表面贴塑PVC泡沫板自动裁切机设计*
2021-09-26 07:33陈玉瑜马晓明
机电工程技术 2021年8期
权 洁,陈玉瑜,马晓明
(常州纺织服装职业技术学院机电学院, 江苏常州 213164)
0 引言
表面贴塑PVC 泡沫板广泛应用于建筑物窗户的保温隔热。为了便于拆装、运输和存储,在生产过程中需要将一定厚度和宽度的表面贴塑PVC 泡沫板定长裁切后再对其正反两面等距切槽、折叠后包装,因此,裁切是泡沫板生产过程的重要环节。表面贴塑PVC 泡沫板裁切过程如图1 所示。由图可以看出,裁切表面贴塑PVC 泡沫板的工艺过程包括定长切断、正反面等距切槽以及折叠等。目前,定长切断和正反面等距切槽的工艺过程全部由人工来完成,存在切槽深度不可控、切割线不齐等问题,导致板材折叠困难、生产效率低、劳动强度大且废品率高。 随着技术的发展,企业对生产效率和产品合格率提出了更高的要求,同时人工成本不断增加,人工裁切的方式显然已经不能满足现代企业的生产需求。
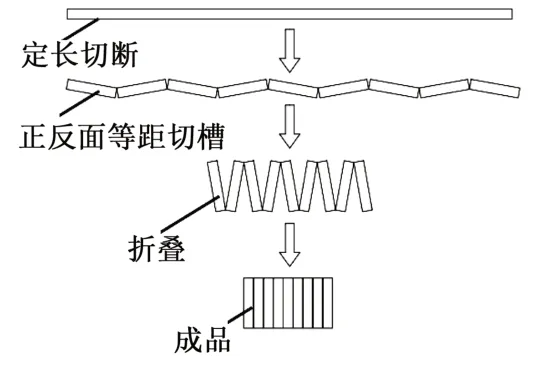
图1 表面贴塑PVC泡沫板裁切过程
国内企业和学者曾尝试将用于橡胶裁切的热裁刀[1]技术应用于表面贴塑PVC 泡沫板的裁切,但仍存在切口不齐、切槽深度不可控等问题。
为了解决上述问题,本文在分析表面贴塑PVC 泡沫板现有生产工艺的基础上,对自动裁切装置的整体功能进行了设计,对机械系统的主要组成部分,如送料系统、裁切系统和气动系统进行了建模和仿真分析,设计制作了表面贴塑PVC泡沫板自动裁切装置,并应用于企业生产实践。
1 自动裁切机整体设计
表面贴塑PVC 泡沫板自动裁切机主要由料架、送料系统、裁切系统、出料装置和气动系统等几部分组成,其整体功能如图2所示[2-4]。

图2 自动裁切机整体功能
前送料辊的上压辊手动抬起,料辊上的卷料通过导向辊轮、送料平台进入前料辊后将上压辊手动压紧,手动送料并利用切断刀切断平头后开始自动定长送料,上下压板同时压下,利用切槽刀对泡沫板进行切槽,切十字孔装置对泡沫板进行切十字孔,裁切完成后上下压板抬起,送料辊定长送料进行下一次切槽,待泡沫板进入出料辊后,出料辊的上压辊在气缸带动下自动下降压紧泡沫板,与前送料辊同步送料,单片泡沫板切割完成并切断后,出料辊将成品送出同时上压辊自动抬起,等待下一片泡沫板进入出料辊。
自动裁切机工作流程如图3所示。

图3 自动裁切机工作流程
该装置可实现泡沫板的自动送料、正反面等距切槽和自动出料,较人工操作而言,切割精度、工作效率和产品合格率显著提高,人力成本降低,企业经济效益提升。
2 送料系统设计
自动裁切机的送料辊组如图4所示。

图4 送料辊组
送料系统主要由驱动电机、机械传动机构、放卷机构、导向机构和送料机构组成,机械传动机构采用同步带传动,导向机构采用导向辊,送料机构采用对辊结构形式。
对辊送料结构由安装在机架上的固定部分和活动部分组成,本设备用到的对辊送料结构分两种,一是机械调节式对辊结构,如图5 所示[5];二是气缸调节式对辊结构,如图6 所示[5]。

图5 机械调节式对辊结构

图6 气缸调节式对辊结构
机械调节式对辊结构下压辊固定,且通常为主动辊,上压辊通过弹簧调节轴端压力,进而调节两辊之间的压力,依靠上下辊对泡沫板材的摩擦力实现板材的进给。气缸调节式对辊结构通过气缸自动调节上辊轴端压力,进而调节两辊之间的压力,与机械调节式对辊机构的送料原理类似。通过对比分析,结合功能需求,前送料辊采用机械调节式对辊机构,出料辊采用气缸调节式对辊机构。
分析自动裁切机的功能可知,表面贴塑PVC 泡沫板的连续传输需要两组料辊,分别为图3中的一对前送料辊和一对出料辊。前送料辊主要为前端传输提供动力,同时为定长送料提供检测脉冲;出料辊位于工作台末端,保证板材裁切后的出料。为避免出料速度小于送料速度导致堵料现象的发生,两组料辊需要存在一定的速度差。本装置前后料辊采用同步带传动,角速度相同,因此通过设置前后料辊的半径差实现速度差,以保证生产的连续性,平稳送料和出料。
3 裁切系统设计
裁切系统包含切断、切槽和切十字孔3 部分,其中切槽装置是该设备的主要组成部分[6-12]。
3.1 切断装置
为了实现与进料方向垂直边线的切断,在切纸机等设备中常采用斜刃裁切方式,通常为下刀固定,上刀上下运动来完成介质的切断,此切断方式对尺寸和安装要求较高,且在使用过程中发现表面贴塑PVC 泡沫板出现切口爆边的质量缺陷,因此最终确定切断方案为无杆气缸驱动刀架带动刀片进行划切完成介质的切断,切断装置如图7所示。

图7 切断装置
3.2 切槽装置
切槽装置的主要功能是实现正反面等距切槽,采用上述的刀片划切方案,由步进电机驱动同步带带动刀架移动,选用 “V 型” 刀片,可实现往复切割,提高效率。切槽装置如图8所示。

图8 切槽装置
3.3 切十字孔装置
切十字孔装置采用带倾斜刃口的定制刀片,由气缸驱动,可根据功能要求选择是否进行切十字孔操作。切十字孔装置如图9所示。

图9 切十字孔装置
4 气动系统设计
气动系统的动力源为压缩空气,无污染且成本低,因此自动裁切机的泡沫板压紧、切十字和切断系统采用气动控制技术,选用质量可靠的气动元件,保证了气动系统运行的稳定性。气动系统主要由气动三联件、电磁阀、汇流板、气缸、气管和各种快插接头等组成,气源由车间空压机提供[13]。自动裁切机的泡沫板压紧系统气动原理如图10所示。

图10 压紧系统气动原理
送料辊将泡沫板送入自动裁切机切断位置后,无杆气缸带动 “飞刀” 将板料切断平头,送料压辊定长送料后,上切槽刀压板气缸伸出、下切槽刀压板气缸缩回,上下压板同时压下,将板料压紧后视所裁切板料的规格上下切槽刀对板料进行切槽加工。切槽完毕后,上切槽刀压板气缸缩回、下切槽刀压板气缸伸出,上下压板同时抬起,送料辊继续定长送料。待所加工板料进入出料辊后,出料辊气缸伸出将板料压紧,在同步带作用下送料辊和出料辊同步运行。
自动裁切机的切十字孔装置气动原理如图11所示。
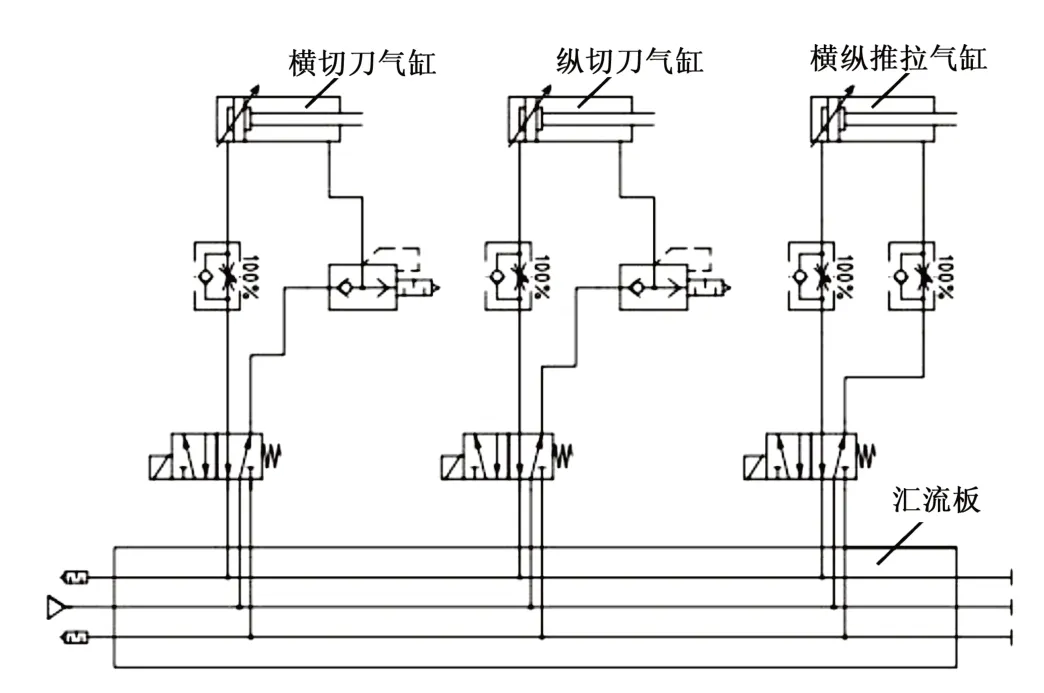
图11 切十字孔装置气动原理
当板料运动到切十字孔位置时,纵切刀气缸伸出,切纵槽后缩回,横纵推拉气缸伸出,横切刀气缸伸出,切横槽后缩回,横纵推拉气缸缩回完成一个切十字工作循环。
整个气动系统的气缸采用带节流阀的快接插头调速,电磁阀采用单电控二位五通换向阀,集成安装于汇流板,各气缸的位置信号由安装于气缸相应位置的磁性开关提供,系统检测到位置信号后控制电磁阀做出相应动作。
5 结束语
本文以表面贴塑PVC 泡沫板自动裁切装置为研究对象,对其整体功能和机械系统进行了研究设计。运用三维设计软件对送料系统和裁切系统进行三维建模,运用气动仿真软件对气动系统进行模拟仿真设计。该装置已设计制作完成并用于企业现场作业,根据实际使用情况,其优点如下。
(1)自动送料、定长切断。该装置能够实现表面贴塑PVC泡沫板的自动定长送料并完成切断动作,降低劳动强度。
(2)自动打孔、位置精准。本装置采用气缸的组合动作完成打十字孔的操作,位置精度和打孔效率显著提高。
(3)等距切槽、深度可调。本装置采用步进电机驱动同步带带动 “V 型” 刀片往复运动实现切槽,槽距由滑轨上的滑块来调节,槽深通过调整刀片高度来调节,槽深和槽距均可控可调。
该装置的研发与传统的人工裁切方式相比,大大提高了生产效率,降低了劳动强度,同时提高了产品合格率,具有一定的推广价值。
猜你喜欢
文史春秋(2022年4期)2022-06-16
装备制造技术(2021年1期)2021-05-21
数学大王·趣味逻辑(2021年3期)2021-03-10
模具制造(2019年4期)2019-06-24
汽车观察(2018年12期)2018-12-26
数学大世界(2018年1期)2018-04-12
新作文·小学高年级版(2017年2期)2017-09-06
科技创新导报(2016年9期)2016-05-14
汽车与新动力(2014年4期)2014-02-27
中国医疗设备(2010年1期)2010-08-07