
电气化铁路用铜合金接触线生产过程中常见的缺陷及预防措施
2021-06-15 04:23王国迎
有色金属加工 2021年3期
王国迎
(中铁建电气化局集团 康远新材料有限公司,江苏 靖江 214521 )
接触线是电气化铁路的生命线,电气化列车通过受电弓与其滑动接触源源不断的获得电能。按照材质可将接触线分为三类[1]:纯铜接触线、铜合金接触线以及复合金属接触线。国内普遍采用铜合金接触线,主要有铜银、铜锡、铜镁和铜铬锆合金接触线等[2-4]。
电气化铁路用接触线种类繁多,虽然截面形状相似且较为简单,但是对其综合性能要求极高。目前,接触线常见的生产方法有三种[5-7],上引连铸法、连铸连轧法和连续挤压法。连续挤压法因具有产品晶粒细小、氧含量低、综合性能优良、节能环保等特有的优势,被广泛应用于接触线的生产过程中。
进入21世纪,电气化铁路朝着高速、重载的方向发展[8-9],这对接触线的质量提出了更高要求。接触线在服役过程中不仅受到碳滑板的高速摩擦,还受到剧烈的震动、高温、腐蚀等作用。在这种条件下,接触线如存在质量缺陷,将会加剧缺陷的扩展,甚至会出现断线的情况[10-12],严重影响列车运行安全。本文针对接触线生产过程中常见的质量问题进行分析,并提出相应的预防措施,这对改善接触线质量、提高其可靠性有着十分重大意义。
笔者结合自身工作经验,针对连续挤压法生产的接触线常见缺陷进行分析,发现缺陷在各种类别的接触线中均能出现,且无明显规律性,依据缺陷分布位置将其划分为两大类,即表面缺陷和内部缺陷。
1 表面缺陷
接触线常见的表面缺陷有裂口、起皮、横纹和表面毛糙。
1.1 裂口
裂口是指在接触线拉拔过程中表面出现金属基体连续或断续分布的状态(图1)。

连续裂口 断续裂口
裂口在各拉拔道次中均能出现,且随着拉拔变形量的增大,裂口表现的越严重。服役过程中接触线受到张力、震动、高温等因素的作用,加速了裂口的扩展,最终导致接触线断线。
1.1.1 产生原因
①上引铜杆自身质量不好,表面存在裂口(图2)。连续挤压过程中挤压模腔内温度(550℃左右)远低于铜合金的熔点(1080℃左右),裂口的金属得不到有效焊合,此时挤压铜杆表面虽无异常,但在拉拔过程中重新将未焊合的金属拉开,最终在接触线表面出现裂口。

图2 上引铜杆裂口 图3 挤压铜杆表面的充不满
②挤压铜杆表面未充满,存在小裂纹(图3)。在挤压铜杆表面分布着不规则小裂纹,后续拉拔工序将这些小裂纹进一步放大,最终表现为裂口。
③拉拔过程中模具温度升高,尤其是入口处与铜杆之间剧烈的摩擦而产生巨大热量,使位于该接触点的铜材变软,加之模具磨损、粗糙,在模具内表面出现粘铜(图4),使铜杆与模具之间的摩擦力不均匀,金属流动不顺畅,从铜杆上被撕下来,形成裂口(图5)。

图4 拉拔模具粘铜 图5 接触线堆铜
1.1.2 预防措施
①控制上引铜杆质量,禁止有裂纹的铜杆流入连续挤压工序;
②优化挤压工装设计和挤压工艺参数,保证挤压铜杆的填充效果,避免缺陷出现;
③改进拉拔模具结构,保证润滑效果,使金属流动、变形均匀、流畅。选择适宜的拉拔速度,避免模具粘铜。
1.2 起皮
起皮是指在接触线表面分布着鱼鳞状凸起的薄片状金属层(图6),严重影响接触线的外观质量。

图6 连续挤压过程中的废料
1.2.1 产生原因
①因上引铜杆表面油污,使得挤压铜杆表面产生气泡(图7)。拉拔过程中这些气泡被拉长、破裂,形成鱼鳞状起皮。

图7 挤压杆气泡 图8 挤压铜杆夹杂
②上引或挤压铜杆的浅表层存在偏析带或夹杂带(图8)。拉拔过程中铜杆内的金属始终被偏析带或夹杂带所隔断,而不能有效焊合,拉拔过程中这部分区域经历了拉长、变薄、破裂的阶段,最终在接触线表面产生起皮。
1.2.2 预防措施
①连续挤压前将上引铜杆表面的油污去除干净,保持铜杆表面干燥,以保证挤压铜杆表面无气泡。
②利用电磁搅拌等先进技术,确保炉内铜液中合金元素混合均匀,减少上引铜杆的成分偏析,保证成分的均匀性;挤压前将上引铜杆表面的异类斑点(由镁、锡、炉渣等构成)去除干净,减少这些杂质混入挤压铜杆的几率。
1.3 横纹
横纹是指在接触线表面分布着与接触线轴线垂直的微小裂纹(图9),经弯曲处理后该特征更加明显,其存在严重影响接触线的反复弯曲及力学性能。
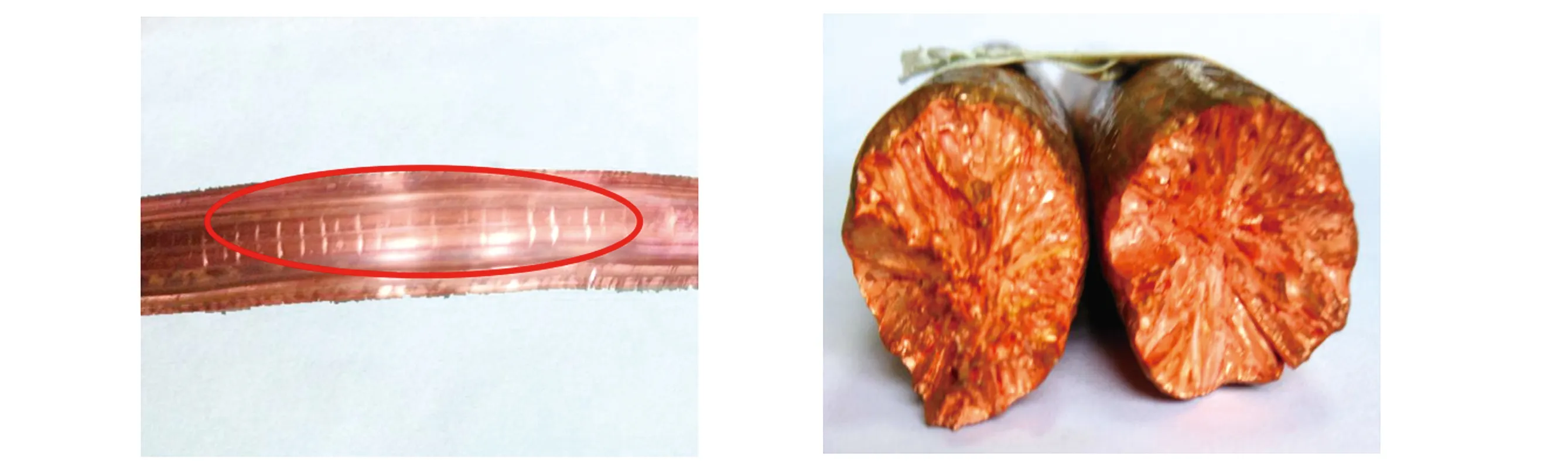
图9 横纹 图10 上引铜杆疏松
1.3.1 产生原因
熔炼过程中氧气、水气进入铜液中,上引连铸过程中氧气和水气从铜液中析出,并在上引铜杆内部产生大量微小的气孔,即疏松。拉拔过程中疏松(图10)被进一步放大而表现为横纹。另外,拉拔过程中塔轮上接触线顶部受拉应力,底部受压应力,多次绕经塔轮,等同做了几次弯曲试验。上述两种因素加快了接触线表面横纹的出现。
1.3.2 预防措施
①熔炼过程选用优质木炭和石墨鳞片,并增加其覆盖厚度,做好隔氧、除湿防护,避免上引铜杆出现疏松。
②下盘时通过弯曲试验检验上引铜杆质量,依据生产经验,上引铜杆表面裂纹越多,在拉拔过程中出现横纹的几率越大,应禁止该类上引铜杆流入生产线。
1.4 表面毛糙
表面毛糙是指在接触线表面出现不光滑的现象(图11),常见的有起线、麻点(图12)等。

图11 表面毛糙 图12 连续麻点
1.4.1 产生原因
①模具磨损严重,工作面的粗糙度增大,拉拔过程中划伤接触线,致其表面变得不光洁。
②拉拔过程中接触线与模具之间相互摩擦,产生大量铜粉。随着拉拔的进行,模具入口处铜粉逐渐聚集、压实,形成铜粉硬块。这些硬块将会划伤接触线,使接触线表面粗糙度增大。
1.4.2 预防措施
①及时修复磨损的模具,保证模具的工作面光洁。
②增大模具口处润滑油的流量,保证润滑效果,增加过滤铜粉装置,减少铜粉在该处出现的几率,避免模具入口处形成铜粉硬块。
2 内部缺陷
接触线常见的内部缺陷有冷隔和夹杂。
2.1 冷隔
冷隔是指在接触线内部金属出现不连续的现象。冷隔的存在减少了接触线的有效受力面积,易出现断线,造成整盘线材报废(图13)。

图13 冷隔引起的断线
2.1.1 产生原因
上引速度过大,铜液液面波动较大,容易在上引铜杆内部产生大气泡。挤压过程中铜杆内金属始终被大气泡所阻隔,而不能有效焊合,最终在挤压铜杆内部形成冷隔。另外,挤压工装设计不合理,对上引铜杆的“去皮”效果减弱,上引铜杆表面的氧化层、油污折叠混入到挤压铜杆,形成冷隔。存在冷隔的挤压铜杆外观质量与正常铜杆无异,但仅是通过表层极薄的金属相连,在拉拔过程中因承受不了巨大的拉力而常被拉断。
2.1.2 预防措施
选择适宜的上引速度,减少铜液波动,防止上引铜杆中大气泡的产生。保持上引铜杆表面清洁,选择合适的挤压工装,确保铜杆“去皮”效果,防止在挤压铜杆内部产生冷隔。
2.2 夹杂
夹杂是指接触线中混入异类杂质的现象,杂质的存在破坏了接触线基体的连续性、性能的稳定性,同时减小了接触线的有效受力和导电面积,增加了接触线在服役过程中出现故障、甚至断线的几率。常见的夹杂又可以分为夹废料、夹灰、夹铁。
2.2.1 产生原因
①夹废料。连续挤压过程中挤压废料刮除不干净(图14),废料随着挤压轮混入挤压铜杆,最终在接触线内部出现夹杂。

图14 连续挤压过程中的废料 图15 接触线夹灰
②夹灰。熔炼过程为确保隔氧、除湿效果,需要在铜液表面覆木炭、石墨鳞片,在加阴极铜板、安装上引结晶器或者清灰(木炭、石墨鳞片)过程中,因人为操作不当,导致木炭、石墨鳞片随铜液混入到上引铜杆中,最终遗留到接触线内部(图15)。
③夹铁。由于连续挤压工装磨损(如挤压轮、压实轮、堵头等),产生的铁屑(图16)混入到挤压铜杆内部(图17)。

图16 挤压模具掉铁 图17 接触线夹铁
2.3.2 预防措施
①调整刮刀与挤压轮的距离,及时更换不合格的刮刀,确保挤压废料刮除干净。
②熔炼时规范操作,如缓慢添加阴极铜板、清灰时不搅拌铜液、安装结晶器前将周围的石墨鳞片拔除干净等;另外,在结晶模具上增加过滤装置,过滤铜液中的木炭和石墨鳞片。
③安装挤压工装前,用磁铁对关键位置进行吸铁检查,及时修复磨损的部位,降低掉铁几率。
3 结论
本文针对接触线生产过程中常见的问题进行了系统分析,并提出相应的预防措施。认为接触线生产过程中表面缺陷和内部缺陷的出现,不是单一原因造成的,而是多个因素综合的结果。表面缺陷如裂口、起皮、表面毛糙等,主要与上引铜杆、挤压铜杆表面质量、拉拔模具、铜粉等有较大关系,因此为消除这类缺陷,要从提高铜杆表面质量、改善润滑效果、减少堆铜等方面入手。而内部缺陷如冷隔、夹杂,主要是因为破坏了接触线内部金属的连续性,因此为避免该类缺陷,应设法避免异类杂质、大气泡等通过进入上引铜杆、挤压铜杆内部而最终遗传到接触线内部。为了提高接触线的质量,笔者认为应从以下几方面开展工作:
(1)从源头上严格质量标准,保障上引铜杆符合要求。上引工序务必规范上引连铸操作规程,严控上引铜杆质量,如保证上引铜杆表面清洁、无异类斑点,内部无夹灰、冷隔等缺陷。
(2)在过程中强化检验力度, 建立挤压铜杆准用制度。选择合理的连续挤压工装、挤压工艺,减少或避免挤压铜杆内部的夹铁、冷隔、夹杂等缺陷,禁止有问题的铜杆流入拉拔工序。
(3)反复探索优化拉拔工艺,不断提高最终成型水平。拉拔过程中通过选择适宜的拉拔速度、确保冷却效果,增加润滑效果、减少产生铜粉等措施,在确保上引铜杆、挤压铜杆合格的前提下,尽可能减少拉拔过程中接触线缺陷的产生。
通常情况下,接触线的缺陷最能全面反映当时的工况信息,因此,在实际生产过程中应及时发现、收集并分析有问题的接触线,确定其产生原因,并采取有效的预防措施,这对提高接触线的质量和生产效率有着十分重要的意义。
猜你喜欢
今日农业(2022年4期)2022-11-16
模具制造(2022年3期)2022-04-20
建材发展导向(2022年3期)2022-04-19
钣金与制作(2022年3期)2022-03-30
祝您健康·文摘版(2021年10期)2021-10-11
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年7期)2021-07-16
疯狂英语·新阅版(2019年9期)2019-09-10
扬子江(2019年3期)2019-05-24
科技资讯(2016年5期)2016-08-13
