利用贝壳结构线材3D打印GO/PLA复合材料
2021-07-06 04:07申航睿杨景梅
沈阳理工大学学报 2021年1期
申航睿,杨景梅,赵 晖
(1.沈阳理工大学 材料科学与工程学院,沈阳110159;2.沈阳飞机工业(集团)有限公司,沈阳 110034)
近年来,许多研究者致力于探究贝壳珍珠层的仿生结构来制备兼具高强度和高韧性的纳米复合材料,包括一维(1D)纤维、二维(2D)薄膜和三维(3D)纳米复合材料。其中贝壳珍珠母层是具有高强度与高韧性的杰出代表,其由95%(体积百分比)的无机质(碳酸钙粒子)和5%(体积百分比)的有机质(生物大分子)交替堆叠而成,呈现出独特的“砖-泥”自锁结构,是一种典型的有机-无机复合生物材料[1-2],其优异的机械性能很大程度上取决于二维片状材料和柔性生物高分子之间独特的“砖-泥”结构[3-4]。最新的研究成果显示仿生策略的优势,特别是在高性能建材领域。而3D打印技术可通过逐层堆叠的方式自定义复杂的结构,是实现多功能结构的强大工具[5-6]。
氧化石墨烯(Graphene Oxide,GO)作为一种功能性石墨烯材料,由于其具有高力学强度、高比表面积、化学稳定性、二维平面结构和表面官能团丰富等特点[7],在物理、化学、电学等领域受到研究者的广泛关注[8];另外,GO表面和边缘上具有多种含氧官能团,与聚合物基质之间可以以氢键键合的方式来提高界面相互作用力[9-10],与基底之间也有更好的相容性,因此GO常被作为无机填料用来改性复合材料以获得功能性应用。然而,GO作为各向异性材料,这些优异的特性(如力学性能)往往表现在平面方向上[11-12]。传统的改性方法包括化学改性法和物理改性法,其中物理改性又包括干粉共混、物理共混、熔融共混等。传统改性方法制备的复合材料中的纳米片往往是无序的。目前,石墨烯和其他二维材料的定向排列依然局限于非常简单的结构[13-14],如纤维和薄膜;但对于二维纳米材料如石墨烯,纳米片的定向排列是提高力学性能的关键。为获得高机械强度的GO功能复合材料,需研究一种高效的方法控制二维材料的排列方向。
本研究受贝壳珍珠层结构的启发,通过3D打印技术设计一种“反贝壳珍珠层”的结构来实现GO的定向排列。与传统贝壳珍珠层具有95%(体积百分比)的无机质和5%(体积百分比)的有机质不同,其是由高含量的有机质(质量分数为99%的聚乳酸)和低含量的无机质(质量分数为1%的GO)组成的GO/PLA纳米复合材料。聚乳酸(Polylactic acid,PLA)层和GO层的厚度可分别控制在微米级和纳米级,且可以控制GO的分布密度。将喷涂有GO的PLA膜卷成细丝并利用3D打印技术直接打印成三维结构。
由于GO在PLA膜表面形成二维排列,因此这种排列可以在卷成螺旋纤维后继承,即GO在这些纤维上呈轴向排列,因此,可以通过调整打印参数调整打印纤维的方向来控制GO的对齐。本文提出的打印方法利用了螺旋纤维的贝壳结构,设计一种高度排列GO纳米片的定向结构,所制备的卷曲纤维的横截面呈层叠的螺旋状;在机械性能上,利用GO/PLA复合纤维打印的三维结构在保证断裂伸长率的同时提高了抗拉强度和杨氏模量。
1 实验部分
1.1 实验原料
GO利用改良的Hummers法[15-16]氧化天然石墨粉制备;PLA膜,苏州市星辰新材料集团;过氧化氢,西龙科学有限公司;硫酸,分析纯,中化试剂有限公司;无水乙醇,分析纯,天津天力化学试剂有限公司。
1.2 GO/PLA复合膜的制备
根据改良的Hummers方法,通过氧化天然石墨粉末来制备GO。用去离子水将GO溶液稀释至0.5mg/g,将其置于超声细胞粉碎机中超声30min使GO溶液分散均匀。用食人鱼溶液(H2SO4和H2O2以3∶1的体积比混合)清洁20cm×20cm大小的玻璃板1h,以去除有机物;然后用去离子水和乙醇清洗玻璃板;最后将玻璃板置于70℃真空烘箱中干燥。图1为GO/PLA滚动纤维的制备和3D打印过程及GO/PLA和PLA螺旋纤维图片。将PLA薄膜裁成25cm×25cm大小,包在玻璃板上,将玻璃板预热至135℃;然后打开喷枪喷涂GO溶液;最后将GO/PLA复合膜在室温下干燥5min,使GO附着在PLA薄膜上。
1.3 横向剪切法制备涡旋GO/PLA复合纤维
GO/PLA复合纤维通过横向剪切法获得(如图1a所示)。为成功卷起纤维,在薄膜的一端使用玻璃棒卷出起始折痕,并以此为起点,用硅晶片将膜从一侧滚动到另一侧,最后得到横截面为螺旋状的GO/PLA纤维;螺旋纤维需在70℃下真空干燥48h。
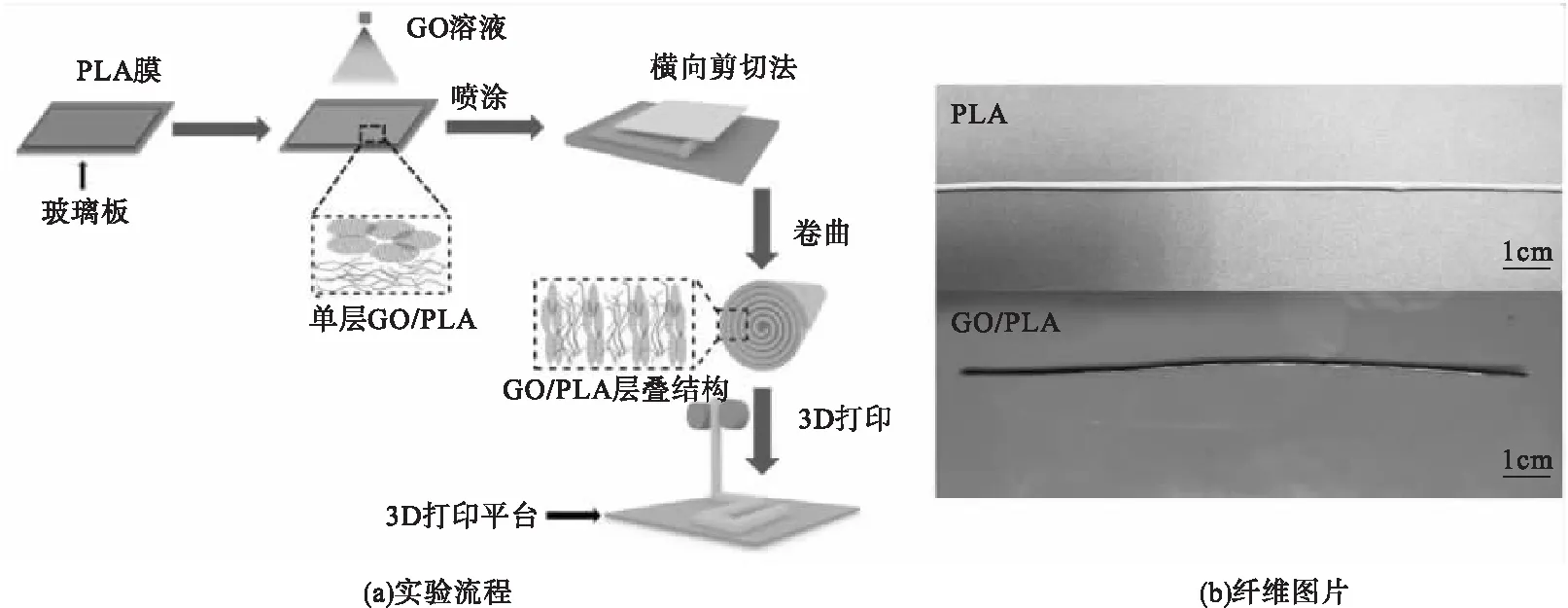
图1 GO/PLA滚动纤维的制备和3D打印过程及纤维图片
1.4 3D打印螺旋状GO/PLA复合纤维
GO/PLA螺旋复合纤维通过熔融沉积成型(Fused Deposition Modeling,FDM)进行打印。不同的打印参数对拉伸试样的力学性能有很大影响,通过控制变量法探究不同打印参数对拉伸试样力学性能的影响。最终打印机喷嘴的尺寸和打印温度分别设定为0.4mm和150℃,打印平台温度设定为60℃。
1.5 性能表征
使用Zeiss SUPRA 55 SAPPHIRE扫描电子显微镜SEM表征表面形貌;用明美MC-15光学显微镜表征GO在玻璃板上的表面分布;用Universal Testing Machines AG-IS测量螺旋纤维和打印样品的机械性能,至少测试5个样品的机械性能,取平均值。
2 结果与讨论
2.1 GO/PLA复合膜的结构表征
利用喷涂装置在PLA膜上喷涂GO来制备用于3D打印的GO/PLA复合膜,膜的厚度约为20μm。为使GO喷涂均匀,将GO分散液稀释到极低的浓度(0.5mg/mL)。为限制咖啡环效应(边缘有GO团聚),将GO纳米片喷涂在已经预热的PLA膜上。通过控制喷枪移动的速度(50mm/s,100mm/s,200mm/s)来控制GO的分布密度,可将GO层的厚度控制在十纳米至数百纳米的范围内;且可通过控制GO分布来避免产生大面积连续的GO纳米片。连续的GO纳米片会阻止PLA分子在层与层之间相互连接;在贝壳结构中,有机质之间的相互连接非常重要。
2.2 3D打印螺旋纤维的结构表征
GO/PLA螺旋纤维具有类似贝壳珍珠母层的层状结构,提高了GO取向性,因此,其具有优异的力学性能。图1b显示了GO/PLA螺旋纤维和PLA螺旋纤维的照片。与PLA纤维相反,由于喷涂了深褐色的GO纳米片,GO/PLA螺旋纤维的颜色变得更暗,表明GO纳米片在PLA膜上的分布较为均匀。GO/PLA螺旋纤维的SEM图片如图2所示。图2a螺旋纤维横截面图展示了螺旋纤维层层堆叠的结构;图2b纤维表面较为光滑;图2c纤维表面的细微裂纹可能是纤维从喷嘴挤出的划痕;图2d打印纤维较为致密,没较大的孔隙出现。

图2 螺旋纤维和打印纤维的横截面和表面SEM图
为研究高度取向的GO纳米片的增强效果,本文进行单轴拉伸试验来表征螺旋纤维的力学性能(如图3a)。纯PLA螺旋纤维的抗拉强度约为13MPa;而质量分数为1%的GO/PLA螺旋纤维的抗拉强度为16MPa,比PLA提高了23%。尽管GO纳米片的含量非常少,但排列的结构纤维在抗拉强度和断裂伸长率方面都有较大的提高,这是由于复合材料中定向排列的GO纳米片以及“砖-泥”互锁的贝壳结构在转移载荷方面具有很好的效果[20]。当GO含量增加时,复合材料的强度和断裂伸长率同时提高。为了解螺旋纤维断裂失效的过程,采用光学显微镜和扫描电镜观察螺旋纤维的断裂表面,如图3b所示。拉伸过程中,除了层间滑移[18-19],还有轴向旋转。如图3c所示,当螺旋纤维发生变形时,随着纤维伸长,直径减小,然后逐渐变得均匀致密直到断裂。断裂从纤维表面开始,在纤维中心彻底断裂,并且轴向旋转增加了沿轴向应变的长度。纤维轴向旋转伴随着能量吸收过程,此过程中的界面破坏可以归纳为以下几种:(1)纳米片在滑动过程中,其粗糙的表面提供了摩擦力,破坏界面必须克服这一摩擦力;(2)有机质层提供了较强的粘附作用,破坏界面必须克服有机质产生的粘附力,同时,有机分子在拉伸过程中由卷曲到伸直,可以产生较大的伸长率;(3)克服因纳米片“互锁”结构产生的阻力[21]。

图3 GO/PLA和PLA螺旋纤维的力学性能
2.3 3D打印拉伸试样的机械性能
3D打印复合材料的力学性能是实际应用的重要标准之一,故要对打印试样的力学性能进行评估。为探究不同打印参数对力学性能的影响,按照GB/T1040-2006标准,打印了哑铃型PLA拉伸试样,并做拉伸实验,研究其力学性能。图4为不同打印参数打印的PLA试样的力学性能。
通过控制变量法研究打印速度(10mm/s,20mm/s,30mm/s)、喷头温度(140℃,150℃,160℃)、打印平台温度(60℃,70℃,80℃)和模型填充率(60%,80%,100%)对抗拉强度和断裂伸长率的影响。由图4可知,打印速度、填充率、喷头挤出温度和打印平台温度对抗拉强度均有显著影响;相比打印速度和喷头挤出温度而言,填充率对抗拉强度和断裂伸长率影响较小。当以抗拉强度作为衡量指标,在当前试验条件下,最佳的打印参数组合为打印速度20mm/s、喷头挤出温度150℃、打印平台温度60℃、填充率100%,拉伸试样抗拉强度可达到13.01MPa。

图4 不同打印参数打印的PLA试样的力学性能
利用FDM在取向性上的优势与新的打印工艺相结合来控制GO沿不同角度排列;而光栅角度是控制纳米填料定向排列的关键。本文研究不同光栅角度对PLA力学性能的影响,结果如图5所示。

图5 不同光栅角度对PLA力学性能的影响
光栅角度的不同会影响聚合物链从喷头挤出时的沉积方向,从而影响打印制品的结构,导致打印制品的力学性能受到影响。由图5b可知,光栅角度为90°时,PLA试样具有较高的强度。这是由于PLA从喷嘴挤出时,聚合物链沿轴向取向,作为增强材料的GO纳米片提供了更高的力学性能;当光栅角度为0°时,主要依靠层间的粘结强度抵抗拉应力,所以抗拉能力最弱。因此,采用光栅角度90°来研究不同GO含量对GO/PLA复合材料力学性能的影响。图6为3D打印的GO/PLA拉伸试样力学性能表征图。

图6 3D打印的GO/PLA拉伸试样力学性能表征图
由图6可知,最佳打印参数打印的PLA试样拉伸强度约为11MPa。当GO(质量分数约为0.5%)定向排列在聚合物之间时,抗拉强度为13MPa,提高了8.3%;随着GO含量增加到1%,拉伸强度为16MPa,提高了33.4%,但断裂伸长率有所下降(如图6a所示);当GO含量达到2%时,断裂伸长率和抗拉强度急剧下降。这是因为高含量的GO片连成整体,阻碍了有机质层(PLA)之间的连接,使聚合物链断裂。对比打印前后试样的抗拉强度和弹性模量,打印后的强度和模量均高于打印前的试样。在打印过程中,打印喷头提供的剪切力使打印纤维进一步压实,即使GO含量较低,GO/PLA打印式样相比于纯PLA也表现出更佳的力学性能。以GO纳米片作为填料的GO/PLA螺旋纤维的断裂伸长率略有下降,这对于复合材料来说是正常的[17]。
3 结论
(1)研究一种普适性较高的3D打印纳米复合材料的方法,用于制备具有高度定向的二维纳米复合材料,使其在三维方向上具有优异的力学性能和各向异性性能。
(2)当以抗拉强度作为衡量指标,在当前试验条件下,最佳的打印参数组合为打印速度20mm/s、喷头挤出温度150℃、打印平台温度60℃、填充率100%、光栅角度90°,拉伸试样抗拉强度可达到13.01MPa。
这种滚动横向剪切策略为大规模设计和自定义其他复杂层次的结构材料提供了一条简单的途径,解决了二维材料与PLA粘附性的问题;通过这种方法可以定向其他纳米填料(如石墨烯、还原石墨烯、碳纳米管等)在三维方向的排列,这可能带来导电性能、介电性能等一系列电学性能上的变化。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
现代电子技术(2022年9期)2022-05-12
交通科技与管理(2022年8期)2022-05-07
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
科技视界(2020年8期)2020-05-18
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
科学与财富(2016年7期)2016-03-25
湖南大学学报·自然科学版(2014年3期)2014-12-30