
基于监测及控制系统升级设计的轴承压装机改造
2021-07-19 09:29牛刚陈春明
科技研究 2021年9期
牛刚 陈春明
摘要:轴承压装机是机械较重要的组成部分之一,目前市面上的轴承,压装机大多数处于固定式半自动压装机,计算机监测一级控制系统并不完善,存在的安全隐患也较为多,信息化也不完全,并不能做到数字化监控,因此,实现计算机,监测和控制系统是主要趋势,开发,多线程机制的轴承压装机监测及控制系统软件,是十分有必要的,它不仅能够节省人力物力成本,同时也不需要人为干预,所具备的数字化系统更加较为安全,不仅能够准确的得到你所需要的各种参数,还能够得到压装力的曲线,能够完全的实施全自动信息管理,实现全部自动化。
关键词:轴承压装机;监测及控制系统;自动化;轴承
轴承压装机在所有的机械活动中都起着十分重要的作用,它是机械活动中不可或缺的一部分,而轴承压装机主要的工作内容是将轴承压装到车轴上,并且采用的方式是冷压方式。随着现阶段科学技术的不断发展,以及轴承压技术也在不断进步,这种轴承压装机满足不了现代发展的需要,为了能够更好的发展轴承压装机,同时能够得到适应轮轴数据联网管理的需要,实施设备自动化,越来越多的工厂及单位正在或者即将装备微机控制压装机,能够更好地监测压力曲线,并具有自动报警的装置,保证了轴承压装机的安全。虽然改造升级轴承压装机需要拆除原有的仪表指示或者单片机控制装置,但是相比起引进新的轴承压装机来说,轴承压装机并没有到达报废年限,如果强行换新机会,造成极大的物料浪费,因此,这种改造装置方法也大大的降低改造成本,同时也能实现监测以及控制系统自动化的改造升级,并且,不再需要人工的干预,就能够得到所需要的各种质量的参数,以及压装力的曲线,达到了现在生产生活中对于轴承压装机的作业要求。
一、轴承压装机
1、轴承压装机结构原理
1.1、门轴压装机基本结构组成以及工作方式
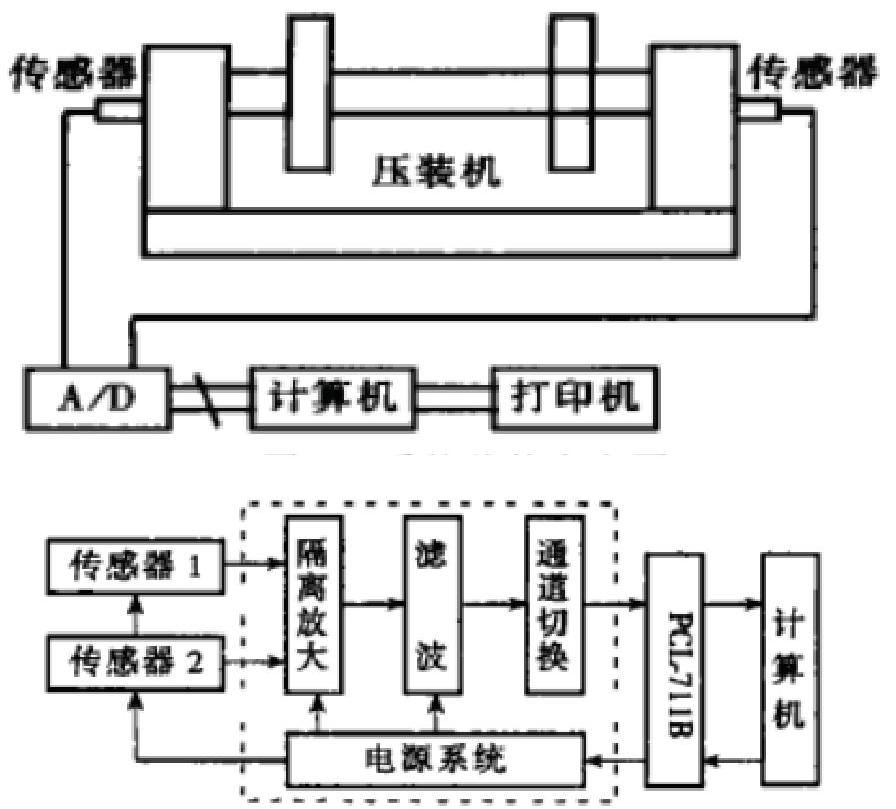
图一是轴承压装机的基本组成原理,它是由上横梁以及底座两部分组成的整体承载主机架,左右两面有两只压装油缸,除此之外,还有轮对顶起油缸、轮对定位机构、轴承支承、输送机构、液压站和单板机自动控制系统等组成(图一中由1到9号数字标明其所在位置)。左右两边两个压装油缸是由两组阀门单独控制的,它不仅能够避免两个油缸压力之间的相互干扰,除此之外,在液压系统的运作中,还能够增加轮对顶固功能(伦队顶固功能是指在轴轴承压装机压装的开始前,先行锁定了轮对功能),增加了轮对顶固功能,能够保证两侧轴承压装及力的变化不受影响,从根本上解决了轴承压装机在压装过程中轮对的左右窜动,保障了轴承压装机在工作中的稳定性,同时还能够准确的反映轴承压装机各自的物理特性,能够得到各自的标准曲线,还能够确保准确判别各自轴承压装机压装力曲线的拐点。
1.2、轴承压装机的工作流程
轴承压装机具体的工作流程为以下部分,轴承压桩机在开始之前,工作人员应当将伦队推到工作区,紧接着找到定位活塞筒杆,并且在定位活塞筒杆的一端套上待压轴承,挂好后档,然后工作人员按开始自动压装按钮,紧接着,轴承压装机的电磁阀开始动作,轮对顶起油缸将轮对顶起,等到到达指定位置后,开始进行轴向油缸进行轴向锁定,等这些全部操作完成之后,后定位抢输油管油开始进油,操作人员将轴承压桩机的定位活塞筒杆以及中心孔顶椎推到指定位置,紧接着由进入到轴承压装机腔内以后,然后再推动轴承压装机的活塞筒杆,并将其轴承和后档一起压入轴颈,并且和防尘坐一起加压,加压时间要保持在3到5秒左右,待加压完毕之后,将轴承压装机的定位活塞筒杆和压装活塞筒杆推回到指定位置,轴向锁定油缸解除轴向锁定,轮对顶起油缸也缓慢放下轮对,并且将轮对顶出油缸将轮对顶出轴承压装机的压装工作区,到此为止,完成了一整个压装过程。
2、轴承压装机压装缸結构以及压装力基本算法
2.1、轴承压装机压装缸结构
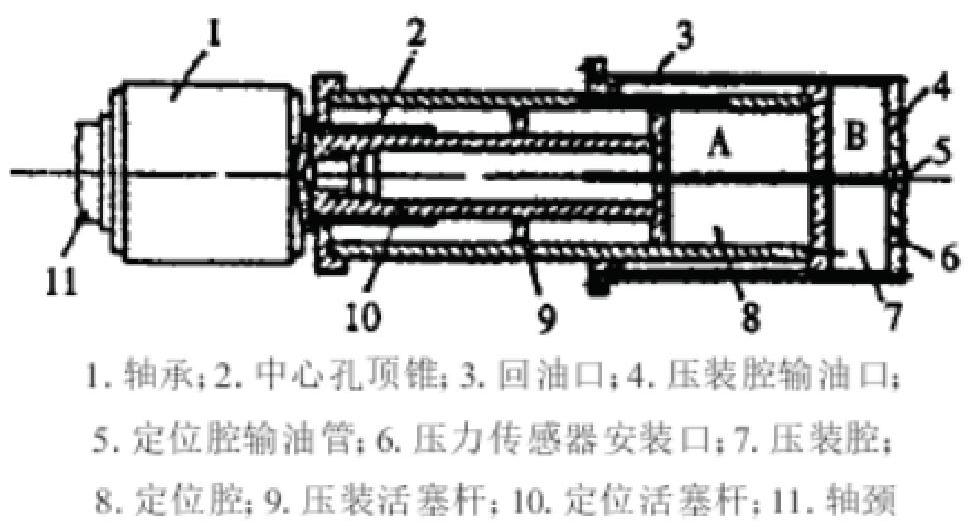
对于现在市面上的轴承压装机来说,大多数的轴承压装机压装缸采用的大多都是套筒式两级活塞形式的压装缸,图二所示的是压桩缸基本组成结构,从左到右,依次说明。第一级活塞又称为定位活塞杆,同时也可以把它叫做顶针,它的主要作用是用来定位轮对。而第二级活塞杆又称为压装活塞杆,同时也可以叫做引套,第二级活塞主要负责的是将轴承压装到轮轴上。在压装腔的杠壁上,有安装压力传感器的安装位孔,用来测定压力的大小。在理想的状况之下,压装机枪内装满腔液的情况下,压装腔液压油压力与轴承压装力成正比关系,并且这种线性函数关系一直保持良好,因此,再能够测得液压缸压装腔压力的时候,可以通过这种线性函数关系计算出轴承压装力,从而更加有效的控制压庄质量。
2.2、轴承压装力的具体算法
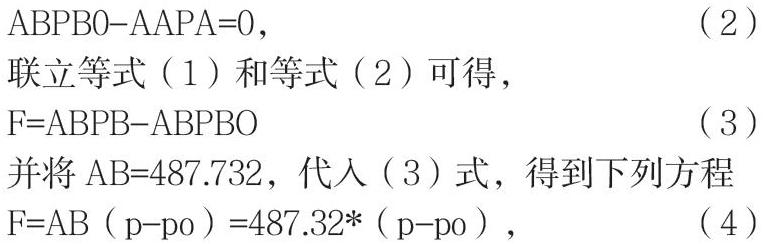
在计算轴承压装力之前,我们应当测量出压装油缸的结构和具体尺寸,然后根据压装油缸的结构和具体尺寸,得到压桩缸力的平衡方程式,为
在这个压桩缸力的平衡方程式中,F表示围轴承压桩力,它的的单位是KN,AB,则表示的是压装腔,主要是压装枪B枪的有效面积,单位是nm2,AA表示的是定位套筒腔,主要指的是A腔的有效面积,单位与B腔的单位面积的相同,PA表示的为A腔压力,PB表示的为B腔压力,单位都是mPa。
由于压装腔液压油压力与轴承压装力成正比关系,因此啊,PB随着轴承压装力的增加而增加,在计算时,应当假想成理想状态,其他的变化将忽略不计,视为恒定值。并且在,轴承装压机启动的前一瞬间,将轴承压装力视为0,用P0来表示,可得等式为
p,表示为传感器检测的压力,p0,表示的则是压装油缸的被压力,这种计算轴承压装力的方式,就是压桩监测系统的基本操作原理,可通过利用(4)等式来直接计算。
二、监测及控制系统升级设计改造方案
计算机技术在21世纪得到了飞跃式的发展,在我们生产和生活中得到了广泛的运用,工控机的发展也得益于此项技术,在原有程度上大大提高了工控机的可靠性。将模块化信号输入输入卡,不仅可以运用计算机实现复杂的模式运算和控制,对于开关,也可以实现量控制,设计的可能性变得更加灵活和开放,因此可以设计以工控机为核心的轴承压装机的监测和控制系统,从而改造原有的单片机的压力自动监测和控制的系统。主要运用于WINDOWS98平台的软件,能够在轴承压装机的压装过程中自动检测出压装力的变化,通过压装力变化的曲线,能够有效的判断轴承压装的质量,不仅如此,此系统还能将实时的,轴承监测数据发回到计算机内整理,将数据打印出来。
2.1、监测和控制系统改造的具体措施
原有的压力表也可以在此系统中使用,所以给予保留用作压力指示,压力传感器应当更换,为高精度的压力传感器,提高压力,敏锐度以及互换性,对于液压站、油管路、电磁换向阀、plc和计电阻等一些原油压及控制系统装置也可以继续使用,对于轴承压装机的压力监测仪来说,应当采用工控机为核心的新系统。新型的轴承压装机系统在压装过程中,可以实现自动化启动监测和控制程序,能够实时的监测压装力的变化,通过计算程序得到所需要的参数,将这些参数与系统数据库中的参数标准做对比,可以判断出轴承压装机所压装的轴承是否合格,也可以实现轴承数据自动录入计算机系统,进行自动处理与计算,并将其压桩记录打印出来。图四为压装力信号采集的流程图。
2.3、监测和控制系统的硬件结构改造
为了能够更好的提高系统的互换性和可靠性,并且降低改造成本,阴茎他可能的采用高性能产品,在控制系统的系统统柜内,应当放置计算机和打印机,以及一些不间断的电源设备等,还应当,安装控制系统所需要的设备,所有设备应当按照电气标准的要求来操作,并对强电和弱电信号采取隔离保护的措施。除此之外,还应当针对所需要求对轴承压装机进行改造,压力传感器监测压装缸压力信号经过放大、过滤和AD转换后,由于需要经过计算机系统的处理分析,信号调理板上应当设有拔码开关,操作人员可以切换不同的采样通道,并不需要增加传感器电源,就可以从计算机内部得到所有电源型号。
2.4、监测和控制系统的软件结构改造
监测和控制系统的硬件改造十分重要,同样软件的改造也是极为重要的。软件最主要的功能是将系统的硬件结合起来,使其成为一个有机的整体,是监测和控制系统能够实现预期的功能,不仅为操作人员提供了人性化的操作接口,还可以提高工作效率,降低人力成本,除此之外,还能够根据轮对轴承压装力的监测要求,来实现全部的自动化轴承数据化管理,同时还能够对轴承的压装力起到监测和控制作用,还能够提高压桩质量等功能。
三、总结
监测和控制系统的改造十分有必要,不仅改变了原有系统依赖人工作业的现状,实现了全部自动化监测和控制轴承压装机,提高了轴承合格率,对于压桩数据也能得到很好的保存。通过计算机大数据控制,比起市场上的同类产品来说,这个系统的操作也十分简单,性能稳定,实现了自动化轴承压装机的要求。大数据的管理和保存也符合当代机械的发展和要求,具有良好的经济效益和社会效益。除了老款式的轴承,还需要学习西方先进的科学技术,在日本和美国的尖端轴承技术比较完善,可以更好的支撑设备的损耗和外部施压,轴承滚针和轴承内衬日本和中国是两种设计方案。采用单台试装压机取代双台装压机的对称布置将由三个回路取代,多缸的不协调运作能够精准地提升同步运转的精度,避免人机不协调导致的隐患,事故提高了可靠性能,给工厂带来新的经济效益,还能减缓操作布局,选择合适大小的液压回路,可以有效避免原液压及回路因转向冲击带来的一系列危险,例如元件损害和液压泄露等问题,造成人员伤亡,这样还能减少设备的维修和元件的更换,这将是两种新型的新轴承压装机液压站的相比的优点。
参考文献:
[1] JiangZM,XuAM,Hu DZ,etal.EffectofSb asa Surfactanton the inner diffusion of epilayerGe atoms into is substrate[J].Thin solid Films,1998,321:116.
[2] Jiang W R,Qin J,Hu D Z,et al.A two stage molecular beam epitaxial growth method to fabricate small and uniform Ge quantum dots on Si (100)[J].Journal of Crystal Growth, 2001,1106:227-228.
[3] Zhu HJ,Jiang Z M,Xu AM,et al.Surfactant influence on the Ge het-eroepilayer on Si(001)studied by X-ray diffraction and atomic force mi-croscopy[J].J Cryst Growth,1997,179:115.
[4] Wu LM,Chen X C,Hu D Z,Zou L J.Study on surface of high-solids polyurethane and polyurethane/Tinned iron interface[ J].Surface interface Analysis,2000,388:2618.
[5]裴成文,秦捷,劉晓晗,等.Si(100)衬底上部分弛豫外延薄层Ge膜的应变研究[J].半导体学报,1999,20(7):554.
作者简介:陈春明:副教授,从事电气自动化讲究及教学,E-mail:342349545@qq.com.
基金项目:湖南省教育厅科研重点项目:基于监测及控制系统升级设计的轴承压装机改造(17A060)研究成果之一
湖南交通工程学院 湖南 衡阳 421009
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
中国电气工程学报(2020年3期)2020-07-31
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
农家科技下旬刊(2018年5期)2018-07-29
科技风(2018年23期)2018-05-14
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
微型计算机·Geek(2009年8期)2009-12-15
