
叶片进排气边抛光工艺及其参数优化
2021-03-01 00:39王汉熙
组合机床与自动化加工技术 2021年2期
马 利,王汉熙,张 云
(1. 武汉理工大学机电工程学院,湖北 武汉 430000;2.北京航空航天大学机械工程及自动化学院,北京 100191)
0 引言
为了使发动机获得更好的动力和更高的效率,叶片进排气边的几何尺寸变得越来越小,精度要求越来越高,这对叶片的制造工艺提出了新挑战。
过去几十年里一直通过手工打磨的方式来抛光叶片,落后的工艺导致叶片几何精度以及过渡圆弧的质量很差,严重影响了航空发动机的使用寿命、效率和推力,显然不能满足现今航空工业发展的需要[1]。近年来,随着我国航空业的高速发展,出现了各种各样的数控抛光航空发动机叶片的方法,砂带抛光机床是其中的典型代表,但是砂带抛光无法对小圆弧半径叶片的进排气边抛光。主要原因在于砂带抛光机床主要采用力控反馈的方式,力控系统相对复杂,很难进行小圆弧半径的精确去除,同样会出现进排气边过抛和漏抛现象[2]。
本文通过采用一种电镀超硬磨料柔性抛光轮对航空发动机叶片进排气边开展抛光工艺参数优化实验,解决了手工抛光和砂带抛光进排气边几何精度低、表面质量差、易烧伤、效率低、环保性差等问题。同时,形成该种抛光工艺参数库,为后续抛光实验提供有力数据支撑。
1 电镀超硬磨料柔性抛光工具
目前市面上用于抛光叶片的工具主要有羊毛毡轮、橡胶轮、树脂轮。这些抛光轮有一系列共同的缺点,如磨料易脱落、陷入基体、形状保持性差等,故无法使用机床进行定轨迹抛光。因此,研制一种具有复杂曲面结构的电镀超硬磨料柔性抛光工具是极为迫切的[5]。图1所示为一种具有局部增强结构的抛光轮。

图1 一种具有局部增强结构的抛光轮
该抛光工具特点如下:
(1)通过电镀方式将金刚石或者CBN固结在直径0.6 mm~1 mm左右的金属基体上,该方法解决了磨料易脱落、易陷入弹性基体等问题;
(2)通过模压的方式形成任意复杂曲面抛光轮,使原本需要五轴机床完成的工作用三轴机床就可以完成。
(3)可采用数控装备进行抛光工序,设备改造步骤简易,操作简单,且与手工磨抛相比,用数控装备抛光后的叶片一致性好,型面质量高。图2为抛光轮内部结构示意图。

1.磨料基体 2.磨料支撑体 3.柔性基体 4.金属内`芯
2 叶片进排气边抛光工艺参数研究
本实验旨在为不同截面半径的进排气边特征提供可行的抛光参数,记录抛光去深度与抛光参数的关系,并分析材料去除深度随曲率的变化趋势。构建针对不同曲率半径曲面的抛光参数库,为周抛进排气边等变曲率件的实现提供有力的数据支撑。
2.1 叶片曲率分析
选用叶片的典型材料—不锈钢来制备不同曲率半径(R0.1 mm~R2 mm)的进排气边试件,进行去除深度实验,并记录不同曲率半径试件的抛光去除量,最后形成进排气边抛光参数库,分析去除量随抛光参数的变化规律。图3为叶片加工位姿示意图。

图3 叶片加工位姿示意
在使用金刚石柔性抛光轮进行抛光、编制数控程序时,需给定抛光的预压量ap。抛光轮因柔性体的变形而产生抛光力,通过机床主轴的转动提供抛光轮表面金刚石磨粒与叶片材料之间的相对运动,达到材料去除的目的[6]。由于进排气边处的曲率较大,材料较轻薄,同样预压量下抛光轮与其接触面积较小,而单颗磨粒所受抛光力较大,因而如果抛光参数控制不合理,容易出现过抛光和欠抛光的现象。图4为进排气边抛光加工示意图。
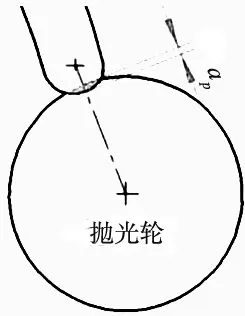
图4 进排气边抛光加工示意
2.2 实验设计思路
根据进排气边处截面常用的圆角半径尺寸(R0.5 mm~R2 mm),制造不同尺寸的实验件,通过改变抛光轮的线速度和预压量,检测抛光后各试件的去除深度并记录,分析材料去除深度随试件曲率半径的规律。
2.3 实验准备
实验试件:较大曲率半径(R1.5,R2)不锈钢试件各2个,较小曲率半径(R1,R0.7,R0.5)不锈钢试件各2个。如图5所示。
实验设备:三轴数控抛光机床1台。
抛光工具:抛光轮若干(D40r1.5)。

图5 不同曲率试件
2.4 实验过程及参数
首先铣制不同曲率的试件,研究400#抛光轮对试件的抛光去除量问题。同时研究抛光轮对试件抛光后的粗糙度问题,改变抛光参数进行抛光,记录对应参数的抛光去除量和表面粗糙度。依次改变抛光轮线速度、压紧量,并记录实验数据。为保证实验件的结构刚性,避免与实验用抛光轮产生干涉,将大曲率半径实验件(R≥1 mm)和小曲率半径实验件(R<1 mm)分别铣制成如图6a与图6b截面形状,抛光后实验件如图7所示。
采用样方调查法,在4种林分类型中分别设置5个2 m×2 m小样方,调查和记录每种灌木和草本层,以及植物种类、高度、地径、数量和覆盖度[2]。

(a) 大半径试件截面 (b) 小半径试件截面
图6 不同曲率半径实验件截面图
(1)线速度优化实验
研究通过线速度变化,曲率半径为R2,R1.5,R1,R0.7,R0.5去除深度变化情况,研究曲率半径为R2,R1.5,R1的表面粗糙度值的变化情况。使用编程软件对试验件进行编程,具体参数如表1所示。

表1 实验参数(基础参数表)

图7 抛光示意图
通过实验绘制不同曲率半径的去除深度如表2所示,绘制曲率半径为R2、R1.5、R1的表面粗糙度参数如表3所示。

表2 不同曲率半径去除深度表

表3 不同曲率粗糙度参数表
由此,绘制去除量随转速和预压量变化而变化的关系曲线如图8所示。分析该图可知,抛光去除深度随抛光线速度的增大而增加,这与不锈钢304平板实验结果类似。在相同线速度和预压量条件下,材料的去除深度随圆角半径的减小而增大,因为在同样的压力下,小圆角半径的几何形状与抛光轮接触面积小,接触面处的单颗磨粒所受力变大,去除能力增强。

图8 去除深度随线速度变化
另外,同等线速度增量(3.59 m/s)下,去除深度随转速增大的增量逐渐减小,此变化规律与Preston模型修正公式不完全符合,如当线速度为12.56 m/s和16.15 m/s时,材料去除深度相差较小,用GSV-4USB测力仪对抛光力进行测定,两种线速度下的抛光力如表4所示。

表4 抛光力测定表
统计表面抛光R1、R1.5、R2的表面参数值绘制折线图,如分析图9可知表面粗糙度随线速度增大有先下降后上升的趋势。当线速度为12.56 m/s时表面质量最好,这是由于抛光轮表面的磨粒是不等高的,故线速度越高,前面磨粒通过耕犁作用产生的材料表面变形被后面磨粒切削去除的概率就越大,工件表面质量就会越好,但是在线速度过高的情况下,抛光轮表面的排屑周期会变短,切削热升高,促使抛光表面粗糙度升高。

图9 表面粗糙度随线速度变化
另外,如果速度过高,会使抛光轮和工件之间形成一层空气薄膜,阻碍磨粒和工件之间发生干涉,致使切削比例下降,进而导致表面质量变差[6]。
(2)预压量优化实验
通过线速度优化实验得出线速度在12.56 m/s时表面粗糙度值最小。故本实验采用此线速度为基础数据。研究改变预压量对各截面半径去除深度和表面粗糙度值的变化。如表5、表6、表7所示改变400#抛光轮的预压紧量,记录相应预压量下抛光后材料去除深度。

表5 变预压量抛光参数表

表6 不同曲率半径去除深度表
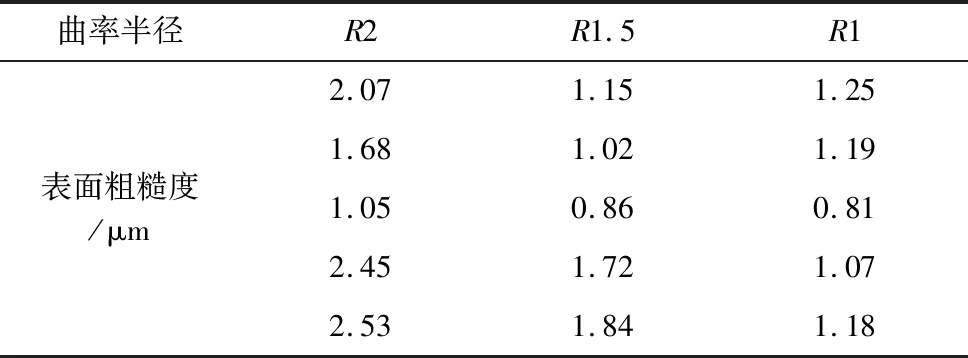
表7 不同曲率粗糙度参数表
由表6绘制去除量随预压量变化而变化的关系如图10所示。

图10 去除深度随预压量变化曲线
分析曲线走势可知,预压量对材料的去除深度造成重要影响,当给定抛光线速度后,去除深度随预压量的增大而增大。这是因为随着预压量增大,抛光轮与待抛光件干涉尺寸增大,抛光轮表面参与抛光的磨粒数量增多。另外,由于抛光轮基体的柔性特点,当预压量增大时,抛光轮变形增大,单颗磨粒受到基体的作用力增大,去除能力增强。
横向对比不同曲率半径的抛光去除深度值发现,在相同的抛光参数下,抛光件的曲率半径越小,抛光的去除深度越深。上述情况的出现是由于随着曲率减小,抛光轮与抛光件的接触面积减小,而抛光轮的挤压变形量变化较小,导致单颗磨粒所受的压力增大,去除能力增强。另外,这也从另一个侧面反映了当圆角越小时,抛光参数对材料去除深度的影响越大,对于小于R0.5的圆角,应开展专门的抛光实验探索小圆角半径的抛光效果。由表7绘制表面粗糙度随预压量变化的关系曲线如图11所示。

图11 表面粗糙度随预压量变化曲线
分析曲线走势可知,抛光件的表面粗糙度,随预压量的增大而先减小后增大, 在预压量为0.3处达到最小值。这是因为当预压量增大时,柔性抛光轮表面随所抛光的几何形状产生变形,磨粒与试件表面贴合面积更大,对同一部位的抛光次数增多,使试件表面质量提高。随着预压量继续增大,单位时间内去除材料增多,抛光轮容屑空间变小,耕犁和切削所占抛光的比例缩小,划擦作用比例增大,导致表面粗糙度升高。
3 结束语
通过对航空发动机复杂型面叶片进排气边定轨迹抛光工艺参数的深入研究,建立起不同尺寸半径试件抛光参数与去除量、表面粗糙度之间的曲线关系,积累了较为丰富的线速度和预压量等抛光工艺关键参数,为抛光不同曲率进排气边特征提供了数据支撑,提高了抛光参数选取效率。
同时,本文采用的超硬磨料柔性抛光工具在小半径进排气边上具有较好的抛光效果,为后续实现小半径进排气边的数控化抛光提供了较好的工具。
猜你喜欢
中国港湾建设(2022年12期)2022-12-28
数学物理学报(2022年4期)2022-08-22
甘肃科技(2020年20期)2020-04-13
数学物理学报(2019年5期)2019-11-29
模具制造(2019年4期)2019-06-24
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
科技创新与应用(2016年34期)2016-12-23
