COLLMANN2824轮胎检测X光机U形探测器及硬件升级
2021-03-16 06:43孟烁马强姜波
橡塑技术与装备 2021年5期
孟烁,马强,姜波
(桦林佳通轮胎有限公司,黑龙江 牡丹江 157400)
X光检测机主要用于检测轮胎的内部缺陷。包括金属在内的各种杂质、轮胎内部气泡、钢丝松散以及合成橡胶等低密度材料所形成的不规则的形状,例如轮胎的侧壁、胎圈、胎冠、帘线、带束层等各个部位的缺陷。本次改造是针对此问题在原COLLMANN2824轮胎X光检测设备基础上,更换U形探测器及其相关机械安装部件,更换工控机、数据采集卡等硬件;另对COLLMANN2824原PLC程序进行解析,解析PLC与工控机的OPC通讯内容,再通过上位机软件对必要的参数进行读写操作,实现新成像系统与原控制系统的兼容;通过改造可显著的提高图像的检测效果,延长设备的使用寿命。
2个改造后设备成像系统的优异性能:
(1)图像自动学习模式,对于胎冠和子口根据不同轮胎进行对比度和亮度提升,提高整幅图像的检测质量。
(2)系统可以本地保存所有轮胎的X射线图像,并预留上传图像到工厂信息化系统的接口,为产品质量的可追溯性提供了保证。
(3)探测器模拟轮胎外形设计,保证最大程度地契合轮胎,使得图像无盲区扫描,比例更均匀。
(4)模块化的传感器前端单元设计,只需更换相应单个故障模块单元,大大降低维护成本。
(5)用户通过图像调整工具,可以在屏幕上分别调整不同区域的明暗度和对比度,使整个图像更加清晰,易于观察。
1 成像系统电气改造:成像系统硬件构成
1.1 成像系统主要构成部件
(1)1套U形探测器(即U形成像板,美亚自主研发)
(2)1块串口卡PCI-1601A
(3)1套工业计算机系统组件
(4)1块数据采集卡PIXCI CL1
(5)1块开关电源TX-1020G
(6)1套系统连接电缆
U形探测器由组装盒体、内部电路板、X光传感器和相应接口组成,主要完成图像的采集、处理及传输功能。U形探测器外观及接口如图1所示。

图1 U形探测器外观
J3-COM:串行通讯接口;J1-PWR:电源接口;J2-Camerlink:图像数据传输接口
1.2 U形探测器参数
3456像素分辨率、栅距0.4 mm、A/D转换速率16bit、扫描速度为4~36 m/min;串口卡PCI-1601A主要完成通讯方式的转换(PCI转RS-422),以适合控制命令的远距离传输。工业计算机系统主要完成图像数据的接收、成像显示、打印、图像保存管理、参数设置等功能,且工控机通过以太网的方式完成与PLC间的通信。(配置:工业级主板: AIMB-501,CPU;I32130, 硬盘:1T,内存:2G,工业级机箱:IPC-510,DVD-RW和正版XP Pro )
数据采集卡PIXCI CL1为图像数据的Camerlink接口处理板卡。
开关电源TX1020G主要为U形探测器提供+6V、+8V和+12V的电源。
2 成像系统与PLC通信相关程序改造
依据原工控机的PC站组态数据,在替换的工控机上建立相同配置的OPC服务器,这样可建立与原配置相同的以太网通讯硬件连接;其次,通过分析工控机与PLC通讯内容,提取新成像系统所要用到的通讯数据,对影响PLC控制流程的通讯数据,按照原方式对这些数据进行读写操作,这样可建立与原通讯方式兼容的以太网通讯连接。通过以上处理,可使新的成像系统与原PLC系统融为一体,实现新成像系统的完全兼容替换。表1列出了部分通讯数据。

表1 以下列出部分通讯数据:
字数据传输中,DB*.DBW0、DB*.DBW2、DB*.DBW4、DB*.DBW6、DB*.DBW8、DB*.DBW66为与原成像系统使用的相关数据,因此成像系统的使用是无需获取这些数据信息的。同时,PLC在对这些数据进行操作时,只对数据进行写操作,因此在更换美亚U形成像系统后,这些数据可以保留不做任何更改,它们既不影响流程的正常运行,也不影响成像系统的使用。而DB*.DBW60(Inspection Result)存储的是检测结果,它是通过判定按钮输入数据值的,因此这一数据是需保留使用的。其中合格判定DB*.DBW60=1,次品(保留)判定DB*.DBW60=2,不合格判定DB*.DBW60=3。
位数据的传输中,DB*.DBX11.0、DB*.DBX13.0为成像系统扫描图像时使用,PLC程序仅对其进行写操作,本身并不影响PLC的流程运行,因此更换成像系统后,可保留DB*.DBX11原使用不做更改,保留DB*.DBX13. 0为美亚成像系统开始扫描的标识位。DB*.DBX123.0为PLC结束扫描标识位,可为成像系统扫描结束标识位使用。
3 成像系统机械改造
3.1 U形探测器机械安装位置改造
为了使安装方便,尽可能减少安装结构的改动,保留原COLLMANN2824设备的探测器安装支架,去除原设备的U形探测器和探测器安装板。根据原设备的U形尺寸,定制一款U形探测器,其宽度尺寸接近原设备,高度尺寸略高于原设备,并根据原设备安装支架开孔位置重新设计探测器安装板。
安装板设计如图2所示,其安装板槽型孔的相对位置保持与原设备内侧4个孔一致。

图2 探测器安装示意图
由于替换前后探测器的厚度尺寸并不一致,而且替换前后探测器的射线接收窗口位置也有所改变,因此需要通过螺帽、螺栓调节方式(图3),并借助校准工装在垂直方向上调节探测器前后位置,以确保射线发射扇面与射线接收窗口可以保持在同一平面。

图3 螺帽、螺栓调节示意图
3.2 U形探测器本体机械尺寸改造
由于U形探测器更换前后宽度基本保持一致,但高度略有差异,因此改造后的U形探测器上下运动定位问题需要考虑。假设COLLMANN2824使用的探测器高度为X,美亚自主研发的探测器高度为Y,探测器下端面与射线管相对位置为Z,同时由于美亚探测器高度高于COLLMANN2824使用的探测器,则其高度差为Y-X。通过更改探测器的机械安装高度,把美亚探测器的安装高度上移Y-X的值,则更换前后探测器的下端面实际高度没有发生变化,即与射线管的相对位置Z值是保持不变的(图4)。同时,U形探测器的定位主要是参考它与射线管的相对位置,因此通过更改机械安装高度的方式,使得探测器的定位可以与原设备保持一致(图5)。

图4 探测器与射线管相对位置示意图

图5 探测器上移安装示意图
上述定位方式,使得U形探测器中每个子传感器相对射线管的垂直位置发生改变,因此各通道的实际成像比例发生改变,但是在成像系统的软件中,完全可以根据需求更改成像比例,以达到成像效果。
4 成像系统软件说明
4.1 概述
利用研华标准工业计算机采集U形探测器图像数据,经过各类图像处理算法,将轮胎的左右胎侧、胎冠实时显示在一台24寸液晶显示器上,显示完毕后保存图像。操作系统为Windows 7 专业版。
4.2 界面总体布局说明
软件分为两种显示界面,窗口显示模式(图6)及DirectX全屏图像显示模式(图7)。全屏模式用于工作时正常检测用,在参数设置、系统性能测试等方面则需要在窗口显示模式下进行,窗口模式下可以对图像效果进行实时设置,可以查看传感器实时波形显示。

图6 窗口显示模式

图7 DirectX全屏图像显示模式
4.3 多种图像清晰度增强功能
针对轮胎图像特征,美亚轮胎检测系统软件提供智能化图像清晰度自动调整功能(图8和图9),充分满足轮胎检测需求。

图8 全钢轮胎原图像

图9 全钢轮胎处理图像
4.4 轮胎缺陷尺寸在线测量
软件支持在线图像测量功能(图10),能够在图像上通过两点距离,直接测量各个缺陷实际尺寸(需对不同规格的轮胎进行标定,以确定放大比例),在胎冠部位测量精度达到1 mm以内。
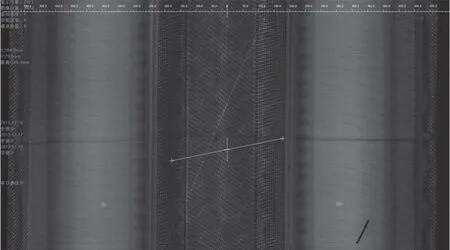
图10 在线测量
4.5 标尺
软件提供标尺检测功能(图11),通过一组标尺直观测量轮胎对称性以及各个部位实际尺寸。
4.6 多方位图像打印
该软件设计了轮胎图像的打印功能,此功能分为整体打印和局部打印。通过整体打印功能,可以直观的了解整个轮胎的信息,通过局部打印主要是对轮胎各部位的缺陷进行提取打印分析。

图11 标尺校对
4.7 人工检测工作量统计功能
如前图11左侧部位所示,绿色字体标示了班次具体情况,分别为早班、中班和晚班不同班次下的轮胎检测的数量情况,从而可以直观的统计出不同班次中检测流程情况。其中早班、中班和晚班的班次起始时间可以根据工厂规定自动设定时段,有助于工厂在生产流程中执行夏季工作时间和冬季工作时间,实现更便利和人性化的管理。
4.8 图像缺陷追溯功能
为了满足用户检测质量控制,提高轮胎缺陷的可追溯能力,软件提供了全方位图像管理功能。不仅在本机可以保存1年以上的所有检测轮胎图像,还可以通过局域网络进行远程图像实时备份,方便管理人员进行远程实时管理和后续分析。
4.9 检测数据上传
工控机通过以太网接口与前端自动运输线进行通讯,上传检测条码信息及每个品号检测条数统计等。实现了检测数据与条码匹配,检测数据实时上工厂ERP数据库。上位机作为设备与服务器的接口,接口点是计算机的以太网口,传送方式:计算机做文件传输协议(FTP)服务器或共享。
5 改造项目硬件配置要求
改造项目硬件配置参照表2。
6 实施效果
设备经过改造后, X光检测机实现了图像缺陷追溯功能、轮胎缺陷尺寸在线测量、数据上传、标尺、人工检测工作量统计功能等。

表2 相关备配置表
猜你喜欢
Chinese Physics B(2022年11期)2022-11-21
茶叶通讯(2022年2期)2022-11-15
茶叶通讯(2022年3期)2022-11-11
机械研究与应用(2022年4期)2022-09-15
海峡科技与产业(2021年1期)2021-05-22
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
丝绸(2018年1期)2018-01-25
中国科技信息(2016年19期)2016-10-25
自动化博览(2014年6期)2014-02-28