
大型铸钢件多次补焊试验研究
2021-09-14 09:29杨永强欧阳建国郑春雷
大型铸锻件 2021年5期
杨永强 欧阳建国 郑春雷
(1.巨力索具股份有限公司,河北072550;2.河北省吊索具工程技术研究中心,河北072550;3.燕山大学材料学院,河北066004;4.材料综合实验教学示范中心,河北066004)
铸钢结构具有设计灵活,整体结构刚度大、力学性能方向性差异小等优点,广泛应用于工程机械、冶金设备、船舶和车辆等领域中。大型铸钢件的最大壁厚处可达几百毫米以上,其在生产过程中,基体存在着一定的铸造和热处理应力,在截面变化处和内部铸造缺陷处,极易诱发表面裂纹的产生。在焊接修复过程中,极易在补焊位置或附近发生二次或多次开裂[1]。在ASME IX、API-1104、EN 1090-2、AWS D1.1和AWS D1.5中均没有限制补焊次数,在IPS-CPI-270(2)中只允许补焊一次,在DNV-OS-F101、GB 50236、Q/CR 9211、NB/T 20002.6、TB/T 1983和GB/T 150.4中允许补焊两次。很多专家和学者认为,只要严格执行焊接工艺,补焊次数和产品质量并没有必然的关系,万里鹏等[2]对30CrMnSiA高强钢进行了3次补焊试验,发现补焊接头疲劳强度未发生明显变化;王心红等[3]对SMA490低合金结构钢进行了3次补焊试验,发现补焊区域的冲击韧性有明显提高的现象;李冬霞等[4]对EH36海洋平台用钢进行了4次补焊试验,发现补焊接头的性能与原始组织性能相当;Mohammad Shojaati[5]对X20Cr13进行了9次补焊试验,发现补焊区域组织晶粒细化和冲击韧性明显改善的现象。但是对于大型铸钢件的多次补焊试验,相关文献报道极少,为验证多次补焊后铸钢件本体和补焊区域的性能,本文针对某低合金调质铸钢件进行了三次补焊试验。
1 试验材料和方法
1.1 试验材料
试验用铸钢化学成分和调质后的力学性能(调质工艺:960℃保温2~3 h,淬火,然后690℃回火4~5 h)分别见表1和表2,试板厚度为150 mm。焊丝使用ER50-6,保护气体为富氩混合气体(80%Ar+20%CO2)。

表1 试验用铸钢化学成分(质量分数,%)Table 1 Chemical composition of cast steelfor testing(mass fraction,%)

表2 试验用铸钢力学性能Table 2 Mechanical properties of cast steel for testing
1.2 试块尺寸和补焊轮廓
本项目母材最大壁厚为150 mm,故本次试块厚度采用同厚度。本次试验模拟实际补焊过程,对母材同一位置进行三次补焊,下次补焊是为修补前次补焊缺陷,补焊区域逐步扩大。如图1所示,第一次补焊深度为30 mm,宽度为40 mm;第二次补焊深度为60 mm,宽度为60 mm;第三次补焊深度为80 mm,宽度为80 mm。每次坡口轮廓线的形成均模拟缺陷去除时的方法,采用碳弧气刨去除母材金属,碳弧气刨前对试块整体预热150℃,气刨成轮廓后采用砂轮打磨出金属光泽。
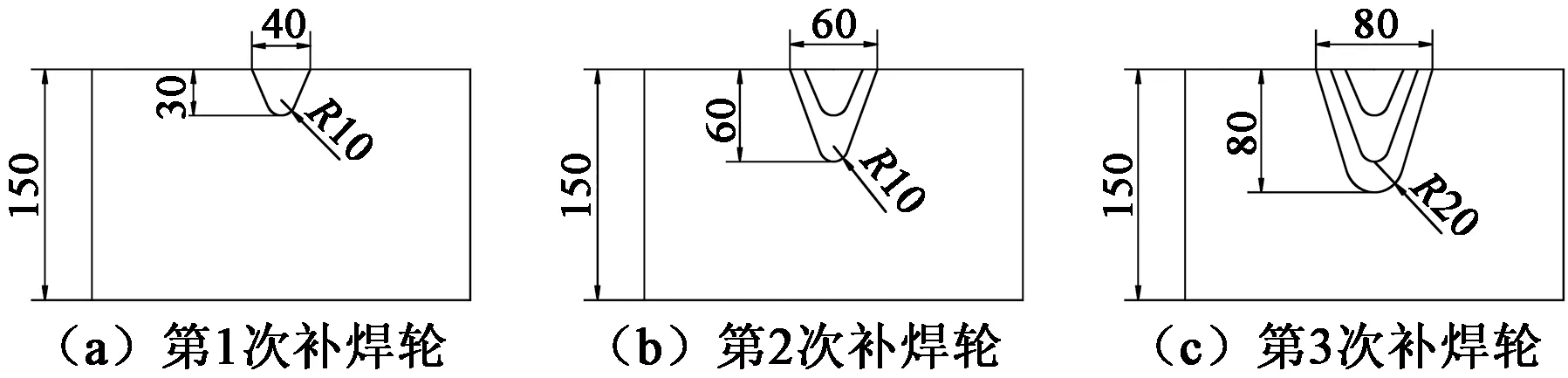
图1 补焊区域Figure 1 Repair welding area
1.3 补焊过程和工艺
每次补焊采用相同的焊接工艺,焊前预热175℃,层间温度控制在175~250℃。焊接工艺参数见表3。

表3 补焊工艺参数
每次补焊后,均进行消应力退火处理,共进行三次焊后退火,加热和冷却速率均小于150℃/h,保温温度为610℃,350℃出炉空冷至室温。消应力退火曲线见图2。

图2 焊后消应力退火曲线Figure 2 Stress relieving annealing curve after welding
2 试验结果和分析
2.1 取样位置和数量
为验证三次补焊及三次消应力退火后补焊区域的综合性能,对最后补焊后的母材区域和焊接接头区域分别进行了取样验证,取样位置如图3所示。

图3 取样位置Figure 3 Sampling position
所有试样的轴线均位于母材厚度的1/4处,其中焊缝金属冲击缺口开在焊缝中心,焊接热影响区(HAZ)缺口开在熔合线外2 mm处,焊接接头拉棒的平行段长度要比焊缝两端各长30 mm(符合ISO 4136的相关要求),焊接接头拉棒示意见图4。
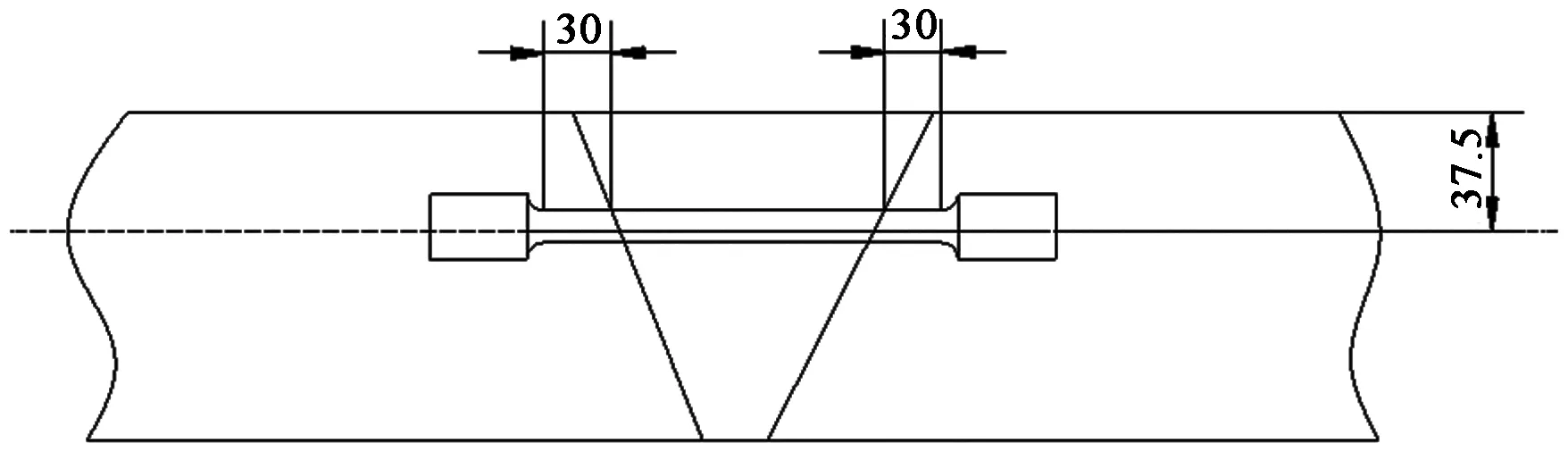
图4 焊接接头拉棒示意图Figure 4 Schematic drawing of tensile test rodof welding joint
2.2 无损检测结果
每次消应力退火之后,对补焊区域进行超声检测和磁粉检测,均合格。
2.3 硬度检测结果
每次消应力退火之后,对补焊位置、热影响区和母材本体进行硬度检测。检测设备为便携式硬度检测仪。检测结果见表4。

表4 硬度检测结果Table 4 Hardness test results
焊缝区域每次都将前次焊缝去除干净,不具备对比性,因此不就焊缝的硬度进行讨论。母材和热影响区经历过多次消应力退火后,硬度均有所提升,由于强度和硬度成正比例关系,从而佐证了铸钢本体不会由于消应力退火次数增多而强度下降。
2.4 母材试验结果
试块的母材位置经历了三次焊后退火处理后,经取样测得的力学性能见表5。

表5 三次补焊后母材力学性能Table 5 Mechanical properties of base metalafter three times of repair welding
可见,经过三次补焊和退火后,母材位置的屈服强度和抗拉强度变化都在2%以内,而延伸率和冲击吸收能量分别提高了16.7%和28%,这和相关文献[3-5]里的报道是一致的。消应力退火温度小于母材调质中的回火温度,其目的是消除焊后的残余应力和氢,本次试验也验证了多次消应力退火对母材的性能没有恶化影响,反而会提高铸件的韧性和延展性。
2.5 焊接接头试验结果
经过三次补焊试验后,焊接接头的力学性能见表6。
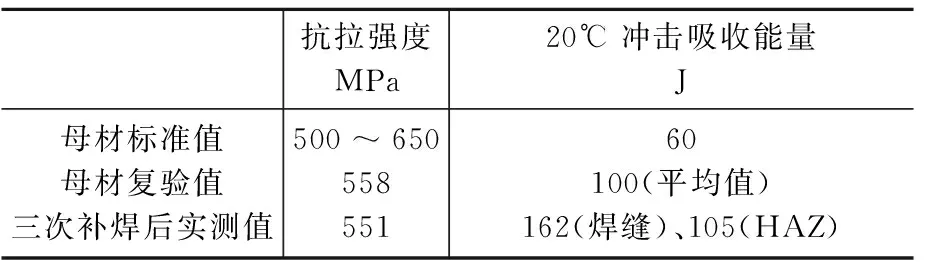
表6 三次补焊后焊接接头力学性能Table 6 Mechanical properties of welded jointafter three times of repair welding
可见,经过三次补焊后,焊接接头的抗拉强度高于母材抗拉强度的最低值,焊缝及热影响区的冲击吸收能量也大于母材标准值,焊接接头的综合力学性能与母材复验数值相当。
本次补焊过程中,每一次补焊前,均会对碳弧气刨层进行彻底打磨,去除增碳层和上次补焊的熔合线附近区域,这也是试验合格的重要步骤。
3 结论
本铸钢经过三次补焊和三次消应力退火处理以后,母材的拉伸性能没有恶化,母材的冲击韧性和塑性有了明显提高,焊接接头的综合性能与母材相当。证明所采用的焊接工艺在本铸钢多次返修过程中是合理有效的。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27
中国应急管理科学(2022年2期)2022-05-23
天津冶金(2020年4期)2020-08-18
电子制作(2018年18期)2018-11-14
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10
焊接(2015年11期)2015-07-18
