
HC轧机的轧辊横移和弯辊的非对称调整研究
2021-11-07 10:32王宏博
科技信息·学术版 2021年22期
王宏博
摘要:以分割模型函数法,建立HC轧机非对称弯辊、非对称横移的计算模型,分析非对称轧制中板凸度的控制特点,为HC轧机非对称轧制板形控制特性分析提供了理论基础。
关键词:HC轧机 非对称轧制 影响函数法 板凸度控制
1 前言
目前,板带通常是在对称条件下轧制,但由于来料凸度不对称,轧后带材产生浪形。因此通过分析非对称轧制情况,开发了六辊HC轧机来解决对称轧制产生的浪型板型问题。
HC轧机是在普通四辊轧机基础上,在工作辊和支承辊的中间增加了一对可横向移动的中间辊。对应不同宽度的带钢调整中间辊的横移量,从而调节和工作辊的接触长度,使其适应板宽变化。因其具有优异的板形和板凸度控制能力,在设计和理论方面发展很快,已被广泛应用于冷轧和热轧生产线中。
2 非对称轧制辊系弹性变形理论模型的建立
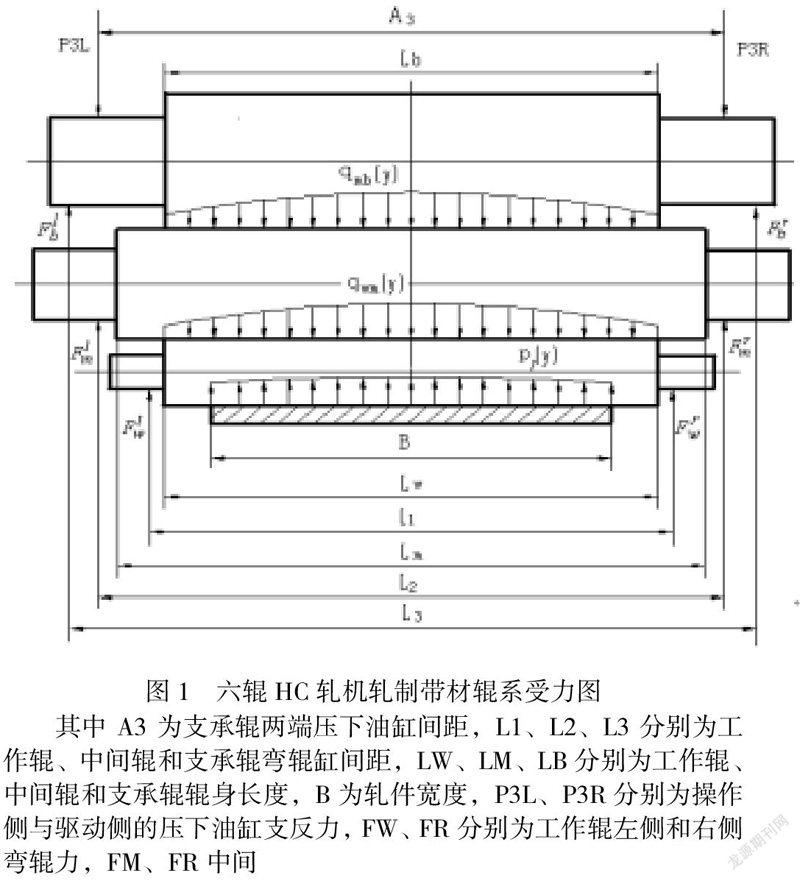
非对称轧制中,如果在轧辊两侧施加不同的弯辊力,则引起轧辊两侧的非对称变形,由于上下中间辊的横移量可能不同而引起轧机结构及载荷对于板带中心的不对称,因此需要共同分析上辊系和下辊系的弹性变形,图1为六辊HC轧机轧制带材辊系受力图。
其中A3为支承辊两端压下油缸间距,L1、L2、L3分别为工作辊、中间辊和支承辊弯辊缸间距,LW、LM、LB分别为工作辊、中间辊和支承辊辊身长度,B为轧件宽度,P3L、P3R分别为操作侧与驱动侧的压下油缸支反力,FW、FR分别为工作辊左侧和右侧弯辊力,FM、FR中间
辊左侧和右侧弯辊力,FB、FR为支承辊左侧和右侧弯辊力,qmb(y)、qwb(y)分别为中间辊与支承辊、工作辊与中间辊间的单位宽度辊间压力,Pl(y)为单位宽度轧制压力。
3 金属三维塑性变形
采用文献[2]给出的条元变分法计算法建立金属三维塑性理论模型,条元变分法是以轧制变形区为研究对象,将其划分为许多纵向条元,根据最小能量原理,通过对单个条元的变分,由欧拉微分方程求得条元上出口横向位移函数模式;再通过对整个变形区的变分,由一组线性方程直接求得条元节线上的出口横向位移值,进而确定前张应力的横向分布[3]。本方法计算简便快速。关于冷轧窄带和宽带的前张应力横向分布的计算结果与实验结果吻合较好,证明了该理论模型的实用可靠性。
4 方程的求解及程序框图
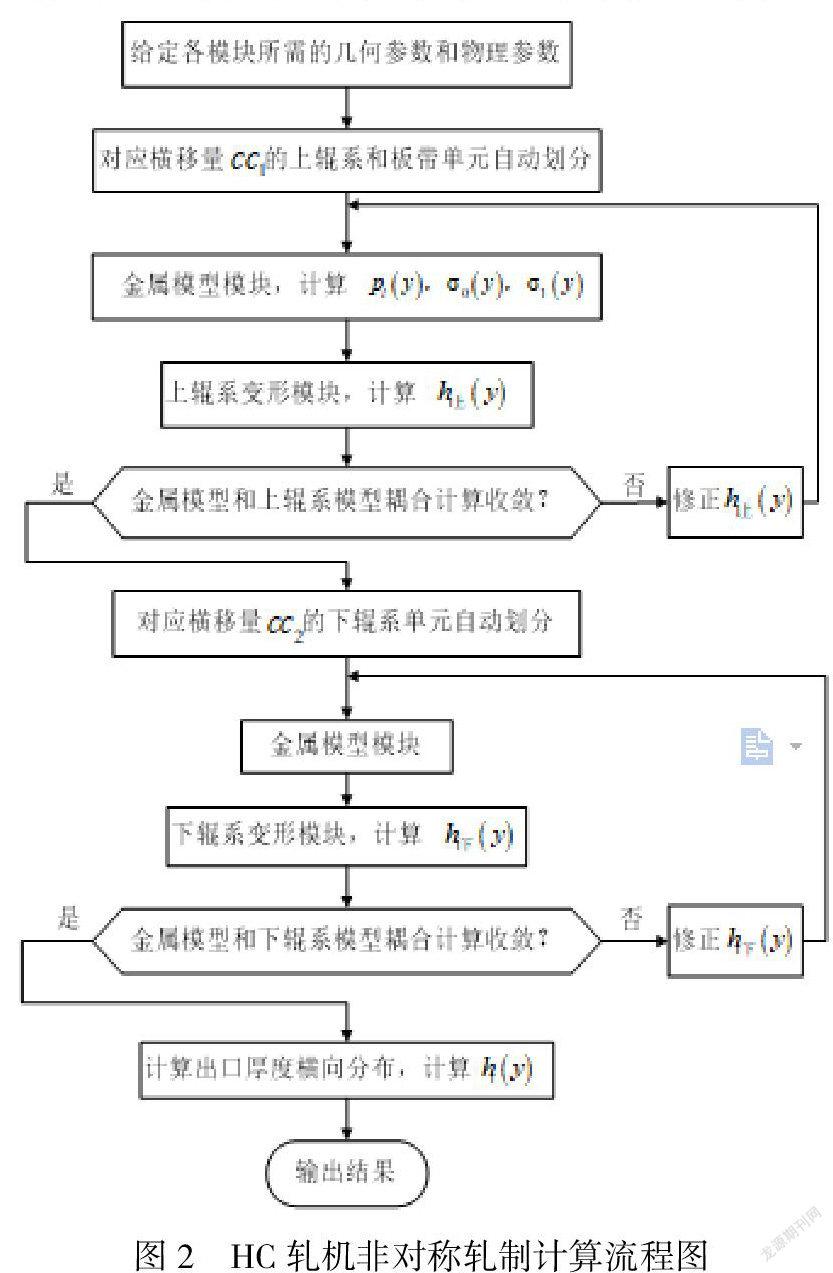
在金属模型计算出轧制压力横向分布的条件下,可利用第二节辊系弹性变形部分的诸方程计算辊间压力和辊系变形量。在板形分析数学模型中,金属模型和辊系模型需要耦合求解。金属模型的任务是确定单位宽度轧制压力和前、后张力等的横向分布。辊系模型的任务是在已知单位宽度轧制压力横向分布的条件下,确定单位宽度工作辊与中间辊之间的接触压力和中间辊与支承辊之间的接触压力的横向分布,以及负载辊缝形状即出口板厚的横向分布,在耦合计算过程中,辊系变形模型为金属模型提供负载辊缝横向分布,而金属模型为辊系变形模型提供单位宽度轧制压力的横向分布。通过迭代计算,轧件塑性变形与辊系变形便能得出符合实际的结果[5]。图2为分割模型影响函数法计算流程图。根据预设值系统自动进行单元划分,进入金属模型计算块得出单位宽度轧制力,金属模型分别与上辊系和下辊系模型迭代,
每迭代一次便产生一个带材出口厚度横向分布,如果该值与设定值偏差大于给定值,则进行修正,并进行重复计算,直至金属模型和辊系模型耦合计算收敛,计算结束。计算过程中,上辊系模型和下辊系模型需分别迭代得出上、下出口厚度横向分布值,最终计算得出非对称轧制时总的出口厚度分布值。
5 计算结果及分析
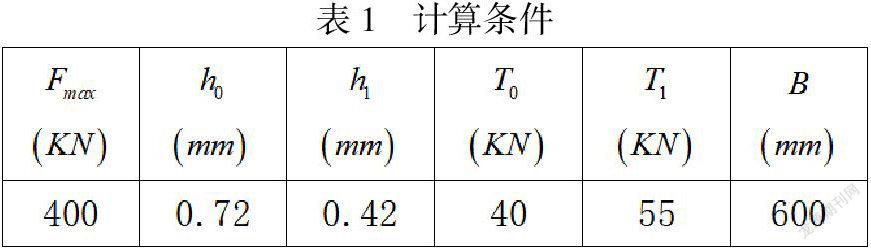
根据上述仿真及计算流程,对某900mm六辊HC轧机进行模拟计算,给出了非对称弯辊和非对称横移分别作用及共同作用时的出口厚度横向分布,计算条件见表1,轧件材质为低碳钢,来料板形为对称凸度分布,在研究非对称弯辊时,中间辊和支承辊非对称弯辊力计算结果与工作辊计算结果相同,因此计算过程中中间辊和支承辊弯辊力均设为零,中间辊横移方向为左负右正。
当中间辊横移量为0、工作辊弯辊力非对称的时,随着弯辊力的增大,辊缝逐渐趋于平整,辊缝凸度逐渐减小,并且弯辊力较大一侧的辊缝值比弯辊力较小一侧的辊缝值大且更趋于辊缝的平均值,非对称弯辊的施加可以很好的控制辊缝形状且效果明显。
当工作辊弯辊力为0、上下中间辊非对称横移时,随着中间辊横移量的增大,辊缝凸度逐渐减小,非对称横移时,辊缝值在横移量大的方向上较小,虽然中间辊横移能改变辊缝凸度,但是改变的幅度并不大,而且移动距离受到板宽的影响,因此,仅靠中间辊横移来控制板形效果并不理想。
当工作辊非对称弯辊中间辊非对称横移共同作用下,工作辊弯辊力和中间辊横移共同作用时,辊缝形状和凸度得到了很大的改善,横移量越大,弯辊力对辊缝的控制能力就越强,从而使较小的弯辊力配合适当的横移量来达到较大的控制辊缝形状的能力,避免过大的弯辊力对设备的危害。
6 结论
通過六辊HC轧机非对称轧制的理论计算模型,计算轧辊横移和弯辊非对称调整的出口厚度横向分布,并分析了非对称轧制时板凸度的控制特点,为研究HC轧机非对称轧制板形控制特性分析提供了理论基础,而且为实际应用提供了理论依据。
参考文献
[1]王国栋.板形控制和板形理论[M].北京:冶金工业出版社,1986:76-102
[2]刘宏民.三维轧制理论及其应用[M].北京:科学出版社,1999:284-302
[3]郑振中.新型条元法及其对六辊CVC宽带轧机轧制过程的仿真研究[D].[博士学位论文].秦皇岛:燕山大学,1999:11-17
[4]彭艳.基于条元法的HC轧机冷轧机板形预设定控制理论研究及工业应用[D].[博士学位论文].秦皇岛:燕山大学,2000:71-77
