多元固废制备高强烧结透水砖及其性能研究
2021-10-20 09:55王绍熙张凯帆张苏花叶鹏飞王永波翟玉新王长龙王林俊樊英杰任真真
金属矿山 2021年9期
王绍熙 张凯帆 张苏花 叶鹏飞 王永波 翟玉新 王长龙王林俊 樊英杰 任真真
(1.河北工程大学土木工程学院,河北邯郸056038;2.邯郸市建业建设工程质量检测有限公司,河北邯郸056000;3.中铁建设集团有限公司,北京100040;4.河北睿索固废工程技术研究院有限公司,河北承德067001;5.唐山卓能建材科技有限公司,河北唐山064410)
尾矿是矿石经选别出精矿后剩余固体废料,具有二次资源与环境污染双重特性,其中铁尾矿产生量较多[1]。铁尾矿中含有大量的 Al2O3、SiO2,是制备烧结砖[2-3]、泡沫陶瓷[4]等产品的理想原料。以铁尾矿制备高强透水砖,不仅可以实现尾矿资源化利用,还可以解决尾矿大量堆积引发的环境污染问题,为尾矿的高效利用提供新的方向。
烧结透水砖以煤矸石[5]、废弃陶瓷[6]、高炉矿渣[7]等固体废弃物为骨料,以黏土、页岩或其他废弃物为粘结剂,辅以适当造孔剂或发泡剂,经高温烧结制备而成。KIM等[8]虽然创造性地改进了传统制备工艺,极大地提高了透水砖的孔隙率,但并未解决强度问题,因此制得的透水砖实用价值较小;徐珊等[9]选取尾矿砂为骨料,辅以污泥制备出的透水砖性能并不理想,主要因为粘结剂性能不理想;LUO等[10]以尾矿、污泥为原料,页岩为粘结剂,制备的烧结透水砖抗压强度偏低;王之宇等[11]采用基础玻璃为粘结剂,配上尾矿砂骨料,制备的透水砖性能提高,但抗压强度仍未达到最低标准(30 MPa)。以上研究采用工业固废来制备透水砖,对缓解环境压力有积极意义,但所制备的产品性能指标较低,无法实现工业应用。
为进一步提升烧结透水砖的性能,本研究基于多元固废原料的物化特性及钒钛铁尾矿的烧结特性,重点研究了多尺度固废颗粒骨料级配和粘结剂的配制,考察了骨料掺量、成型压力、烧结温度等工艺参数对高强烧结透水砖性能的影响,为工业固废的资源化利用提供理论和技术支撑。
1 试验原料及设备
1.1 试验原料
试验用工业固废钒钛铁尾矿、金尾矿、页岩均取自河北省承德地区,水库底泥取自邯郸岳城水库,4种原料的主要化学成分分析结果如表1所示。

(1)钒钛铁尾矿。钒钛铁尾矿颗粒偏细,堆积密度为1.84 g/cm3,0.30~1.18 mm粒级占比64.81%,+1.18 mm粒级产率为18.39%,该粒级的颗粒有利于透水砖形成孔隙并扩大孔径,便于透水,但对砖体强度有削弱作用,因此需控制该粒级的量;而-0.15 mm粒级产率较低,且不利于砖体孔隙的形成,所以使用时剔除该粒级。
图1为钒钛铁尾矿的SEM图。由图1可知,钒钛铁尾矿颗粒表面粗糙,质地较致密,存在少量微孔隙。粗糙的外表面可以为颗粒间的堆积提供机械咬合力,用作透水砖骨料时能够形成骨架结构,并在颗粒间形成一定孔隙,有利于砖体的透水性。另外,颗粒中存在直径50~100 μm的孔隙,能够吸附高温下产生的熔融液相,不仅可以促进颗粒之间的粘结,又能提高结构的致密性,为强度提供重要保障。
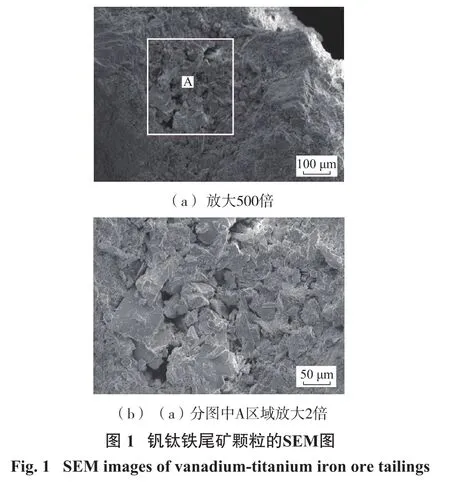
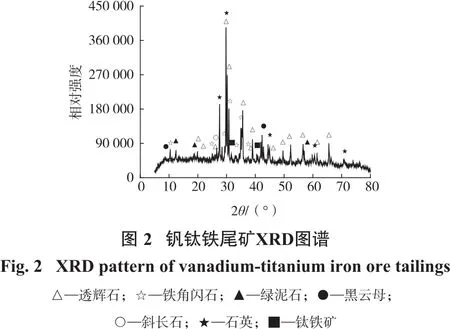
钒钛铁尾矿主要含有硅酸盐矿物透辉石、石英、云母、绿泥石等(见图2),其化学成分以CaO、MgO、SiO2为主。
结合颗粒表面及矿物组成分析,可以得出:该钒钛铁尾矿有利于形成辉石体系,促进结构的致密性,应用于烧结材料较为理想。
(2)水库底泥。试验所用的水库底泥颗粒较细,有少量水草等杂质,表面呈灰色,含水量约70%。将沉淀脱水后的水库底泥置于室内阴凉处风干,再经过烘干箱干燥(105℃),而后采用辊压机碾碎至-2 mm,混匀后的样品放入烘干箱在105℃下烘干24 h,得到的烘干样品经玛瑙研磨机研磨至-0.074 mm后备用。表1结果表明,水库底泥中无机组分Al2O3含量为14.32%、SiO2含量为51.41%、Na2O+K2O含量为2.70%、CaO+MgO含量为7.54%,烧失量为14.43%,说明热解的水库底泥有机质含量较高,具有良好的产气性能。
图3为水库底泥的XRD图谱。由图3可知,水库底泥主要由块铝磷石、黑云母、镁方解石、方解石和石英等矿物组成。

(3)金尾矿。外观呈灰色,以微粉状(-0.074 mm)颗粒为主;矿物相组成为石英、白云石、方解石、斜长石、高岭石等,主要化学成分SiO2和Al2O3合计占77.35%,烧失量为4.45%。
(4)页岩。外观呈米黄色,以微粉状(-0.074 mm粒级)颗粒为主;矿物相组成为石英、云母、高岭石和钠长石等,主要化学成分SiO2占56.21%,Al2O3占22.15%,Fe2O3占5.32%。
1.2 试验设备
试验所用主要设备有:101-4型电热恒温鼓风干燥箱,ZBSX 92A型震击式标准振筛机,KSL-1400X型马弗炉,JJ-5型水泥胶砂搅拌机,TS-0型混凝土路面砖透水系数测定仪,TS-1型透水系数真空饱水装置,YAW4306型微机控制电液伺服压力实验机,Axios advanced型波长色散型X射线荧光光谱仪(XRF),DMAX-RB型X射线衍射仪(XRD),EVO18型扫描电子显微镜(SEM)。
2 试验方法
(1)透水砖坯的制备。首先,按试验设计要求称取钒钛铁尾矿骨料,置于水泥砂浆搅拌机中搅拌30 s,同时加入相对质量5%的水;然后,将不同配比的粉料倒入搅拌机中再搅拌1 min,得到试验所用的混合料;最后,将混合料置于密封袋中陈化12 h。陈化后每次称量500 g混合料置于φ75 mm×50 mm的模具中,在相应的压力下压制成型;将成型的坯体放入105℃的鼓风干燥机中干燥12 h;将干燥后的坯体放入马弗炉中,在试验要求的相关烧结制度下烧制成型。
(2)烧结制度。图4为高强透水砖烧结制度曲线,具体为:由室温升至60℃,升温速率为0.5℃/min;由60℃升至300℃,升温速率为2℃/min,保温60 min;由300℃升至800℃,升温速率为3℃/min,保温60 min;由800℃升至试验所需温度,升温速率1℃/min,保温60 min;由烧结的最高温度随炉降至室温。

(3)孔隙率测定方法。按照《多孔陶瓷显气孔率、容重实验方法》(GB/T 1966—1996)中煮沸法测定透水砖显气孔率。
(4)透水系数测定方法。透水系数按《透水路面砖和透水路面板》(GB/T 25993—2010)中附录C的方法测定。
(5)保水性测试方法。保水性测试方法按照《透水砖》(JC/T 945—2005)6.5节相应要求执行。
(6)抗压强度测试方法。抗压强度按照《透水砖》(JC/T 945—2005)中附录A的方法测定。
3 试验结果与讨论
3.1 钒钛铁尾矿烧结特性分析
选取碎至-0.3 mm的钒钛铁尾矿,加入相对质量5%的水,在20 MPa的压力下压制成直径为30 mm的坯体,于110℃条件下烘干12 h,分别在5个烧结温度(900℃、1 000℃、1 050℃、1 100℃、1 130℃)下进行烧制,对坯体线性膨胀率、质量损失率、体积密度、颜色变化进行测定和观察(见图5),各烧结温度下的性能指标见表2。


由图5及表2可知,钒钛铁尾矿生胚呈灰色,随着烧结温度的升高,坯体颜色由黄色逐渐变深,线膨胀率降低,质量损失率升高,堆积密度不断增大。当烧结温度为900℃时,尾矿坯体呈黄色,线膨胀率最大而体积密度最小,此状态下坯体烧结效果较差,质地稀疏易碎;烧结温度升至1 000℃时,坯体颜色逐渐加深至浅褐色,线性膨胀率快速降低为0.94%,整体性能较900℃下有所改善,但仍存在一定缺陷;烧结温度进一步升高至1 050℃,坯体颜色变为褐色,线性膨胀率极小,仅为0.04%,此时尾矿颗粒间具有一定的粘结性,表面材料内部已经有少量玻璃相产生;当烧结温度为1 100℃时,砖坯呈深褐色,堆积密度达到最大2.14 g/cm3,颗粒间粘结加强,玻璃化较为明显,坯体具有一定机械强度;当烧结温度为1 130℃时,坯体出现熔融现象,说明烧结温度已经超出材料本身的极限承受温度。
图6为不同烧结温度下钒钛铁尾矿的XRD图谱。

由图6可知,当烧结温度为900℃时,试块主要矿物相为正长石、云母、透辉石,与未烧结的钒钛铁尾矿矿物相接近,但云母、绿泥石相减少,主要原因为钒钛铁尾矿中Mg、K、Ca矿物逐渐转变为液相,伴随着碳酸盐的分解,形成新的矿物相正长石,说明此时试块已经进入液相烧结阶段;与900℃对比,烧结温度为1 000℃时,坯体矿物相变化较为明显,云母、绿泥石、赤铁矿衍射峰消失,取而代之的是较多的镁黄长石、透辉石相,以及少量的普通辉石,另外,透水砖坯体中的正长石相消失,说明已经形成液相;与1 000℃对比,烧结温度为1 050℃时的物相变化较小;当烧结温度为1 100℃时,透水砖坯中的镁黄长石衍射峰消失,与大量产生的液相MgO、SiO2、CaO等相互融合生成透辉石,随着烧结反应进一步加剧,体系内部中的Fe3+、Al3+置换透辉石中的Ca2+形成普通辉石;烧结温度为1 130℃时,液相产生量继续增加,普通辉石的转变量也在提高,但由于坯体内液相过多,黏度相对降低,坯体出现熔融塌落现象。
由上述分析可知,反应体系是以MgO-CaO-SiO2为主的三元体系,体系中主要组成相为辉石相。辉石相晶相较小,主要呈柱状,细小的柱状晶体有利于晶体间的填充,并形成致密的网格结构,有利于坯体的力学性能。
3.2 多元固废原料级配及掺量对烧结透水砖性能的影响
3.2.1 钒钛铁尾矿级配对透水砖性能的影响
将钒钛铁尾矿筛分成粗、中、细3个粒级:1.18~4.75 mm(粗)、0.60~1.18 mm(中)、0.15~0.60 mm(细),堆积密度分别为:1.56 g/cm3、1.58 g/cm3、1.76 g/cm3。因铁尾矿主要组成粒级在0.60~1.18 mm,为确保尾矿高利用率选择中粒级为主要粒级。
确定钒钛铁尾矿骨料掺量为80%,粘结剂掺量为20%,具体配比为w(金尾矿)∶w(页岩)∶w(水库底泥)=1∶2∶2。试验每次配料500 g,用水量为5%,成型压力为20 MPa,烧成温度为1 060℃(恒温60 min),压制成型砖坯尺寸为φ75 mm×50 mm。在上述条件下,考察钒钛铁尾矿骨料级配对透水砖性能的影响,结果见表3。

由表3可知,当中颗粒含量一定时,砖坯的抗压强度随粗颗粒占比的减少而提高,同时孔隙率降低使得砖坯更加致密,其中B组的变化最为明显,当1.18~4.75 mm粒级占比由40%减少为10%时,抗压强度增量为41.67%,孔隙率降低量为4.40%。
D组是所有组别中性能变化最小且抗压强度较低的一组,这表明细颗粒占比对透水砖性能影响较大。对比C4、D3可以发现,当细颗粒占5%时,透水砖的强度提高了22.73%。这是因为:砖坯的强度主要来源于烧结过程中液相的迁移、包裹以及粘结作用,液相的迁移主要通过砖坯内部的毛细管力,在一定范围内空隙越小毛细管力越强,细颗粒的加入使得砖坯中的孔结构致密,提高了毛细管力;此外,砖坯中的熔融液相除了由粘结剂提供外,还有一部分由骨料提供,骨料颗粒越细,会产生更多的熔融或微熔液相,它们与粘结剂相互融合使得砖坯更加致密,进而强度进一步增强。为保障砖坯结构的致密性以及足够多的熔融液相的产生,细颗粒占比不宜低于20%。
从整体看来,透水砖的透水系数和保水性均满足《透水路面砖和透水路面板》(GB/T 25993—2010)和《透水砖》(JCT 945—2005)要求,但抗压强度偏低。B1、B2对比其他组整体性能较好,考虑到尾矿的均衡利用,选取B2的级配作为钒钛铁尾矿最终的级配。
3.2.2 钒钛铁尾矿掺量对透水砖性能的影响
选取B2组级配,除钒钛铁尾矿掺量外其他条件同3.2.1节,钒钛铁尾矿掺量对透水砖性能的影响试验结果见图7。

由图7可知,随着钒钛铁尾矿掺量的增加,透水砖的保水性和孔隙率逐渐增大,整体呈现线性增长状态;砖坯内部孔隙率增大使得透水性增强,砖坯整体致密性降低,抗压强度随之降低。
当钒钛铁尾矿掺量由70%增加至75%时,透水砖的透水系数变化较小,而保水性与孔隙率变化较大。这主要是因为,钒钛铁尾矿掺量增加使得透水砖内部空隙增多,但是增加的空隙仅仅只是相互独立的气孔,并没有形成连续的贯穿空隙,这就导致砖体吸水性较好而透水性差。因此,想要提高砖体的透水性需要进一步增加气孔数量,以形成贯穿整个砖体的连续空隙。当钒钛铁尾矿掺量进一步增加时,透水砖内部贯穿空隙形成并急剧增加,特别是掺量为75%~80%,透水性增量超过100倍而抗压强度降低了50.80%。因此,暂定钒钛铁尾矿掺量75%~80%进行后续研究。
3.2.3 粘结剂配比对高强透水砖性能的影响
粘结剂是粘结骨料以形成一定机械强度的重要材料,适宜的粘结剂配比可以实现熔融状态下的迁移并充分包裹骨料,为各项性能提供重要保证。选定钒钛铁尾矿掺量为80%,成型压力为20 MPa,烧结温度为1 060℃(恒温60 min),探究粘结剂配比对透水砖性能的影响,试验结果见表4。
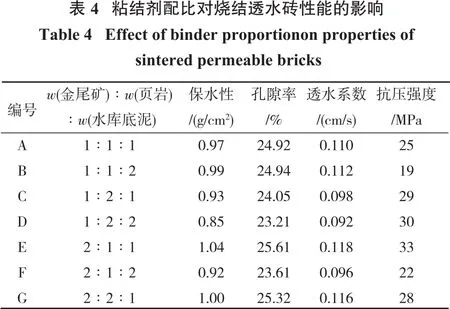
由表4可知,孔隙率和保水率2种性能指标呈现相似的规律,即孔隙率降低保水性也随之降低。前述研究得出了砖坯透水性增加时其抗压强度降低的结论,而不同粘结剂配比下透水性与抗压强度并没有表现出相应的规律性。这是因为,不同粘结剂在高温熔融状态下的性能差距较大,空隙的多少直接由形成液相的多少决定,液相越多,空隙越少,则透水性和保水性降低,然而形成液相的数量并不能说明其具有足够的粘结力,所以表现的宏观强度各不相同。在试验组中,E组性能最佳,孔隙率高达25.61%,透水系数为0.118 cm/s,抗压强度为33 MPa。因此,确定适宜的粘结剂配比为w(金尾矿)∶w(页岩)∶w(水库底泥)=2∶1∶1。
3.2.4 钒钛铁尾矿掺量优化
为进一步优化配比,在粘结剂配比为w(金尾矿)∶w(页岩)∶w(水库底泥)=2∶1∶1、成型压力20 MPa、烧结温度为1 060℃(恒温60 min)的条件下,选取钒钛铁尾矿掺量76%、77%、78%、79%、80%,相应地调整粘结剂的掺量,进一步研究钒钛铁尾矿掺量对透水砖性能的影响,试验结果见图8。

由图8(a)可知,钒钛铁尾矿掺量由76%增大到77%,保水性和孔隙率分别增长了29.3%、28.1%;继续增加钒钛铁尾矿掺量至78%时,保水性和孔隙率增长趋于缓和,仅为1.2%、7.3%;随着钒钛铁尾矿掺量的进一步增加,保水性和孔隙率缓慢增长,最终在钒钛铁尾矿掺量80%时达到最大,分别为1.04 g/cm2、25.62%。
由图8(b)可知,透水系数的变化趋势与孔隙率的变化趋势相似,而透水砖的抗压强度随着钒钛铁尾矿掺量的增加快速降低。
考虑到抗压强度与其他性能指标的对立性,同时尽可能提高钒钛铁尾矿利用率,最终选取钒钛铁尾矿掺量为78%,此时透水砖透水系数为0.098 cm/s、抗压强度为42 MPa。
3.3 工艺参数对高强烧结透水砖性能的影响
3.3.1 成型压力对高强透水砖性能的影响
透水砖的成型压力决定了砖坯成型过程中的成型率,在不同的成型压力下,高强烧结透水砖内部的孔隙大小相应变化,对透水砖的密实性起重要作用。选定钒钛铁尾矿掺量为78%,粘结剂掺量为22%(w(金尾矿)∶w(页岩)∶w(水库底泥)=2∶1∶1),烧结温度为1 060℃(恒温60 min),探究成型压力对透水砖性能的影响,试验结果见图9。

由图9(a)可知:①成型压力从10 MPa增加至20 MPa时,保水性和孔隙率逐渐降低,这是因为各骨料以点接触或未接触为主,当成型压力逐渐增大时未接触颗粒逐渐靠拢形成点接触,此时砖坯开始趋于紧密,保水性和孔隙率降低较为明显;②成型压力继续增大至30 MPa时,保水性和孔隙率降低速率稍缓,这是因为骨料间的点接触逐渐形成,砖坯受到进一步挤压但性能变化并不明显,若要突破这一阶段需要更大的成型压力;③当成型压力大于30 MPa时,保水性和孔隙率快速下降,这是因为骨料之间由点接触形成面接触,此阶段颗粒之间堆积更加紧密,砖坯密实度更高,保水性和孔隙率迅速降低。
由图9(b)可知:①透水系数随着成型压力的增加而逐渐降低,变化趋势与孔隙率相似。孔隙率的大小决定了贯穿空隙的多少,同样决定了透水性的大小,二者不论在数值上还是变化趋势上都存在一定的对应关系。②成型压力的变化对抗压强度有一定影响,但并没有像其他性能指标一样呈现出阶段性的变化。当成型压力小于25 MPa时,成型压力的增大使抗压强度不断提高,当成型压力为25 MPa时,抗压强度为45 MPa,进一步提高成型压力,抗压强度增长逐渐放缓。
当成型压力为35 MPa时,透水砖抗压强度为50 MPa,透水系数为0.058 cm/s,保水性 0.58 g/cm2,此时的透水砖已经表现出高强度、高透水性的潜力,但保水性未能满足规范要求(0.60 g/cm2),因此需要进一步优化其他工艺参数。
3.3.2 保温时间对透水砖性能影响
选定钒钛铁尾矿掺量为78%,粘结剂掺量为22%(w(金尾矿)∶w(页岩)∶w(水库底泥)=2∶1∶1),成型压力为25 MPa,烧结温度为1 060℃,探究保温时间对透水砖性能的影响,试验结果见图10。
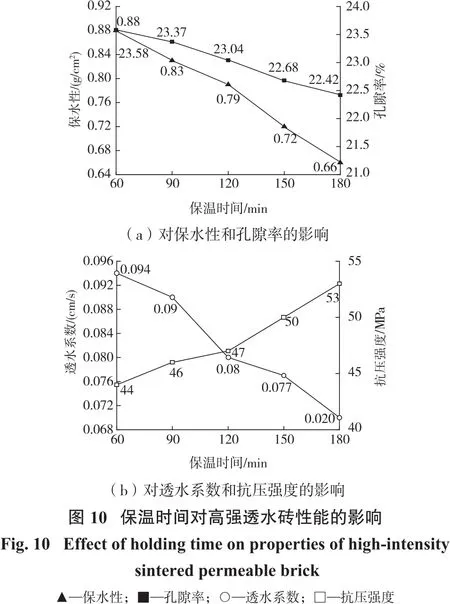
由图10可知,随着保温时间的延长,保水性和孔隙率逐渐降低。当保温时间为60 min时,砖坯内部熔融液相产生较少,仅仅包裹少量骨料或包裹不充分,此时保水性和孔隙率较好,分别为0.88 g/cm2、23.58%。随着保温时间的延长,液相量逐渐增多,晶体颗粒间的孔隙逐渐被填满,砖体空隙率降低。熔融液相增多后内部空隙被填充,导致砖体更加致密,因此抗压强度不断提高。同时,由于保温时间不断延长,液相在空隙中相互流动趋于稳定,使得砖坯整体质地均匀,这也是透水砖强度形成的重要原因之一。综合考虑能耗和性能指标要求,确定适宜的保温时间为90 min。
3.3.3 烧结温度对透水砖性能的影响
烧结温度是透水砖制备过程中最重要的工艺参数,当烧结温度过高时,产生的过量玻璃相会堵住空隙,对砖体的透水性不利;当烧结温度过低时,砖体烧结不充分,使得液相产生较少,粘结作用微弱,不利于强度的形成。选定钒钛铁尾矿掺量为78%,粘结剂掺量为22%(w(金尾矿)∶w(页岩)∶w(水库底泥)=2∶1∶1),成型压力为25 MPa,保温时间为90 min,探究烧结温度对透水砖性能的影响,试验结果见图11。

由图11可知,烧结温度逐渐升高,透水砖的保水性、孔隙率和透水性逐渐降低,抗压强度先增加至64 MPa后降低至48 MPa。当烧结温度为1 060~1 080℃时,透水砖的保水性、孔隙率和透水性降低较为缓慢,这是因为此阶段熔融玻璃相的产生量较为适中,对砖坯气孔的影响较小;当烧结温度超过1 080℃时,透水砖的保水性、孔隙率和透水性快速下降,此阶段大量液相产生,原本贯通的孔隙逐渐被填充,特别在1 090℃时,孔隙填充较为严重,导致砖体几乎不透水。当烧结温度由1 060℃升至1 080℃,透水砖的抗压强度增加,这是因为粘结剂及骨料产生的液相量相对适中,有利于颗粒间的相互粘结,使得砖体致密并且质地均匀,为强度提供了重要保障。当烧结温度超过1 080℃时,液相产生量过多,由于温度的升高,液相流动性也提高,液相在砖体表面出现“溢出”现象,这一现象在烧结温度为1 100℃时最为明显,过量的液相使得砖坯开始出现变形,内部结构不均匀,进而导致抗压强度降低。
试验最终确定烧结温度为1 080℃,此时,透水砖抗压强度达到64 MPa,透水系数为0.062 cm/s,保水性为0.62 g/cm2,满足《透水路面砖和透水路面板》(GB/T 25993—2010)和《透水砖》(JCT 945—2005)的要求。
对不同烧结温度下制备的透水砖进行SEM分析,结果见图12。
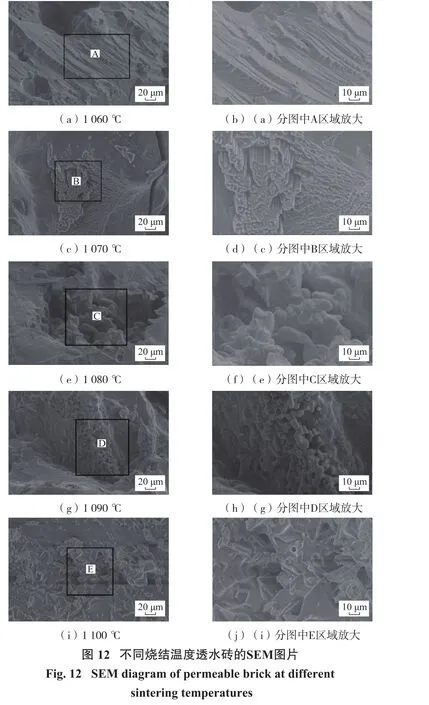
由图12可知:①烧结温度为1 060℃的透水砖存在较多气孔,表面呈层状,有形成短柱状的趋势,说明此时透水砖晶体开始转变,逐渐生成透辉石及少量的普通辉石。②烧结温度达到1 070℃的透水砖内部结构逐渐趋于致密,表面出现的短柱状晶体逐渐长大,呈细长棒状。③烧结温度由1 080℃升至1 090℃,棒状结构逐渐圆润,呈“水滴”状,且随着温度的升高数量变多,最终成簇出现。④烧结温度为1 100℃的透水砖表面多为“鱼鳞”状的片状结构,周围充斥着熔融的液相,说明此阶段烧结过度。
4 结 论
(1)钒钛铁尾矿主要化学组成为SiO2、CaO、MgO,选取0.60~1.18 mm粒级颗粒用于制备透水砖有利于砖体形成大孔径的孔隙,有利于透水砖透水,但其抗压强度会降低。颗粒表面粗糙,用作透水砖骨料时能够形成骨架结构,并在颗粒间形成一定孔隙,有利于砖体的透水性。
(2)钒钛铁尾矿在不同烧结温度下颜色变化较大,随着烧结温度的升高,颜色由黄色逐渐转变为褐色,线膨胀率持续降低,质量损失率逐渐升高,体积密度不断增大。当烧结温度为1 130℃时,钒钛铁尾矿坯体出现熔融现象,说明烧结温度已经超出材料本身的极限承受温度。
(3)试验确定钒钛铁尾矿的适宜级配为1.18~4.75 mm占20%、0.60~1.18 mm占50%、0.15~0.60 mm占30%,适宜掺量78%;粘结剂的适宜配比为w(金尾矿)∶w(页岩)∶w(水库底泥)=2∶1∶1。
(4)以钒钛铁尾矿制备透水砖,适宜的成型压力为25 MPa、烧结温度为1 080℃、保温时间为90 min,此时透水砖抗压强度达到64 MPa,透水系数为0.062 cm/s,保水性为0.62 g/cm2,满足《透水路面砖和透水路面板》(GB/T 25993—2010)和《透水砖》(JCT 945—2005)的要求。
猜你喜欢
黑龙江交通科技(2021年10期)2021-11-01
黑龙江交通科技(2021年9期)2021-10-13
石油沥青(2019年3期)2019-07-16
上海建材(2019年2期)2019-02-15
意林·全彩Color(2018年9期)2018-10-12
小学阅读指南·高年级版(2017年9期)2017-09-12
腐植酸(2016年1期)2016-12-16
橡胶工业(2015年2期)2015-07-29
河北大学学报(自然科学版)(2015年1期)2015-02-27
小学阅读指南·低年级版(2014年5期)2014-09-15