基于斜齿轮端面与侧面图像处理的螺旋角测量方法
2021-07-12 08:00宋栓军王启宇贾秀海侯中原王茹宇
西安工程大学学报 2021年3期
宋栓军,王启宇,贾秀海,侯中原,王茹宇
(1.西安工程大学 机电工程学院,陕西 西安 710048;2.山西职业技术学院 计算机工程系,山西 太原 030000)
0 引 言
齿轮作为动力传动装置非常重要的零件之一,在工业发展中发挥了至关重要的作用[1-3],而齿轮的各个参数的准确性直接影响机械产品的性能[4],所以测量齿轮的各个参数尤为重要。斜齿轮啮合性能好,传动更平稳,振动与噪声也更小,因此应用广泛[5]。为了让斜齿轮更稳定地传动,需确保相互啮合的斜齿轮螺旋角的大小相等。斜齿轮在制造过程中不可避免地产生误差,会影响到传动的平稳与精度[6-7],因此斜齿轮螺旋角大小的测量起着至关重要的作用。高丽芹分析了运用压痕法测量标准斜齿轮,利用铣床搭配挂轮的方法测量变位斜齿轮,利用中心距法测量有断齿的斜齿轮,但压痕法所测量的数据精度较低,铣床搭配挂轮的方法操作复杂,中心距法只有在2个齿轮正常啮合时才可以测量,不能实现对斜齿轮的单个测量[8]。胥正皆等利用卡尺等量具,测量斜齿轮的螺旋角,并推导出斜齿轮螺旋角的求解公式,但用多种量具测量会产生误差积累从而影响最终测量结果[9]。林国栋使用磨齿机测量斜齿轮螺旋面上的导程,较为精确地计算出斜齿轮螺旋角的大小,此方法需用到专业设备且效率较低。传统的人工测量方法精确度不高、效率低,故非接触式测量得到快速发展[10]。訾豪等提出了一种利用激光位移传感器来测量斜齿轮螺旋角的方法与装置,并较准确计算出斜齿轮的螺旋角,实现了对斜齿轮的非接触式测量,但测量耗时较长、安装精度要求高,不适用于大批量的斜齿轮快速测量[11]。随着机器视觉的不断发展,视觉测量技术成为非接触式测量的主流[12]。牛金星等利用机器视觉技术,把采集到的图像使用轮廓拟合法,实现了对齿轮齿形基本参数的非接触式测量[13]。梁经伦等搭建了精密的视觉测量系统用来测量齿轮的各项参数[14]。石维等利用机器视觉对斜齿轮进行螺旋角的测量,用相机对斜齿轮的上下端面进行图像采集,再经图像处理,获得斜齿轮的主要特征参数,并用上下端面旋转所形成的旋转角进一步计算出斜齿轮的螺旋角,但此方法在单相机采集图像时,还需手动操作,增加了时间成本[15]。
本文利用互相垂直的2个相机,分别对水平放置的斜齿轮端面与侧面进行图像采集与处理,得到斜齿轮主要参数的几何尺寸,再利用分度圆螺旋角与齿顶圆螺旋角的关系,最终得到斜齿轮的螺旋角大小。该方法只需对2个图像进行图像处理,不需用手工测量参数,大大减少了测量所用时间,从而实现对斜齿轮的非接触式测量,且测量结果在理想误差范围之内。
1 测量系统
该斜齿轮测量系统主要包括光源、CMOS相机、镜头、相机支架和计算机。光源采用LED背光源与前照光源组合照明,背光源可以突出斜齿轮的端面轮廓,前照光源可以突出显示斜齿轮侧面的一个齿顶圆柱面齿廓的齿形轮廓。采用2个CMOS相机,且垂直安装,分别采集水平放置的斜齿轮的端面图像与侧面图像,并将图像传入计算机进行图像处理与计算。测量流程如图1所示。

图 1 斜齿轮螺旋角测量流程图Fig.1 Flow chart of helical gear measurement
将2个垂直放置的相机均与计算机连接,分别对斜齿轮的端面与侧面进行图像采集,用计算机对斜齿轮端面图像进行图像处理,获得斜齿轮的齿顶圆直径、齿根圆直径等参数,对侧面图像进行图像处理,获得斜齿轮的齿顶圆螺旋角的大小,并进一步计算出斜齿轮的螺旋角大小。
2 斜齿轮图像处理与参数测量
2.1 斜齿轮端面图像处理及参数测量
对于斜齿轮的端面部分,主要获取的参数为齿顶圆直径、齿根圆直径、分度圆直径、模数和齿数。
2.1.1 灰度转换 彩色三通道图像相对于灰度单通道图像数据信息更多,处理速度慢,为提高计算机对图像的处理速度,需要把采集到的彩色RGB图像转换为灰度图像[16-17],以提高图像处理效率。
2.1.2 图像滤波 在图像采集与传输的过程中,会产生一些对图像有影响的噪声,对图像处理的结果产生一定的影响,所以需要对图像进行滤波去噪处理,且在保证有效保持图像边缘信息的前提下,采用5×5的高斯滤波对图像进行滤波去噪处理[18-19]。
2.1.3 图像二值化 此斜齿轮端面图像包括端面黑色部分、阴影部分和白色背景部分,测量参数只需用到端面黑色部分,所以对转灰度且滤波去噪后的斜齿轮端面图像进行二值化处理,使得图像成为只包含端面黑色部分与白色背景的二值化图像[20-22]。
2.1.4 形态学处理 二值化处理后的图像中心有圆孔和键槽,采用种子填充法进行孔洞填充,使孔洞与齿轮图像具有同样的灰度值,以便于斜齿轮中心点坐标的测量。
2.1.5 参数测量 齿轮中心O、齿根圆直径df、齿顶圆直径da的测量。齿轮中心是齿轮各个几何参数测量的参考基准,准确获得齿轮中心对后续的参数测量有非常重要的意义[23]。首先,提取形态学处理后图像的亚像素边缘轮廓;其次用最小二乘法拟合出一个圆[24],此圆的圆心就是该斜齿轮的齿轮中心O;最后,求取最大内接圆与最小外接圆,即可得出该斜齿轮的齿根圆直径df与齿顶圆直径da[25]。斜齿轮的端面模数mt可表示为
(1)
以齿轮中心O为圆心,设置一个直径为(da+df)/2的圆,用二值化处理后的图像减去此圆,得到斜齿轮齿数的图像,再进行连通域分析,得到斜齿轮的齿数z。
分度圆直径d可表示为
d=mtz
(2)
2.2 斜齿轮侧面图像处理及参数测量
对于斜齿轮的侧面图像,主要获取的参数为齿顶圆螺旋角和分度圆螺旋角。
2.2.1 图像处理 1) 在采集到的斜齿轮侧面图像上提取一个ROI图像;
2) 对所得图像进行与端面图像相同的灰度转换和滤波去噪处理;
3) 对图像进行二值化处理,使得图像只剩下斜齿轮的一个齿形区域,并进行孔洞填充;
4) 对齿形区域进行形态学开运算处理,消除一些毛刺,使得边界轮廓更平滑[26];
5) 对形态学开运算处理后的图像进行角点检测,得到此图像的4个顶点坐标。
2.2.2 螺旋角的测量 1) 对上述的4个顶点坐标,取2个上顶点的中点得到点E,取2个下顶点的中点得到点F。
2) 齿顶圆螺旋角的正切值为
(3)
式中:lEF为两点在水平方向的实际弧长;hEF为两点在竖直方向的实际长度。
3) 分度圆螺旋角为
(4)
式中:βa为齿顶圆螺旋角;da为齿顶圆直径;d为分度圆直径。
3 实验及结果对比
实验使用的是一个已知参数的带有键槽的尼龙斜齿轮,分别采用人工测量方法、文献[15]中的上下端面测量方法和本文的测量方法,对同一个斜齿轮的5个不同轮齿进行测量,测量结果如表1所示。
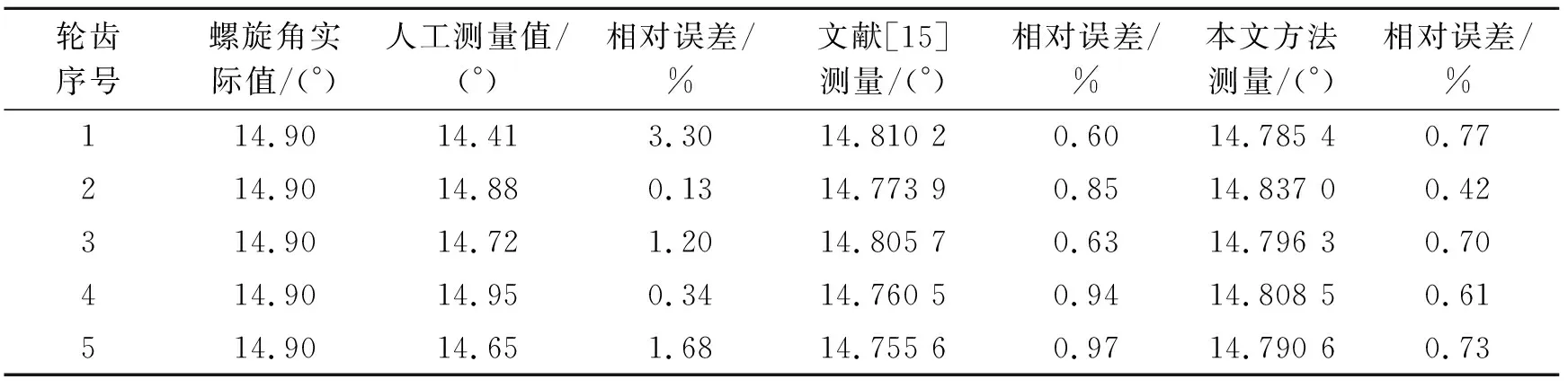
表 1 螺旋角测量结果Tab.1 Measurement results of helical gears
由表1可知,用该机器视觉测量方法所测得的斜齿轮螺旋角与实际值的平均相对误差为0.65%,小于人工测量的平均相对误差1.33%,也小于文献[15]测量方法所测得0.8%的平均相对误差。同时,人工测量时会不可避免地出现读数误差,所用时间为18.35 s。这是因为测量步骤较多,使得结果出现误差积累,且耗时较长。文献[15]测量耗时9.42 s,本文测量方法相对于文献[15]中的测量方法,省去了人工操作的步骤,因此测量所用时间相对较短,为4.58 s,体现出了该测量方法的高效性,且具有较高的准确率。
4 结 语
为了快速、准确地测量斜齿轮螺旋角,给出了一种通过使用双相机,利用图像处理技术实现对斜齿轮螺旋角快速测量的方法。通过对本文机器视觉测量方法与人工测量的方法和文献[15]的测量方法进行对比可知,本文方法测量结果在精度上与效率上都好于其他方法,实现了对斜齿轮螺旋角的非接触式测量。未来,还需要对边缘检测算法的抗干扰性与准确性进行进一步研究,使得整个斜齿轮测量系统可以应用到更复杂的工作环境。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
汽车实用技术(2022年16期)2022-08-31
电脑知识与技术(2022年9期)2022-05-10
交通科技与管理(2022年8期)2022-05-07
现代临床医学(2022年2期)2022-04-19
计算技术与自动化(2022年1期)2022-04-15
燃气涡轮试验与研究(2020年2期)2020-06-20
科技传播(2019年22期)2020-01-14
中国建筑金属结构(2018年6期)2018-08-31
中学生数理化·高一版(2017年3期)2017-07-08