
试论机械加工中铣削加工精度的影响因素
2021-09-10 07:22母国妹
科技研究 2021年18期
母国妹

摘要:工业制造是国家发展中的基础性产业,而作为工业制造的主要环节之一,机械加工制造有多种加工方式,如铣削、磨削、车削等。数控铣床是现代化机械加工的重要手段,因精度控制成效关乎机械加工的质量及效率,为此,铣削加工中应将加工精度的控制作为重点。由于多种因素会导致铣削加工精度下降,因而文章将围绕机械加工中数控铣削加工精度影响因素及补偿措施展开探讨,并探寻保障机械加工精度的有效举措。
关键词:机械制造;數控铣削加工;精度控制
数控铣床加工时需要以加工要求为依据编制加工程序,而后由数字控制系统发出指令,从而实现对工件的自动加工。可采取数字化方式表达主轴起停与变速、刀具进退以及工件位移等各项操作,加工稳定性更高且更为精准。然而由于数控铣床自身精度、加工过程易出现控制偏差,因而会降低数铣加工精度。因此,需要加强数控铣床加工精度控制,从而提高数控铣床加工水平。
1.机械加工中影响铣削加工精度的影响因素
1.1数控铣床系统误差因素及补偿措施
1.1.1几何误差
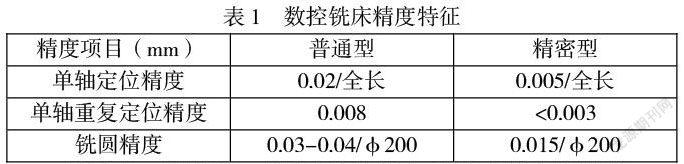
若是数控铣床系统中部分结构的几何参数不精准,或是位置定位不准确,会引起加工偏差。如丝杠是定位数控铣床精度的主要部件,若应用的是精度较高的滚珠线杠,会导致螺距误差出现。可通过螺距误差补偿方式降低此种几何误差,通过记录坐标轴中某一轴的运行位置,利用高精度测量系统进行测量,结合测量结果对比偏差值,从而在轴运行时由数控系统对出现偏差的位置给予自动补偿。数铣工件的加工精度等级取决于数控铣床重要结构的加工精度,如简易型数控铣床的运动分辨率是0.01mm,其运动及加工的精度均不足0.03mm,而超精密型数铣则可应用于高精密加工当中,精度可控制在0.001mm之内。
通过表1分析得知,单轴定位精度及重复定位精度是机械加工中轴的运行能否保持稳定的关键。
1.1.2受力变形
数铣工艺系统运行时,切削、装夹时会产生作用力,加之受到重力及惯力影响,会使工艺系统间的位置关系发生变化,会导致加工精度下降,或使加工过程出现不稳定问题。通过把握机床零件接触面的品质可增强接触刚度,从而化解此问题,如可通过刮研机床导轨或装配面实现刚度补偿。另一种补偿方式是加强支撑辅助,从而达到局部刚度增加的效果。如在加工细长轴工件时,可设置跟刀架,从而使铣削时的刚度有所提升。此外,也可采用补偿或转移等方式消除变形因素。
1.1.3受热变形
铣削过程中会产生切削热、摩擦热,或是因工作场地周边存在热源等因素,导致铣削工艺系统的温度异常升高。在热作用影响下,工艺系统会出现变形,会会引发工件、刀具位移,或是使之出现相对运动,从而降低加工精度。解决受热引起的变形问题,可选用对称式结构的机床,可应用主动控制方式对重要结构件的温度进行控制,且可采用切削液辅助降低系统温度,或是于加工前预热机床,空转直至热量均衡再正式进行零件加工。也可通过刀具及切削参数的调整降低系统温度,加工体积较大或较长的工件时,应确保工件夹紧后末端具有一定的伸缩空间。
1.2数控编程工艺因素及补偿措施
1.2.1刀具进退方式及加工方式选择
刀具进退方式是机械加工中与工件轮廓精度关联较大的因素,若是刀具直径发生改变,机床进给速度变化均会导致加工精度下降,因此,机械加工时进退刀应选用圆弧方式。数控铣削加工有两种加工方式,一为顺铣,二为逆铣,加工方式的选择也会影响加工精度。为保障加工表面品质,延长刀具使用寿命,应尽可能选用顺铣加工方式。加工表面硬化或夹砂工件时,为避免刀具受损则必须应用逆铣加工方式。含纤维材料等不属于金属材料的加工过程中,也需利用逆铣方式以切断纤维,从而保障加工不出现精度偏差。
1.2.2数铣孔加工路线选择
数控铣削时,若是加工位置精度要求不严格,可采用图1所示的加工路线(a)进行加工,此路线运行长度最短,但Y向上易出现误差是其弊端所在。若是加工时对位置精度有较高要求,则需采用路线相对较长的(b)图的加工路线,可对Y向误差进行有效规避。
1.2.3编程原点确定误差
数控编程中,原点的尺寸公差换算过程中易导致误差出现,因此,确定编程原点时零件加工精度会受到影响。为避免这一误差出现,应选择换算简便的点作为编程原点,且不可采用尺寸链换算方式进行计算。确保所选工件表面精度较高,且要以工作设计基准为依据,或是遵循工艺标准确定编程原点。
1.3工件自身因素、人为因素及补偿措施
1.3.1工件内应力
加工过程中,冷热变化会导致工件形成内应力,加工普通工件时,内应力会保持平衡,而若是所加工工件自身具备一定内应力,则会出现内应力失衡现象,便会引起工件变形问题。解决这一问题,主要方式是简化零件设计结构,或是做好工艺流程的重新梳理,将精加工及粗加工分开进行,以便粗加工完成后,留有充足时间重新分布内应力,确保工件充分变形,而后再进行精加工,可有效降低因变形误差所导致的加工精度下降问题。
1.3.2人工测量误差
工件加工或工序调整过程中,涉及工件测量,常会因测量结果不精准而导致加工误差,解决这些测量误差,有效办法是选择适合的测量方法,控制好量具精度,精准测量加工件,并把控好加工环境的温度。
2.保障机械加工精度的有效举措
2.1确保铣削加工方案的科学制定
铣削加工时,要加强影响加工精度的因素分析,确保铣削加工方案的科学制定。可采用阶梯铣削法加工平面工件。如加工齿轮类工件时,应选用立式铣刀,并采用展成加工方式。可运用光学手段,或利用电测试等方式控制工件的加工余量,以使之加工尺寸的精度控制更加精准。
2.2适当应用刀具补偿
若是铣削过程中刀具行走轨迹与切削形状存在偏差,则需要以实际加工形状为依据,测算出刀具位置处的轨迹坐标,并对其实施补偿。刀具补偿方法有两种,一为长度补充,是对刀具长度变化给予补偿。二为半径补偿,是通过刀具半径补偿以免加工时影响工件轮廓尺寸。刀具补偿既可采取人工补偿方式,由人工在编辑程序中录入刀具半径,也应采取自动补偿方法,即应用数控机床的刀具补偿功能实现。刀具补偿的应用,可对切削中因刀具磨损后出现让刀现象所导致的切削线路偏离问题进行有效规避,从而确保将加工精度控制工预定范围内。
2.3科学把控加工工艺
机械加工过程中,应了解加工产品图,明确加工产品的具体加工要求,详细分析质量检验标准,确定产品适用范围,并对产品表面的热处理情况进行了解,从而判断关键性产品要求。同时,要重视零件装夹环节,既要控制好零件尺寸精度,也要尽量降低装夹次数。应控制好加工顺序,遵循先粗加工、后精加工的原则,明确面、孔加工顺序。可采用分层加工方式,以便降低精加工时的切削量,并减少刀具或工件变形率,也可降低零件尺寸精度控制难度。
2.4选用适合的切削液
金属零件铣削加工时需要应用切削液,其可冷却刀具,也可起到润滑作用。切削液是由多种不同成分的功能型助剂配制而成,根据油品的化学成分不同,可将之分成两个类别,一是油基类切削液,二是水基类切削液。粗加工过程中,刀具切削工件时切削量较大,并且刀具旋转速度不快,易因温度升高而使工件出现胀缩现象,且刀具退火及淬火过程中会导致工件或刀具硬度变化,或改变其强度值,此时,可采用水基切削液冷却切削部位,从而消除因热作用所导致的变形问题,以此提高工件的加工精度。精加工过程中,刀具切削量并不高,但刀具转速及进给速度均较快,因而工件表面易出现毛刺,此时,可利用油基切削液润滑切削部位,从而避免出现毛刺,加工出高精度工件。
结语:机械加工中,铣削加工精度控制需要以影响因素的精准把控与及时消除为重点,以保证机械制造加工产业的平稳发展。应加强数铣机床自身系统误差控制、消除编程工艺误差,并做好工件自身因素、人为因素所导致的加工误差的有效控制,还应对其他方面的因素进行把控,立足加工实际,通过综合分析与全面控制消除这些因素对加工精度产生的影响,通过铣削加工精度的提升,确保发挥出工业制造产业在社会经济发展中的重要作用。
参考文献:
[1]潘迎春.影响铣削加工精度的原因与控制方法[J].科技展望,2017,27(18):60.
[2]宋文清.机械加工中铣削加工精度的影响因素分析[J].山东工业技术,2019,281(3):34.
[3]曾虎.铣削加工精度影响因素分析及控制措施[J].山东工业技术,2018(5):32.
猜你喜欢
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技传播(2016年11期)2016-07-20
企业文化·中旬刊(2015年10期)2016-03-09
科技资讯(2015年19期)2015-10-09
无线互联科技(2015年3期)2015-04-13
