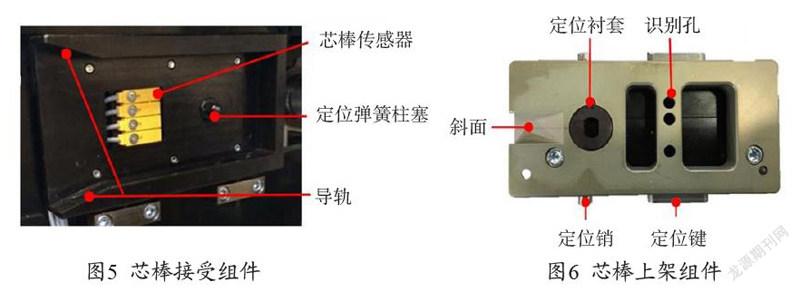
在壁板制孔过程中,需多次更换刀具,并准确保证紧固件孔径。为保证制孔过程连续进行,必须将芯棒在同一位置进行快速安装和拆卸。本次设计的芯棒是在Electroimpact设计基础上迭代改进而来的,芯棒接收器组件有两个导轨,以允许芯棒水平滑入和滑出,一旦滑入准确位置,弹簧柱塞就会落在衬套中,将芯棒固定到位,4个传感器用于读取上架装配代码,以辨别所安装的芯棒,通过拉动弹簧柱塞上的手柄将其缩回并将芯棒滑出,对芯棒进行快速解锁和拆卸,如图5所示。在芯棒一侧,起吊组件通过定位销和键槽的滑入、滑出来接收组件,弹簧柱塞通过斜面推入其缩回位置,直至到达定位衬套处,芯棒传感器使用孔模式创建二进制代码供设备读取,如图6所示。
4 紧固件插入组件
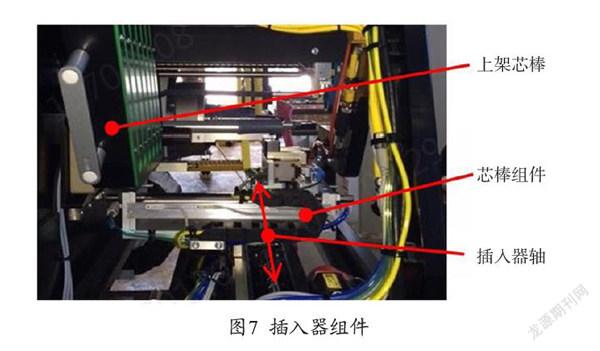
紧固件插入组件由芯棒接收组件、抓取组件、插入器轴和紧固件废料箱组成。插入器设计有一个拾取和放置机构,通过使用抓取组件沿插入器轴将紧固件从芯棒运输到送料口。抓取组件可通过导向无杆油缸实现伸缩。插入器轴由单载波伺服驱动,可沿轴到达不同位置,如图7所示。
5 紧固件插入过程
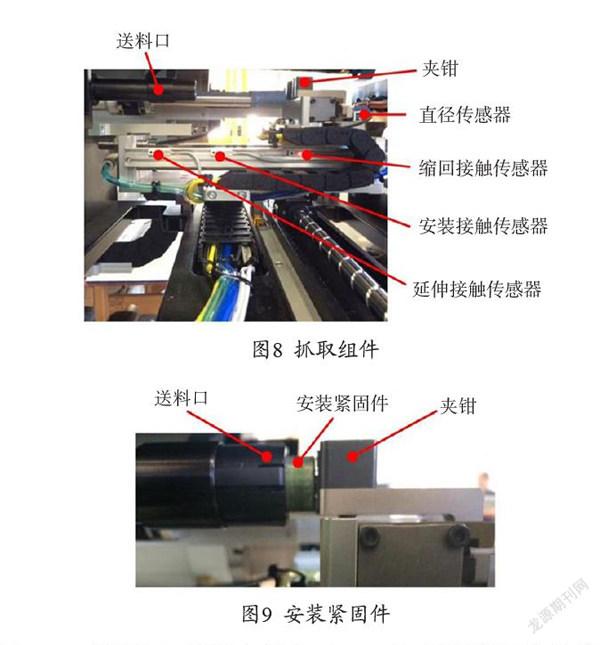
插入过程根据设备正在制孔的孔径大小和夹层厚度而开始,以确定从芯棒中抓取哪个紧固件,当抓取组件移动到准确位置并伸到底部打开夹钳后,夹钳将关闭紧固件柄并缩回,从而拉动紧固件,然后抓取组件再移动到安装位置,将紧固件安装到送料口上,并使用测量夹钳位置传感器测量紧固件直径,未通过直径检测的紧固件也会被安装到送料口,因为不合格的紧固件将从送料口输送到废料箱,如图8所示。紧固件插入器上的送料口也将在此时移动到安装位置,抓取组件随后跟进,将紧固件装入进料口,进料口被压紧并转动使花键错位。在成功安装的情况下,抓取组件将延伸至接触传感器,进料口会缩回到其未压紧状态,转动螺母即可确保紧固件接合,此时,夹钳将打开抓取组件将缩回,如图9所示。
6 螺母转轮控制器
末端执行器的背面是螺母转轮控制器,此控制器与CNC连通并控制SSTF的紧固,编程参数集(PSets)明确紧固件的拧紧过程,参数集包括多种因素的目标范围,如旋转角、速度、扭矩等。在安装过程中,通过监控参数值来完成错误检查,如果数值保持在限定范围内,控制器会向CNC发送一个确认信号以使拧紧过程继续。
7 安装前检查
若紧固件插入器已发送完成安装的信号,而紧固件仍在紧固件插入夹钳口和进料口中时,则运行接合PSet,紧固件插入器在等待制孔和探针循环结束时,运行多次PSet检查紧固件是否正常工作。安装紧固件时,将紧固件插入器往返复位,并测量紧固件,以确保其正確的夹持长度。如果任何预安装测试均失败,则启动拒绝循环,紧固件插入器通过内置气缸将紧固件弹出到废料箱中来拒收紧固件。
8 安装紧固件
紧固件通过初步检查并完成制孔循环后,开始进入安装环节。首先,紧固件插入器与孔对齐;其次,紧固件插入器向前驱动至壁板位置,从而将紧固件插入孔中。限位开关用于确保紧固件完全插入,拧紧时不会损坏工件。如果紧固件成功安装到工件上,机器将通知控制器运行安装PSet,控制器监控过程参数并确认已拧紧。最后,紧固件插入器缩回,紧固件与工件安装完成。
9 结束语
SSTF能够缩短机翼装配周期,但由于尺寸复杂,SSTF的自动化安装具有挑战性,安装过程可能导致其自身损坏且需要频繁维护进料系统。Electroimpact通过简化LISICLYTM-61紧固件的进给系统,解决了上述问题。该系统将助力于中国阎良新型C919机翼的生产制造。
参考文献
[1] 常家辉,祁萌,李良琦.装配机器人在国外国防领域的应用进展[J].国防制造技术,2018(4):10-19.
[2] 范兴瑞.飞机轻型自动化制孔系统及关键技术[J].科技创新导报,2017(4):40-42.
[3] 陈智勇,李妙玲.工装数字化测量安装技术研究[J].洛阳理工学院学报(自然科学版),2017(3):125-130.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
百科探秘·航空航天(2021年5期)2021-05-24
时代汽车(2020年14期)2020-09-06
科技视界(2020年4期)2020-04-26
汽车实用技术(2020年3期)2020-03-07
科普童话·百科探秘(2019年5期)2019-08-27
小天使·三年级语数英综合(2019年11期)2019-01-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
中外会展(2016年10期)2016-11-29