洗涤对热压熔接针织服装接缝性能的影响
2021-05-25 06:23崔志英郑蓉梅黄沁怡
毛纺科技 2021年5期
崔志英,郑蓉梅,黄沁怡
(东华大学 服装与艺术设计学院,上海 200051)
无缝热熔接服装加工技术作为新型服装成形技术,在内衣和运动服中的运用越来越广泛[1]。 无缝热熔接技术是在接缝处辅以热熔胶膜,通过热压将衣片进行熔接,无需使用缝纫针和缝纫线[2],避免了缝纫线与皮肤的摩擦,穿着舒适性得到改善。
同时,运动服和内衣需要经常进行洗涤护理,洗涤护理不当会造成脱胶、开裂、缝口脱散、接缝强力不足等问题,从而影响服装的穿着使用。 在已有研究中,学者们主要探讨了洗涤对棉、毛、丝等织物的洗净率、磨损性能、表面外观性能、机械拉伸性能等影响。 相关研究[3-4]探讨了滚筒洗涤负载类型、水量及转速对织物洗净率和纺织品性能的影响;杨琴琴等[5]阐述了洗护中影响桑蚕丝织物光泽的因素;Rebecca 等[6]探讨了洗涤温度对桑蚕丝及桑蚕丝混纺针织物性能的影响。 文献[7-8]研究了洗涤时间和洗涤次数对羊毛织物及其混纺织物起毛起球性能的影响,随着洗涤次数和时间的增加,织物的抗起毛起球性逐渐变差。 但对于热压熔接新型服装成形技术,关于洗涤对其接缝性能影响的研究较少。
为了分析洗涤组合织物接缝性能的影响因素,利用正交试验方法,选择洗涤温度、脱水转速、洗涤次数3 因素3 水平进行洗涤试验,从而为企业和消费者正确洗涤护理无缝热压熔接服装提供参考。
1 试 验
1.1 试验材料
选取锦纶/氨纶75/25 经编针织面料进行试验,面密度155 g/m2,厚度0.345 mm,纱线线密度4.4 tex。 热压熔接胶条为Bemis Sewfree©酯类聚氨酯胶条,厚度100 μm,宽度1 cm。 热压熔接设备型号为Yetom-YQ802,热压熔接工艺参数为温度160 ℃、时间25 s、压强0.5 MPa。 此外,面料与胶条热熔接时采用常见的搭接型方式[9]如图1 所示。
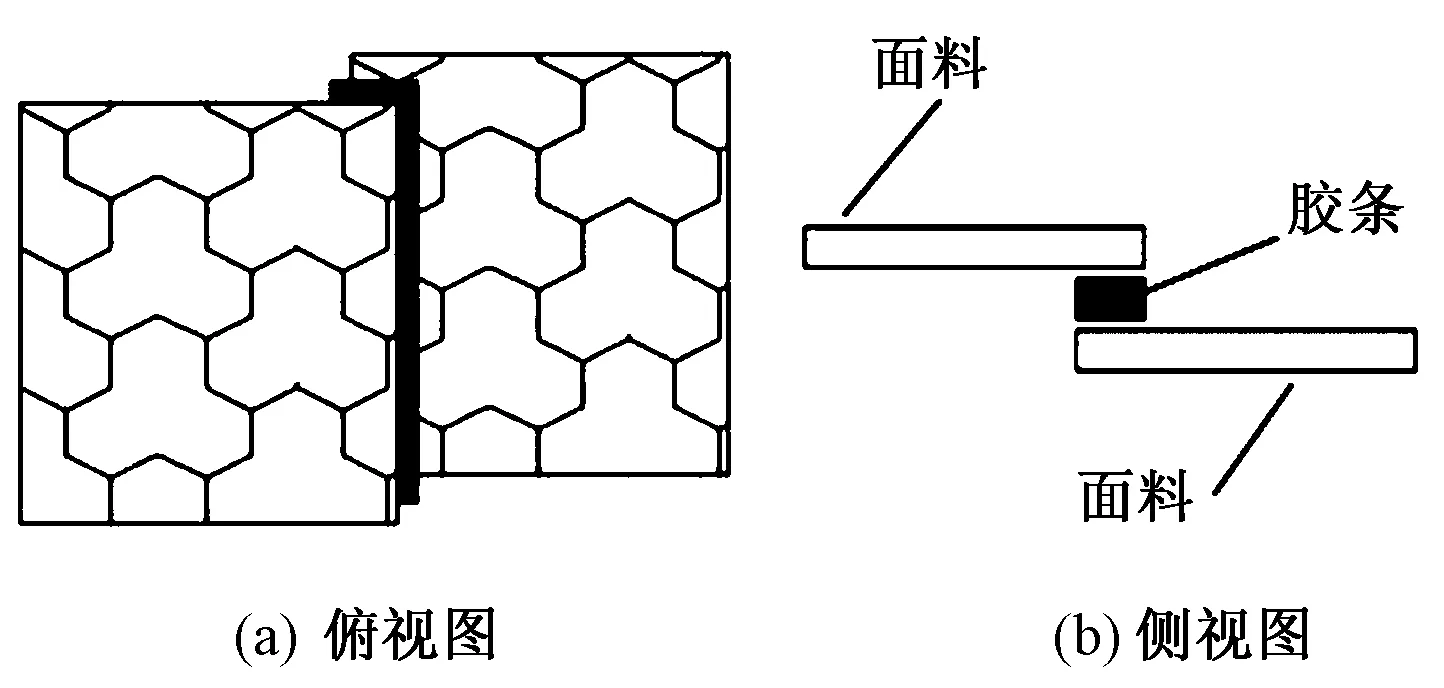
图1 面料与胶条热压熔接方式
1.2 试验方案
根据GB/T 8629—2017《纺织品 试验用家庭洗涤和干燥程序》,采用A 型标准洗衣机4 N 洗涤程序进行洗涤,具体条件如表1 所示。 洗涤仪器为Wascator FOM71 CLS 滚筒洗衣机(瑞典伊莱克斯股份有限公司),洗涤的总载荷为(2±0.1) kg,洗涤剂为不加酶的无磷洗衣液(不含荧光增白剂),每次洗涤时洗涤剂的加入量为(20±1) g。
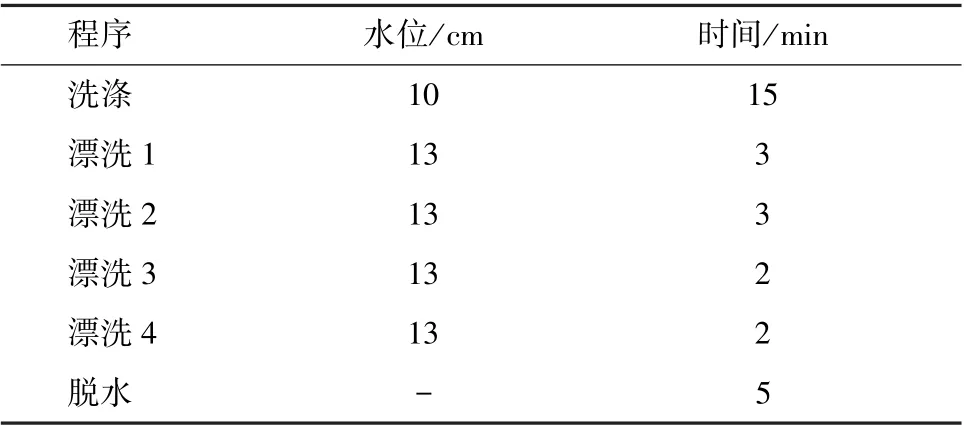
表1 A 型标准洗衣机4 N 洗涤程序
洗涤参数有洗涤温度、脱水转速和洗涤次数,每个试验参数选择了3 个水平:洗涤温度为20、30、40 ℃;脱水转速为600、800、1 000 r/min;洗涤次数为1、5、20 次。 为简化试验,采用正交试验,设计选用L9(33) 正交表,洗涤参数的正交试验方案见表2。
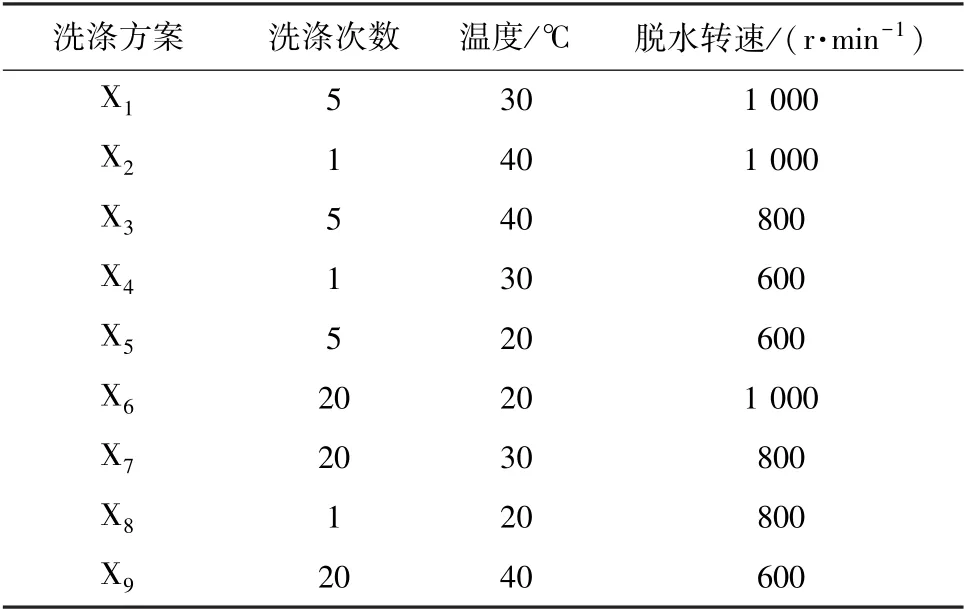
表2 洗涤参数正交试验方案
1.3 接缝性能测试
对面料与胶条组合织物按4 N 洗涤程序进行洗涤,测试洗涤后热压熔接组合织物的接缝强力、弹性回复率、外观和尺寸变化率。
1.3.1 洗后接缝强力
根据FZ/T 01031—2016《针织物和弹性机织物接缝强力及伸长率的测定抓样法》,采用INSTRON 3365 型万能材料试验机对试样进行断裂强力试验,试样最大断裂强力即为接缝强力。
1.3.2 洗后弹性回复率
根据FZ/T 70006—2004《针织物拉伸弹性回复率试验方法》,试验时定伸长拉伸的定伸长率设定为50%。 由于人体在运动过程中人体皮肤最大的伸长是在臀部,该部分纵横向皮肤最大拉伸率分别为45 %和34 %[10]。 弹性回复率的计算见式(1):

式中: E 为弹性回复率,%;S0为试样原始长度,mm;S1为试样拉伸至定伸长50%时的长度,mm;S′1为试样复位后的长度,mm。
1.3.3 洗后外观及尺寸变化
根据广东省服装服饰行业协会团体标准T/GDFZ 0001—2018《无缝压胶服装》进行组合织物洗后外观质量评定,在标准光源下进行目测检验,眼睛与面料中间的距离为60 cm。 目测检验洗涤后压胶贴合部位顺直、平服,未出现渗胶、起泡、脱胶、开裂、分层、缝口脱散等问题则为合格。
根据GB/T 8630—2013《纺织品 洗涤和干燥后尺寸变化的测定》进行水洗尺寸变化率试验,试样尺寸为500 mm×500 mm,在距离布边不小于50 mm处,用记号笔在面料正面的纵横向各打3 对350 mm间距的标记,测量各个标记之间的距离。 织物水洗后尺寸变化率的计算见式(2):式中:L 为水洗尺寸变化率,%; L0为水洗前基准线之间的距离,mm; L1为水洗后基准线之间的距离,mm。 若L 值为正值,说明织物洗涤后伸长;若为负值,说明织物洗涤后收缩。

2 结果与分析
2.1 洗后接缝强力
热压熔接组合针织物洗后接缝强力测试结果如图2 所示,洗涤后接缝强力为166 ~496 N。 根据T/GDFZ 0001—2018《无缝压胶服装》接缝强力以摆缝、侧缝、裤后裆缝压胶处为标准,接缝强力低于120 N 为不合格产品,试验所有组合织物经过洗涤后接缝强力都大于120 N,因此都满足标准要求为合格产品。 从试验结果还可以看出,热压熔接针织物经过滚筒洗衣机洗后接缝强力较洗涤前均明显下降(洗前的接缝强力为639 N)。 采用SPSS 单样本T 检验得到:洗涤前后热压熔接针织物的接缝强力具有显著差异(P<0.01),说明洗涤对组合织物的接缝强力具有显著影响。 热压熔接针织物洗涤后接缝处强力下降是由于洗涤过程中水和洗涤剂对织物纱线及胶带的渗透、溶胀导致接缝处黏合状态发生变化,黏合牢度变差;同时洗涤时机械力的作用及脱水阶段因高速旋转产生的离心力造成织物与胶带的黏合牢度降低,从而导致热压熔接针织物接缝处的强力下降。
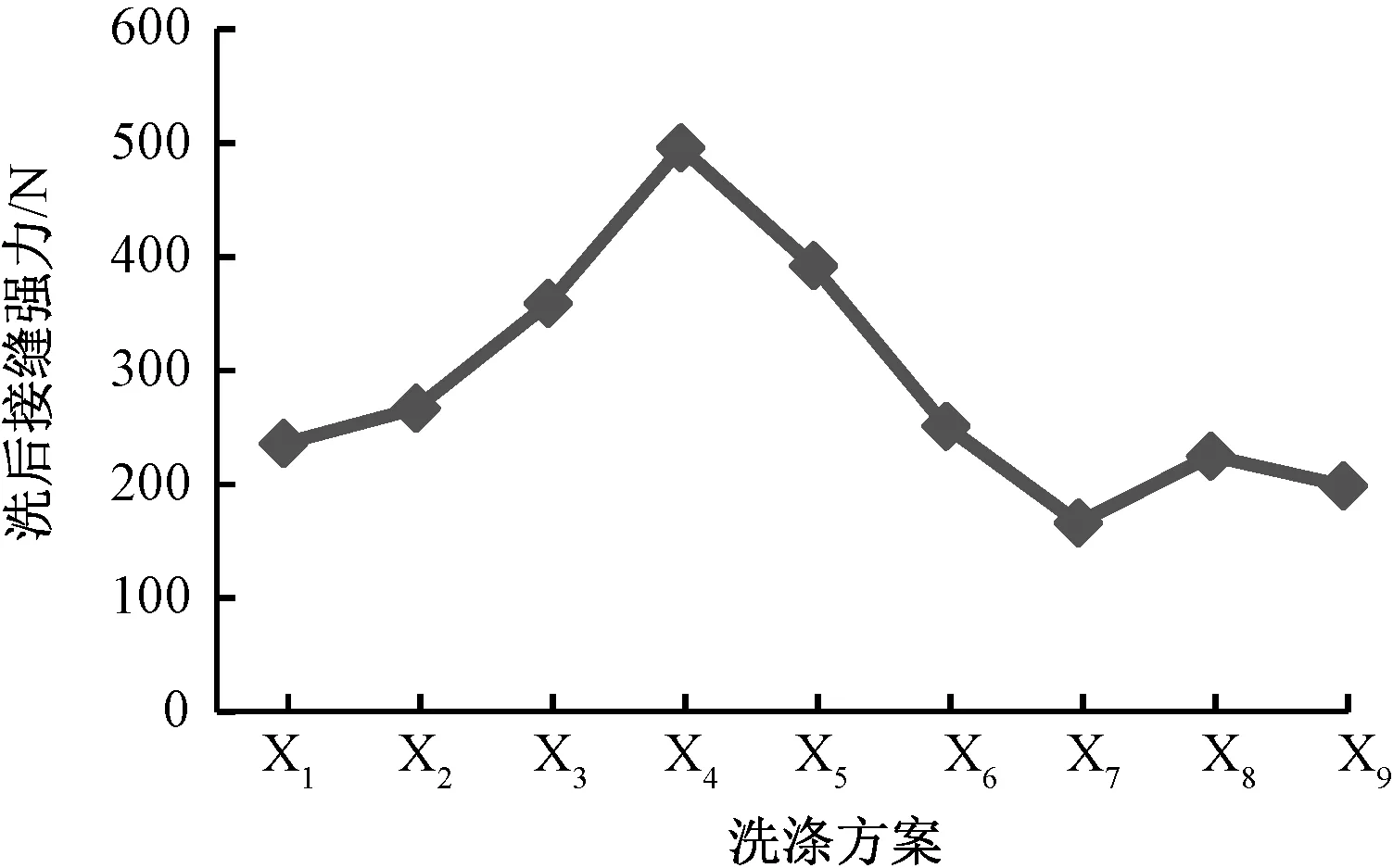
图2 热压熔接组合针织物洗后接缝强力测试结果
洗后热压熔接组合织物接缝强力变化率的计算见式(3):

式中:T 为洗后接缝强力的下降率,%;T0为洗前接缝强力,N;T1为洗后接缝强力,N。
洗涤后组合织物接缝强力的变化率如图3 所示,热压熔接针织物洗涤后接缝强力下降率为22.40%~74.01%,其中经X7和X9方案洗涤后织物接缝强力下降较大,分别为-74.01%和-68.91%,X7和X9方案中的织物均为经过20 次洗涤后的织物。 利用极差分析法进一步分析洗涤次数、洗涤温度和脱水转速对接缝强力的影响,组合织物的极差分析结果见表3。
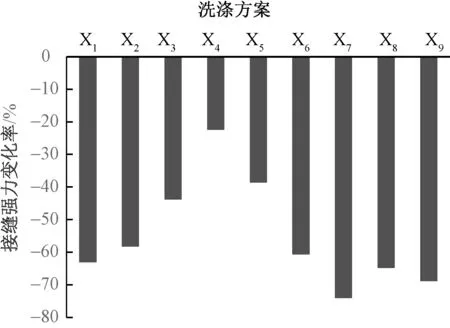
图3 洗涤后组合织物接缝强力的变化率
热压熔接组合织物极差分析结果见表3,可以看出,洗涤参数对洗后接缝强力的影响顺序为:洗涤次数>脱水转速>洗涤温度。 进一步利用SPSS 多因素方差分析得到:洗涤次数和脱水转速对接缝强力具有显著影响(F洗涤次数= 8.1,P <0.05;F脱水转速=7.2,P<0.05),洗涤温度对接缝强力无显著影响(P>0.05)。 组合织物脱水转速为600 r/min、洗涤次数为1、洗涤温度为30 ℃时接缝强力最大,下降率仅为22.4%。
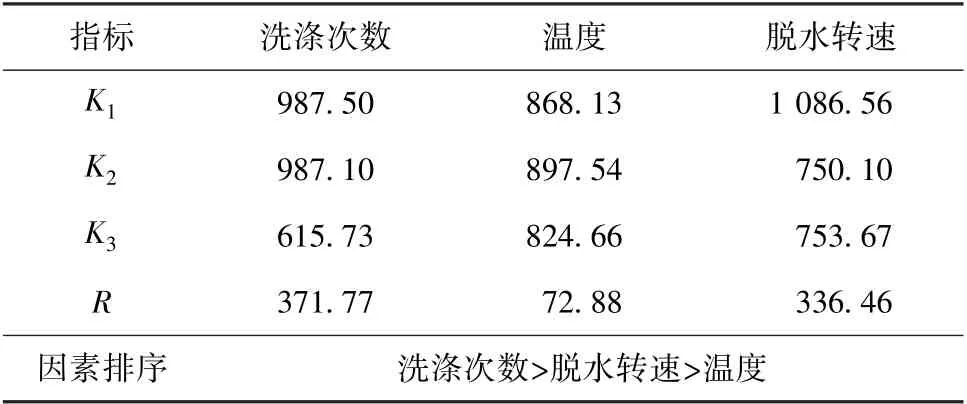
表3 热压熔接组合织物极差分析结果
2.2 洗后弹性回复率
热压熔接组合针织物洗后的弹性回复率测试结果如表4 所示,弹性回复率为95.09%~97.00% (洗涤前的弹性回复率为96.85%)。 试验结果表明,热压熔接织物洗后弹性回复率均大于95%,具有很好的弹性回复能力。 与洗前相比较,洗后弹性回复率变化率为-1.82%~0.15%,这表明组合织物洗后弹性回复率变化较小,能满足内衣及运动休闲服装的穿着要求。 组合织物优异的弹性回复率源于面料含有25%氨纶纤维,氨纶纤维弹性及其回弹性均优异,其伸长率可大至400%;且聚氨酯胶条也具有优良的弹性。 同时,经过洗涤后的热压熔接组合针织物仍具有优异的弹性回复率,说明洗涤对组合织物弹性回复率的影响不大。
2.3 洗后外观及尺寸变化
热压熔接针织物洗涤后表面外观质量顺直平服,无渗胶、起泡、脱胶、开裂、分层、缝口脱散等现象,组合织物洗后表面外观平服无异常现象,如图4所示,经过评定均达到了GB/T 22853—2019《针织运动服》的要求。
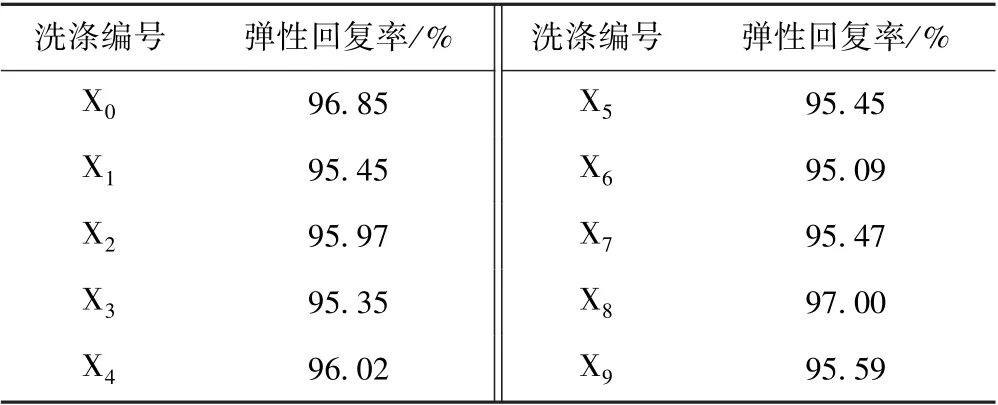
表4 热压熔接针织物洗后弹性回复率测试结果
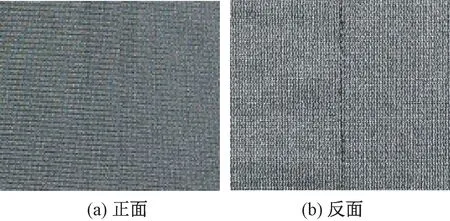
图4 组合织物洗后表面外观
热压熔接针织物水洗尺寸变化率试验结果见表5,组合织物尺寸变化率为-0.93%~0.95%。 由于针织物为锦纶/氨纶混纺面料其吸湿性较差,故洗涤后尺寸变化率较小。 根据GB/T 22853—2019《针织运动服》要求,水洗后尺寸变化率在-5.0% ~2.0%为合格品。 因此热压熔接针织物经过洗涤后都达到了服装质量要求,同时也说明洗涤对织物外观质量和尺寸变化影响较小。
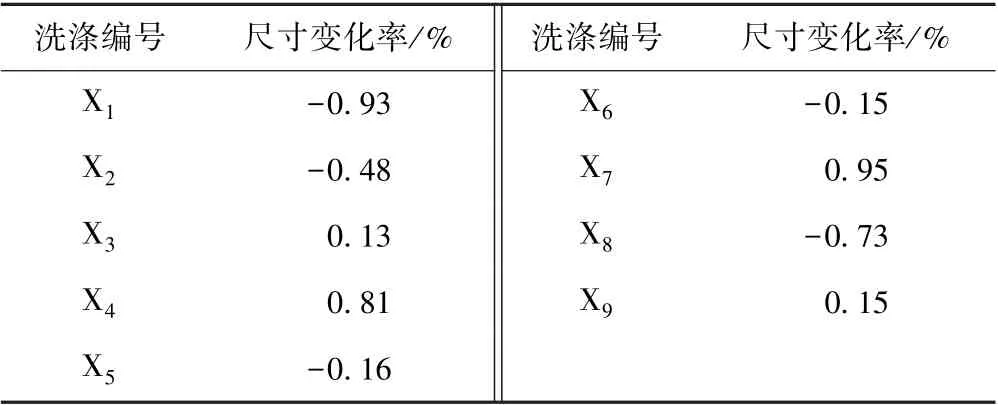
表5 热压熔接针织物水洗尺寸变化率
3 结 论
利用正交试验方法探讨了洗涤对锦纶/氨纶75/25 经编针织面料和聚氨酯胶条热压熔接组合织物性能的影响。
对于热压熔接组合针织物,洗涤温度为20、30、40 ℃、脱水转速为600、800、1 000 r/min、经过1、5、20 次洗涤后其接缝强力显著下降,但仍达到服装质量要求。 洗涤参数对热压熔接组合织物洗后接缝强力的影响顺序为: 洗涤次数>脱水转速>洗涤温度;洗涤次数和脱水转速对接缝性能具有显著影响,而洗涤温度对接缝强力的影响不显著。 洗涤后组合织物的弹性回复率、外观性能仍较好。 洗涤对热压熔接针织服装的弹性回复率、外观和尺寸变化影响较小。 本文可为企业和消费者对热压熔接针织物的洗涤护理提供参考。
猜你喜欢
林产工业(2022年5期)2022-05-25
陶瓷学报(2021年4期)2021-10-14
中国建筑金属结构(2021年8期)2021-09-05
中国新技术新产品(2021年10期)2021-08-26
纺织科技进展(2021年5期)2021-07-22
煤气与热力(2021年4期)2021-06-09
商品与质量(2021年7期)2021-04-02
塔里木大学学报(2020年4期)2021-01-13
汽车实用技术(2020年8期)2020-07-09
现代纺织技术(2019年6期)2019-01-10