
含铜玻璃对金属化银浆电极焊接性能的影响
2021-08-29 08:11杨云霞李红波
电子元件与材料 2021年8期
王 坤,杨云霞,袁 晓,李红波,仝 华
(华东理工大学材料科学与工程学院,上海 200237)
晶硅太阳能电池是应用最广泛的光伏器件,在新能源产业中发挥着越来越重要的作用[1]。为了持续提高电池的效率和使用寿命,电池制造的关键工艺和材料,特别是金属化材料,面临着不断改进和提升的要求。当前,丝网印刷银浆金属化技术被普遍应用于制造晶硅电池电极。其中,电池正面细栅电极形成银硅欧姆接触[2],使得体内的光生电流被导出,因而受到产业界和科研界的广泛重视和研究。电池正面主栅电极和背面电极承担的重要功能是通过与焊带焊接将数十片电池片连接成光伏组件。电极的焊接性能对电池寿命和输出功率产生重要影响[3]。据King 等[4]报道,电极焊接性能变差是电池组件输出功率衰减的重要因素之一,由此造成组件输出功率每年减少5%以上。这使得研究和阐明银浆电极焊接性能的影响因素和调控机制成为一项重要任务。
主栅银浆和背电极银浆的构成包括银粉、有机载体和玻璃粉[5]。玻璃粉通常仅占银浆总质量的2%左右,却在很大程度上决定了银电极与硅片的结合强度以及焊接性能[6]。在银浆烧结过程中,一部分玻璃熔体流向硅片表面与Si3Nx钝化层结合;另一部分玻璃留在银晶界中,对银电极焊接性能产生关键作用。银电极与锡铅合金焊料的结合生成金属间化合物Ag3Sn。如果银晶界中不含玻璃,Ag3Sn 会在极短时间内快速生长,以至于腐蚀到银硅接触界面[7]。玻璃不仅可以调节Ag3Sn 的生长速度,还会对焊料在银电极表面润湿或铺展产生重大影响,导致不同的焊接状态[8]。如果玻璃阻碍Ag3Sn 生长的能力过弱,则银电极易于过焊。而如果玻璃完全抑制了Ag3Sn 生长并使焊料在电极表面浸润性变差,则银电极易于虚焊或不可焊接。因此,为使银电极具有良好的焊接性能,需要通过非常细致的组分设计来调控玻璃的性能。
PbO-B2O3-SiO2体系玻璃析晶少、成玻性好[9],适用于陶瓷、玻璃、金属和半导体的封装,在主栅银浆和背电极银浆的应用中具有巨大潜力[10]。但这类玻璃在低温时流动性较差,对银粉浸润不充分,从而影响电极致密性[11],降低焊接强度。最近,Li 等[12]报道了ZnO、Bi2O3和Al2O3等氧化物作为玻璃组成对银浆电极焊接性能的改善作用。本课题组研究发现将CuO/Cu2O 组成引入到PbO-B2O3-SiO2玻璃中可以极大地提升玻璃的应用性能。本文将从银浆电极的焊接强度、可焊性和耐焊性等方面讨论含铜玻璃的作用,以及铜含量和焊接温度对玻璃应用性能的影响。
1 实验
1.1 样品制备
玻璃粉制备。表1 列出了用于制备玻璃粉样品的化学原料及其摩尔比例。玻璃粉的制备步骤如下:称取药品,经过充分混合后装入刚玉坩埚;将玻璃原料放入马弗炉中熔制(以15 ℃/min 的速度升温至1200℃,并保温1 h);将玻璃熔体倒入去离子水中水淬得到玻璃碎粒;最后,使用行星球磨机制得D50粒径尺寸在2 μm 左右的玻璃粉。

表1 玻璃原料及其摩尔百分数Tab.1 Raw materials for glasses and their mole fractions %
银浆制备。在电子天平上准确称量银粉、玻璃粉和有机载体(质量比60.8 ∶1.2 ∶38);先手工搅拌混合,再使用三辊研磨机充分混合得到银浆。
银电极制备。选用Si3Nx镀膜单晶硅片,在丝网印刷银浆后,将硅片置于250 ℃的链式炉中烘干,使有机相充分挥发。使用Despatch 红外烧结炉,在线性控温程序下烧结:先在60 s 内从室温升温至550 ℃,接着6 s 内从500 ℃升温至750 ℃,然后在750 ℃保温6 s,最后随炉自然冷却。
1.2 表征和测试
玻璃热学性质表征。使用差示扫描量热仪(TA,2910/1090B)在10 ℃/min 升温速率下测量玻璃粉玻璃化转变温度(Tg)和析晶温度(Tc)。
焊接拉脱力测试。首先,使用电烙铁将宽度1 mm双面镀锡铅合金焊料的铜带焊接在银电极上。电烙铁的温度分别设定为340,380 和400 ℃。接着,使用HZ-1004C 型拉力测试机测量焊带从硅片剥离的拉力。焊带的剥离速度设定为5 mm·s-1。
电极可焊性测试。将电极垂直浸入熔锡槽中,锡槽温度分别设定为340,380 和400 ℃。保持5 s 后取出电极,测算焊锡在电极表面的覆盖率。电极可焊性优良的焊锡覆盖率在95%以上[13]。
电极与焊料接触角测试。将一定量的锡铅焊料合金粉末放置于电极表面,然后在350 ℃热处理5 s。在冷却状态下,采用座滴法(如式(1))测算焊料在电极上的接触角θ[14],以此评价焊料与电极的浸润性。

式中:h为焊料原高度;d为焊料热处理后的直径。
电极耐焊性测试。将电极垂直浸入400 ℃的熔锡槽中,保持2 min 后取出。采用场发射扫描电子显微镜(FE-SEM,Hitachi,S-4800)观察锡铅焊料与银电极的接触截面形貌,并测量剩余银电极厚度来评价电极的耐焊性质[13]。
2 结果与讨论
2.1 玻璃热学性质
图1 展示了玻璃样品的DSC 曲线。#1 玻璃的玻璃转变温度(Tg)为476.3 ℃。当PbO-B2O3-SiO2体系玻璃中引入铜元素以及随着铜含量的增加,Tg呈现逐渐降低的变化。例如,#4 玻璃的Tg下降到440.6 ℃。在玻璃高温烧制过程中,CuO 原料会发生还原反应,使得一价Cu 离子作为网络外体填充于玻璃的网络间隙[15]:
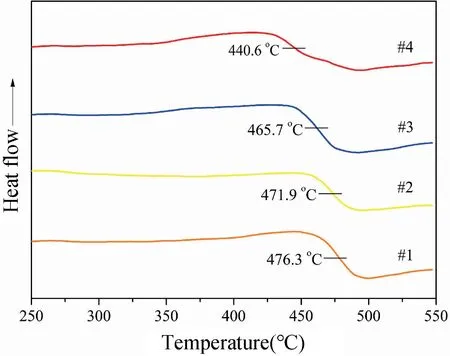
图1 玻璃样品的DSC 曲线Fig.1 DSC curves of glass samples

上述反应还放出O2,产生了大量游离氧,导致玻璃网络结构的键长变长、键强变弱,玻璃的网络骨架受到削弱。因此,玻璃的Tg逐渐降低。
2.2 玻璃对电极焊接强度的影响
电极焊接强度是电池组件可靠性的重要指标。通过测试电极焊接后的拉脱力评价玻璃对电极焊接强度的影响。图2 展示了不同焊接温度(340,380 和400℃)下电极的拉脱力数值。相比较采用#1 玻璃的电极,采用#2 和#3 玻璃的电极在不同焊接温度下的拉脱力均有明显提高,并且随着焊接温度升高,拉脱力也随之增大。例如,在340 ℃焊接温度下,采用#1 玻璃的电极其平均焊接拉脱力为1.6 N;而当采用了#2 和#3 玻璃时,电极的平均焊接拉脱力分别提高到2.5 N 和3.3 N。在采用#3 玻璃时,电极在380 ℃和400 ℃焊接温度下的平均拉脱力又分别提高到3.6 N 和5.7 N。这是因为随着铜含量的增加,PbO-B2O3-SiO2体系玻璃的Tg下降,在银浆烧结过程中更早熔融,与Si3Nx钝化层作用时间延长,因此电极与硅片的结合强度更大。另外,焊接温度越高,电极表面与焊料之间的反应越充分,结合强度也就越大。
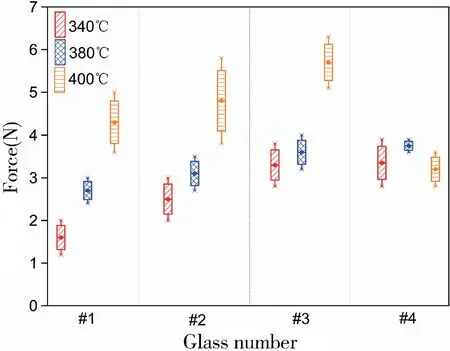
图2 分别使用#1~#4 玻璃时,银电极焊接拉脱力的箱式图。焊接温度为340,380 和400 ℃Fig.2 Box illustrations of pull-off force of silver electrodes using #1-#4 glasses,respectively.The soldering temperatures were 340,380 and 400 ℃
与采用#3 玻璃相比,采用#4 玻璃的电极平均焊接拉脱力在340 ℃和380 ℃焊接温度下仅有微小提升;但当焊接温度为400 ℃时,平均拉脱力下降到3.2 N。这是由于#4 玻璃铜含量过高,导致玻璃的Tg下降太多,熔融过早,从而阻挡焊料渗透的能力减弱,使得银电极与焊料反应加剧,金属间化合物Ag3Sn 的生长速度变大。在较高焊接温度下,大部分银电极与焊料反应生成Ag3Sn,电极与硅片的接触界面被破坏,结合强度减弱[16]。
从焊接拉脱力的测试分析得出,要获得高的电极焊接强度需要电极表面与焊料充分结合和反应,即良好的可焊性;还要求电极与焊料的反应速度不能过快而损伤到银硅结合,即良好的耐焊性。
2.3 玻璃对电极可焊性的影响
利用光学显微镜观察了不同焊接温度下(340,380和400 ℃)焊料在电极表面的铺展情况。如图3 所示,在340 ℃时,采用#1~#4 玻璃的电极表面的焊料覆盖率均小于50%,说明此时电极的可焊性较差。相比较,随着玻璃中铜含量的增加,电极表面被焊料覆盖的面积增大,电极的可焊性得到一定程度的改善,焊接强度也随之相应提高(如图2 所示)。随着温度升高,焊料在电极表面的覆盖面积也随之增大。在380 ℃时,焊料在采用#4 玻璃的电极表面上的覆盖率超过90%。当温度升高至400 ℃时,采用#1~#4 玻璃的电极表面上的焊料覆盖率都已达到95%以上。

图3 在340,380 和400 ℃焊接温度下,焊料分别使用#1~#4玻璃银电极表面的覆盖率Fig.3 Coverage of solder on silver electrodes using #1-#4 glasses at soldering temperature of 340,380 and 400 ℃
由此可知,增大玻璃中铜的含量或升高温度都可以显著提升银电极的可焊性。随着玻璃中铜含量的增加,Tg随之下降,玻璃与银粉形成了良好的共熔体,弥补了银粉烧结时颗粒与颗粒之间的孔洞。这样,电极表面结构变得更加致密,焊料更容易在致密的电极上铺展[17]。温度升高,焊料的黏度下降,润湿性变好,从而在电极表面的铺展面积变大。
图4 展示的光学显微镜照片记录了焊料与银电极界面间的接触角变化。接触角的变化可以反映出不同玻璃对焊料在电极表面润湿性质的影响[18-19]。在采用#1~#4 玻璃的电极表面,焊料液滴的接触角分别为109o,93o,64o和45o,显示出随着玻璃中CuO 的添加,焊料在电极表面的润湿性逐渐提升。当采用#3 和#4 玻璃时,接触角都小于90o,意味着在焊接时电极表面可以完全被焊料覆盖。一方面,这是由于增加玻璃中铜的含量,银电极烧结更致密,有利于焊料铺展。另一方面,由于玻璃网络结构中引入了Cu 离子,玻璃的金属性得到增强,增进了银电极与焊料的亲和性。
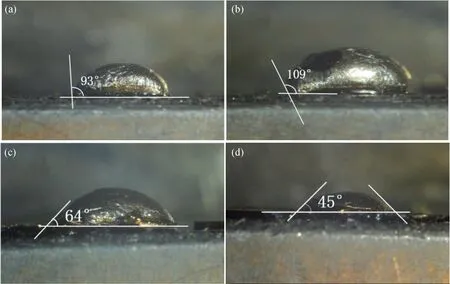
图4 焊料液滴在不同银电极表面的接触角Fig.4 Contact angle of solder drops on different silver electrodes
2.4 玻璃对电极耐焊性的影响
金属间化合物Ag3Sn 的生长速度决定了银电极的耐焊性。在经过400 ℃耐焊性测试之后,利用SEM 观察了银电极表面和截面的显微结构和形貌,如图5 所示。丝网印刷银电极的初始厚度为(12.7±1.7) μm。在浸入400 ℃熔锡槽2 min 后,银电极受到不同程度的熔蚀,部分银与锡反应生成了Ag3Sn。实验结果显示,Ag3Sn 的生长速度与银电极所含玻璃的性质密切相关。在使用#1 玻璃时,焊料与Ag3Sn 之间相互分隔清晰(图5(a)),电极的厚度减小到(11.6±1.6) μm(图5(b))。这说明,Ag3Sn 的生长速度很慢,仅有电极表面的部分银被熔蚀。而使用#2 和#3 玻璃时,银与焊料的反应加剧,Ag3Sn 向电极体内快速生长,如图5(c,e),电极的厚度分别减小到(8.5±1.1) μm (图5(d)) 和(6.1±0.7) μm(图5(f))。形成明显对比的是,含有#4 玻璃的银电极几乎完全转变为Ag3Sn,以至于在原先银电极的区域可以清楚地观察到硅表面的绒面结构,如图5(g,h)。
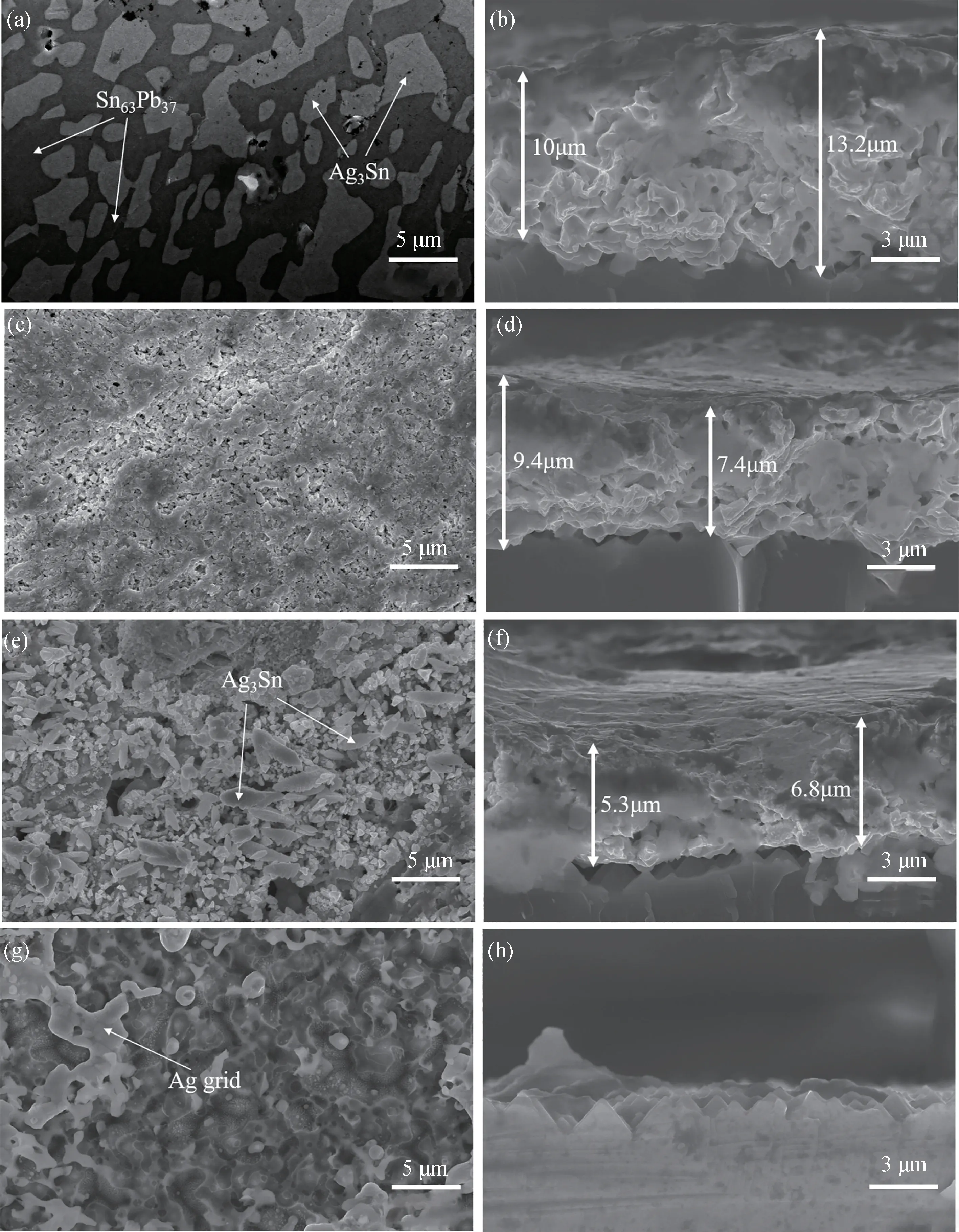
图5 经400 ℃耐焊性测试后,银电极表面和截面的SEM 照片Fig.5 SEM photographs (surface and section) of Ag electrodes after solderability endurance test at 400 ℃
以上结果表明,随着玻璃中铜含量的增加,银电极的耐焊性能会逐渐减弱。其原因为,含铜玻璃的金属性增强并且Tg下降,易于被焊料熔蚀,使得大部分焊料通过晶界向电极内部渗透,从而增大了Ag3Sn金属间化合物的生长速度。并且,如果提高焊接温度,这种效应将变得更加显著。
3 结论
本文讨论了含铜PbO-B2O3-SiO2体系玻璃在银浆应用中对金属化银电极焊接性能的作用和影响。研究结果表明,将铜元素引入到玻璃中可以有效提高银电极的焊接强度。这是由于随着玻璃中铜含量的增加,焊料在银电极表面铺展性得到极大改善,使得两者间的结合和反应更加充分,银电极的可焊性得到显著提升。但同时,银电极的耐焊性将会逐渐减弱。当玻璃中铜含量较高时或在高的焊接温度下,焊料对银电极产生很强的熔蚀作用,Ag3Sn 生长速度过快,破坏了银电极与硅基体的结合,反而造成焊接强度降低。因此,需要仔细地优化玻璃中的铜含量。在本文的研究中,当玻璃中CuO 的含量为摩尔分数2.8%时,银电极在400 ℃下的焊接强度(拉脱力)可达5.7 N,完全能够保障电池组件的长期可靠性。
猜你喜欢
宁夏大学学报(自然科学版)(2022年4期)2023-01-14
纺织高校基础科学学报(2022年3期)2022-11-12
中国粉体技术(2022年5期)2022-09-06
机电信息(2022年15期)2022-08-08
电子元件与材料(2021年10期)2021-11-04
粉末冶金材料科学与工程(2017年4期)2017-09-06
橡胶工业(2015年5期)2015-08-29
焊接(2015年5期)2015-07-18
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
电子世界(2015年18期)2015-02-06
