
高炉煤气特征组分分析及其对脱硫过程的影响研究进展
2021-12-28 01:23李翔王学谦李鹏飞王郎郎宁平马懿星曹睿钟磊
化工进展 2021年12期
李翔,王学谦,李鹏飞,王郎郎,宁平,马懿星,曹睿,钟磊
(1 昆明理工大学环境科学与工程学院,云南 昆明 650500;2 中冶节能环保有限责任公司,北京 100088)
高炉炼铁技术是利用焦炭、铁矿石和熔剂(石灰石、白云石)在高炉内连续生产液态生铁的方法,而高炉煤气是高炉炼铁过程中副产的可燃气体。由于高炉煤气的热值和有效成分在钢铁联合企业的“三气”(焦炉煤气、高炉煤气、转炉煤气)中均为最低,而排放量却最大,故钢铁企业在没有煤气柜作缓冲或在煤气不平衡时首选放散高炉煤气,因此高炉煤气放散率常作为衡量企业煤气平衡措施和水平的标志。近年来,炼铁产能利用率走低,高炉煤气被迫放散严重,高炉煤气利用情况不容乐观,故高炉煤气的有效利用是钢厂节能降耗的重中之重[1-2]。据统计,2016年中国钢铁工业协会105家会员企业高炉煤气产量为8312×108m3,利用率为98.10%,放散率为1.04%,放散总量达89.21×108m3[3-4]。
高炉煤气的主要用途如下:①净化后作为燃料,用于热风炉、炼焦炉、烧结、球团、石灰窑、轧钢加热炉、矿渣微粉、锅炉加热等工艺;②余压及余热回收,采用余压透平发电装置(TRT)将高炉炉顶煤气具有的压力能及热能转化为机械能,再将机械能转化为电能;③燃烧发电,主要有锅炉发电技术、燃气蒸汽联合循环发电(CCPP)技术和用汽轮机代替大功率电器驱动设备等;④化工生产,如合成氨、甲醇、乙酸和二甲醚等;⑤组分提纯,如采用变压吸附将高炉煤气中的主要可燃气体CO 提纯到40%~99.9%,作为高热值燃料或还原剂[5]。由于高炉煤气成分复杂,且含有粉尘、氮硫氯的化合物等有害成分,在使用前往往需要净化处理。针对高炉煤气中有害成分的净化,近年来引起了人们的广泛关注[6-8],但对于高炉煤气特征组分的来源及其在高炉煤气净化过程中相互影响的规律,却鲜有报道。本文立足于高炉煤气利用及其超低排放的源头控制,对高炉煤气特征组分进行分析,阐述并探讨特征组分对高炉煤气脱硫过程的影响规律。
1 高炉及高炉煤气
1.1 高炉
高炉是钢铁企业常用的冶炼设备,以钢板作炉壳且内衬耐火砖,通常认为由古代竖炉发展、改进而来。如图1所示,高炉自上而下分为炉喉、炉身、炉腰、炉腹、炉缸五部分,焦炭、铁矿石(烧结矿、球团矿)等原料按比例通过传送带从炉顶送入高炉,在高炉下部鼓入热风(1100~1300℃),同时喷入煤粉助燃。在高温下,高炉中的焦炭、空气、铁矿石等发生剧烈的氧化还原反应,最终生成生铁、炉渣、高炉煤气(BFG)等产品[9]。高炉炼铁技术具有经济指标好、工艺简单、生产量大、生产效率高、能耗低等优点,尽管各国研发了很多新的炼铁法,但采用高炉冶炼的铁仍占世界铁总产量的95%以上。
高炉炼铁实质上是将铁从其自然形态(磁铁矿-Fe3O4、赤铁矿-Fe2O3和菱铁矿-FeCO3等)还原出来的过程。其原理是铁矿石在特定的气氛中(还原剂CO、H2、C及适宜的温度),通过物化反应获取生铁,生铁除了少部分用于铸造外,绝大部分是作为炼钢原料。通常,冶炼1t生铁需要1.5~2.0t铁矿石、0.4~0.6t焦炭、0.2~0.4t熔剂,总计需要2~3t原料。为了保证高炉生产的连续性,要求有足够数量的原料供应。
1.2 高炉煤气
从高炉煤气导出管引出,未经净化的煤气称荒煤气。荒煤气除含有CO、H2、CH4等可燃气体外,往往含有粉尘及有害化学物质,必须经净化后才能进一步利用。高炉煤气的生成路径及分布见图1。

图1 高炉煤气的生成路径及分布
高炉荒煤气的含尘浓度为10000~50000mg/m3,产尘量为平均50~75kg/t(生铁)。粉尘粒径基本在500μm以下[10]。以宝钢副产高炉煤气为例,其主要化学成分如表1所示,其中硫化物主要有羰基硫和硫化氢,此外还含有少量SO2、二硫化碳、甲硫醇,微量二甲二硫、噻吩等,其含量见表2。粉尘主要成分为焦炭粉末、氧化硅、氧化钙、氧化镁、氧化铝、氧化铁等,其含量见表3。

表1 高炉煤气的主要化学成分及含量

表2 高炉煤气中硫化物的种类及含量

表3 高炉煤气中粉尘种类及含量
2 高炉煤气的特征组分来源及反应路径
2.1 粉尘
高炉鼓风在粉尘产生的过程中起到决定性作用。鼓风机提供了克服高炉料柱阻力所需的气体动力,但同时也将原料、燃料、溶剂中的大量粉尘夹带到高炉煤气中,故在高炉设计中鼓风机风量的选取至关重要。高炉鼓风机的风量一般按单位炉容2.1~2.5m3/min 的风量配备,但考虑到生产的发展,实际的风量配备通常都大于该比例,如450m3容积的高炉,通常配备风量为1500~1800m3/min 的风机。在热风环境中,随着炉内温度的不断升高及内部压差的不断增大,铁矿石、焦炭、溶剂等原料,以及油、煤、天然气等燃料在下行的过程中,与上行的高炉煤气发生剧烈的氧化还原反应,在上述过程中,原料和产物中大量的粉尘被夹带到高炉煤气中排出。
此外,粉尘的浓度和种类还和炉顶压力、冶炼品种、燃料比例、喷吹物成分以及鼓风成分有关。通常,正规操作下高炉煤气中粉尘的平均浓度为25g/m3,平均产尘量在50~70kg/t 生铁范围内,上限100kg/t 生 铁[13]。粉 尘 粒 径≤500μm、密 度 约3.31g/cm3,粉尘的质量粒径分布可参考表4[14]。细小粉尘会随着风量波动的变大而增多,在富CO 和H2气氛中发生还原,改变粉尘的粒径和形貌,进而影响除尘效率及除尘系统的正常运转[15-16]。

表4 质量粒径分布
2.2 氮气
高炉煤气中氮气的来源主要有两部分:一是作为保护气,作用是防止铁在高温下氧化;二是高炉鼓风机带入空气中的氮气。在实际生产中,有时会特意在高炉中鼓入氮气。Жeмбyc 等[17]认为在鼓风中增大N2的浓度可以最大限度地提高鼓风温度,进而提高CO和H2的利用率,且实现在炉顶下产生较高压力。鼓风加氮可保证炉缸有足够热量,而不使炉衬遭到热破坏以及促使炉内温度垂直扩散,这样的温度最有利于化学过程的进行,且1980 年在彼得罗夫斯基工厂得到了验证。
2.3 氧气
高炉煤气中的氧气来源为高炉鼓风和富氧。高炉鼓风的目的主要是保证高炉中燃烧的焦炭和喷吹的燃料所需的氧气;另外,还要有一定的风压克服送风系统和料柱的阻损,并使高炉保持一定的炉顶压力。近年来,由于高炉容积逐渐增大,需要更大的负载能力,因此高炉富氧技术得以发展。最初,富氧的目的主要是为提高风中含氧量,强化高炉冶炼,后来随着喷吹燃料技术的发展,高炉喷吹的天然气、重油或煤粉量过大时,导致高炉理论燃烧温度过度下降,使还原过程困难,同时也难以继续提高喷煤量。高炉富氧后,可以相应提高理论燃烧温度,增加反应区的氧化气氛,更适应实际生产[18-19]。20 世纪80 年代,日本NKK 公司提出了采用纯氧代替热鼓风的氧气高炉,其具有较高生产率、高喷煤量、低焦比、高煤气热值等优越性[20-21]。另外,传统高炉的炉顶煤气中CO2体积分数约20%,采用碳捕集与储存技术进行处理的成本比较高,且难以处理。氧气高炉流程用工业纯氧代替传统热风后,炉顶煤气中CO2浓度升高到约40%,大幅降低了碳捕集与储存的成本,使碳捕集与储存技术的炼铁工艺实现工业化及CO2减排成为可能[22]。
氧气在高炉炼铁中的作用一是助燃,保证高炉炼铁的温度维持在所需范围内;二是将焦炭氧化为CO,起还原剂的作用;三是把铁矿石中的铁和其他物质氧化为Fe2O3、CO2及硫磷的氧化物。虽然在高炉炼铁过程中不断鼓入氧气,但焦炭的总量大,和O2反应生成CO,使炉膛内始终保持还原气氛,铁水不会重新反应生成氧化铁。而由于绝大多数氧气在高炉内被消耗,故仅0.06%~0.4%残余氧随高炉煤气排出。
2.4 COx和H2
高炉冶炼中CO和H2的作用是将铁矿石中氧化态的铁还原为铁单质。湿空气经热风炉预热进入高炉,同时原料带入的水分也在高温下释放,O2、H2O和白热状态的焦炭相遇,在炉腹和炉缸区域发生化学反应,如图1中式(12)~式(15)所示[15,23]。
如果有需要,可以适当对鼓风机进行增湿处理,使得氧气中蒸汽的含量增加,以弥补反应中氢气含量较低的不足。进而,包括球团矿、烧结矿在内的铁矿石与反应后的气体在炉喉及炉身区域发生氧化铁的还原反应[15,24],如图1中式(1)~式(6)所示。
经过一系列还原反应后,气体中H2与CO含量越来越低,H2O 和CO2的含量则逐渐升高。随着高炉中温度的持续升高,炉内原料及产物中粉尘的形态慢慢从固态转变成气态,混合了所有成分的气体上升到达炉顶,构成了高炉煤气最主要的可燃成分[15]。
2.5 CH4
在高炉内,一般认为CH4的生成是两个独立过程的结果:一是焦炭的热解过程;二是焦炭的气化过程。以上过程通常发生在高炉的炉身及炉腰区域,其主要化学反应如图1中式(8)~式(10)所示。
焦炭生成甲烷的过程,实际上分为两个阶段。第一阶段是煤热解产物中新生碳与氢的快速甲烷化过程,此阶段的时间一般很短,速度很快。在快速生成甲烷阶段,甲烷生成速度与氢分压成正比,而与其他气体无关。此外,热解温度越高,甲烷生成速度越小;第二阶段是与水蒸气和碳进行气化反应同步进行的,其反应速率较第一阶段低很多。一般认为第二阶段反应速率与氢分压的关系介于一级反应和二级反应之间。
在式(8)进行的过程中,Fe 作为催化剂降低了反应的活化能,在一定程度上增加了CH4的生成量[25]。
2.6 H2O
高炉煤气中H2O的来源主要为原料及湿法除尘带入,此外还包括H2在高温下氧化产生的H2O,但相比前者含量极少,可以忽略。
对于原料中带入的H2O,可以大致进行估算。高炉吨铁耗风1230m3,鼓风湿度8g/m3,则鼓风带入的水分为9.84kg/t。加上燃料带入水分,入炉总水分含量为62.62kg/t。根据高炉吨铁产煤气量1640m3计算,则高炉煤气含水量约38.2g/m3[11]。
湿法除尘带入的H2O,则和高炉煤气的温度相关,饱和煤气含水量根据式(17)计算[26]。

式中,dc为工作状态下饱和气体的含水量,g/m3;P为煤气的绝对压力,Pa;P汽为温度t时饱和水蒸气分压,Pa。
采用湿法除尘后煤气中H2O的含量随着高炉煤气温度的升高而增加,二者关系如表5所示。采用干法除尘则不带入H2O。
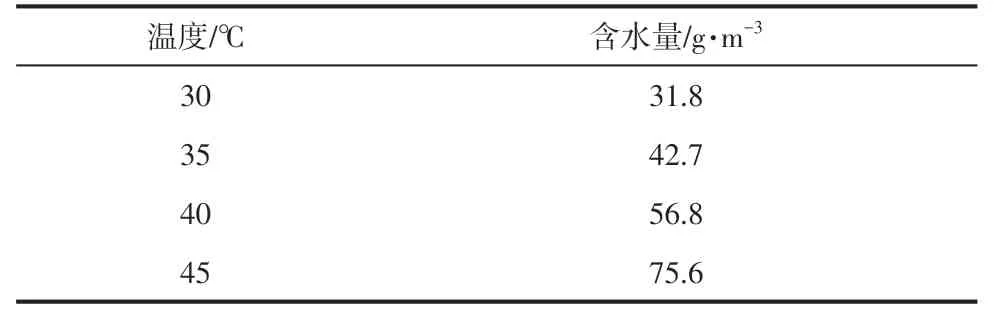
表5 湿法除尘后高炉煤气温度及对应的含水量
2.7 氯化物
高炉中氯元素的来源主要包括三个方面:①铁矿石若经海水选矿,致使矿石中氯盐含量增加;②为降低烧结矿的低温还原粉化率,各钢铁企业普遍在烧结矿表面喷洒氯化钙,导致烧结矿含氯量急剧升高;③部分钢铁企业在喷吹煤粉过程中加入适量的氯化物以改善煤粉燃烧特性,使得由煤粉带入的氯元素增加[27-28]。刘小杰[29]在分析宝钢高炉氯平衡调查结果后得出结论:①高炉入炉原料中均含有氯元素,且由烧结矿带入高炉的氯元素最多,其次为焦炭和煤粉;②大部分氯元素随煤气排出高炉。
高炉煤气中的氯化物主要以HCl 的形式存在。除铁矿石所携带的氯盐和氯化钙喷洒外,煤对高炉煤气HCl的贡献也很大。煤中氯在燃烧和热解过程中绝大部分以HCl形式析出,少量以NaCl和KCl等形式析出[29]。温度对煤中氯的析出有重要影响,从200℃起煤中氯开始以HCl 析出,在温度范围300~600℃时,90%以上的煤中氯析出,在440℃时析出速率最大[30-32]。来源于煤的HCl 又分为两部分:一是焦炭中的氯。焦炭由煤干馏而产生,其主要原料是焦煤,焦煤中氯含量较低,通常小于0.11%[29];二是煤粉中的氯。其中无论是无机氯化物还是有机氯化物,其焚烧后的主要产物都是HCl[33]。
2.8 氰化物
高炉中的氰化物有两个来源:一是原料中的碱金属;二是氰化锌。入炉原料中的碱金属主要以复杂硅酸盐的形式存在,当温度高于1500℃且有碳共存时,可被还原。以K2SiO3为例,反应原理如式(18)、式(19)。进一步,气态碱金属在高温、高碳、高氮时,具备生成其氰化物的条件,反应原理如式(20)、式(21)。

锌在矿石中则主要以ZnS的形式存在,有时也呈碳酸盐或硅酸盐的形式出现。ZnS能借助铁的作用被还原,锌的碳酸盐和硅酸盐也可通过一些高炉反应首先生成ZnO。ZnO 在约400℃(1100~1250℃最为剧烈)开始被CO、H2或C 还原。反应原理为式(22)~式(24)。

K(Na)CN 是强碱弱酸盐,极易电离产生CN-,在酸性环境中,CN-可与H+结合成HCN,HCN沸点低(26℃),易挥发,极易出现在气相中[34-35]。
2.9 硫化物
硫在煤中的赋存形态对硫的热变迁有显著影响[36]。高炉煤气中的硫化物主要来源于焦炭,包括无机硫和有机硫。有机硫又分为噻吩、砜和亚砜,其中噻吩类硫占比为20%~54%,亚砜类15%~26%,砜类3%~35%;无机硫10%~35%。张文成等[37]通过对10 种冶金焦炭的分析,表明10 种冶金焦炭的全硫量在0.66~0.81%之间,表面附着硫在0.008%~0.015%之间。
张文成等[37]将高炉煤气硫与焦炭的全硫分进行统计分析,虽然随着噻吩类有机硫增加或无机硫降低,高炉煤气硫呈增加趋势,但是焦炭硫的形态与高炉煤气硫的关系并不明显。将高炉煤气硫与焦炭表面附着硫进行统计分析,发现随着焦炭表面附着硫的增加,高炉煤气硫含量呈增加的趋势。理论计算表明,0.01%的焦炭表面附着硫相当于高炉煤气中硫量增加23.91mg/m3,高炉生产实践表明,0.01%的硫对高炉煤气的贡献在20~30mg/m3。当表面附着硫小于0.01%时,高炉煤气硫含量小于85mg/m3;当表面附着硫小于0.015%时,高炉煤气硫含量小于100mg/m3。
3 高炉煤气特征组分对脱硫过程的影响
高炉煤气热值低、有害成分高,在供给用户前需进一步处理,以使其提质增效。目前主流的高炉煤气提质手段有除尘、脱硫、除酸、CO2/CO 分离提纯技术等[38-39]。考虑到高炉煤气中硫存在形式的多样性及复杂性,以及钢铁行业实现超低排放的紧迫性,本文就高炉煤气特征组分对脱硫过程的影响规律作以探讨。
高炉煤气脱硫包括末端脱硫和源头脱硫,末端脱硫技术是针对高炉煤气燃烧后的烟气进行脱硫,但燃烧后烟气体积增大、温度高、压力低,导致末端脱硫存在设备庞大、耗水量大、二次污染、成本较高等缺陷[40]。相比末端脱硫,源头脱硫具有良好的经济效益和环境效益,且设备占地面积小,管理方便。因此目前研究主要集中在源头脱硫。2019年4月,生态环境部等五部委联合印发《关于推进实施钢铁行业超低排放的意见》,首次提出加强源头控制,高炉煤气应实施精脱硫。
高炉煤气中H2S 占比在20%~40%之间,有机硫占比在60%~80%之间,其中COS 占有机硫总量的90%以上。如图2 所示,源头脱硫通常先采用COS 转化法把高炉煤气中的COS 等有机硫转化为H2S,再采用干法或湿法将H2S 脱除。以下针对高炉煤气特征组分对COS转化、干法脱H2S、湿法脱H2S的影响分别予以探讨。

图2 高炉煤气源头脱硫流程
3.1 高炉煤气特征组分对COS转化的影响
COS 转化通常有两种方式,COS 催化加氢和COS催化水解。
3.1.1 COS催化加氢
COS催化加氢的化学反应方程式见式(25)。

原料气中有CO 和CO2时,可发生甲烷化副反应[式(26)~式(28)]或COS 水解的逆反应,若同时存在水蒸气时,发生CO变换反应[式(29)]。较高浓度的CO会发生歧化副反应[式(30)],所产生的炭黑会降低催化剂的活性[40]。式(26)~式(30)均为放热反应[41],易导致催化剂床层升温,造成催化剂失活。此外,COS 催化加氢一般在200℃以上加热条件下进行,而式(25)是一个可逆反应,高温导致反应向逆反应方向进行,反而不利于COS分解。

O2的影响主要是导致催化剂中毒和老化。一方面,加氢催化剂通常采用γ-Al2O3为载体,γ-Al2O3的耐硫性能较差,产物中的H2S在O2作用下生成硫磺,附着于催化剂表面,或在催化剂表面形成硫酸盐,导致催化剂活性位点减少;另一方面,O2在高温下可能导致催化剂活性组分烧结或氧化,降低其分散度。此外,Glarborg 等[42]研究了COS 在反应条件:空燃比为0.5~7.3,温度450~1700K,压力2~304kPa 下氧化的动力学模型,认为在上述条件下同时存在O、S、SO、H、OH、HO2、SH 等自由基,它们之间的复杂作用对COS 加氢反应产生抑制。
3.1.2 COS催化水解
COS催化水解的化学反应方程式见式(31)。

原 料 气 中COS 含 量、O2、CO2、H2O、H2S 及HCl 对水解催化剂的寿命造成影响,而气相中的H2S 和SO2则会降低COS 的转化率[43-44]。研究表明,当COS 含量<10mg/m3,催化剂寿命为2~4 年;COS含量>10mg/m3,催化剂寿命为1~2年[40]。


图3 羰基硫在γ-Al2O3上催化水解的氧中毒机理
气相中的HCl 也可能导致催化剂中毒。Cl-和催化剂活性相中的金属单质反应,生成稳定的FeCl2、MgCl2等化合物;HCl 还能消耗催化剂中的碱金属助剂如KOH、Na2CO3等,且随着温度升高而加剧[52-53]。当气相中存在大量H2时,含氧化合物能迅速转化为水汽,进而水汽分子又迅速分解为H2和活性O*,活性O*在催化剂表面吸附,引起金属活性组分发生微晶烧结,最终导致催化剂失活。如果气体中水含量过高,而反应器中温度不均匀,则会引起部分区域发生水汽冷凝,溶解催化剂中的碱性助剂,导致催化剂活性下降,且溶解形成的盐溶液还可能腐蚀反应器内的金属构件,造成设备损坏。
气相中的H2S和SO2会影响COS的转化率。H2S含量达到14g/m3时,COS 转化率仅为65%,当H2S含量降低到1mg/m3时,羰基硫转化率达99%以上,故一般要求入口H2S 不高于10μL[40]。SO2对COS 水解的影响则表现在二者在相同的Brønsted碱性中心吸附,而SO2有更强的吸附性。Bachelier 等[54]研究表明,SO2使COS 的理论热力学转化率降低33%~50%。
3.2 高炉煤气特征组分对H2S干法脱除的影响
H2S 干法脱除是利用固体吸附剂将H2S 等含硫物质吸附去除的工艺,常用的吸附剂有氧化锌、氧化铁、活性炭等。氧化锌作为吸附剂时,气体中含有CO2会生成ZnCO3,减少脱硫剂孔容,影响其性能;气相中的HCl 与氧化锌反应生成ZnCl2,阻止H2S进入脱硫剂内,大幅降低脱硫剂性能;氧化铁作为吸附剂时,气相中存在CO2时,会导致脱硫剂的pH 下降,降低脱硫剂的活性;活性炭作为吸附剂时,对气相中的H2O非常敏感,活性炭的亲水性导致H2S的吸附效率下降。此外,近年来也出现了一些新型吸附剂,但基本处于实验室开发阶段,尚未工业化应用。如Cortés-Arriagada等[55]研究了CO、CO2、SO2、H2S 在Fe 掺杂石墨烯纳米片上的共吸附,并用密度泛函理论(DFT)对吸附剂和气体相互作用的结构特性和电子性质进行了分析,表明CO、SO2、H2S 在吸附过程中存在强相互作用,而且有O2存在时,使这种作用变得不稳定,导致H2S的吸附受到抑制。Joshi等[56]研究了不同金属合成的MOF 材料对H2S 的吸附,发现当气体中含有CO2时,Cr 合成的介孔MOF 对H2S 的选择性要优于Zr或Ti合成的介孔MOF。
活性炭作为一种常用的脱硫剂,在高炉煤气中低温脱硫领域广受关注。活性炭具有发达的孔结构、大的比表面积、丰富的表面活性基团,但其直接被用于脱硫时,存在脱硫精度不高、硫容低等缺点。近年来,国内外研究主要集中在对活性炭表面物理化学性质的改良,以提高其对H2S的精脱除能力。此处就高炉煤气特征组分对活性炭脱硫过程的影响及该过程中硫物种的变化作以探讨。
研究表明,高炉煤气中的酸性成分对活性炭基脱硫剂脱除H2S影响很大。活性炭表面的碱性环境有利于增大硫容,而煤气中HCl、HCN、COx等在一定程度上对活性炭表面的碱性位造成破坏,减弱了H2S在活性炭表面的吸附,且酸性环境抑制HS-的形成,促进SOx及H2SO4的生成,使活性炭表面的活性成分硫酸盐化,抑制了H2S的脱除。为确保脱硫效率,活性炭表面的pH应大于5[57-58]。此外,活性炭基脱硫剂在工业应用过程中会出现较为严重的放硫现象,即在微氧条件及有COx存在的情况下,H2S在活性炭表面发生复杂的化学反应,生成SO2、COS、CS2等比H2S更难脱除的硫化物,导致出口总硫的浓度反而高于入口。如图4所示,气体中的H2O首先在活性炭表面吸附,并形成一层水膜;O2扩散至活性炭孔道并在水膜中溶解,O2在活性炭表面发生化学吸附并解离为活性O*;H2S 扩散至活性炭孔道,在水膜中解离为HS-;活性O*和HS-发生化学反应后生成单质Sn,并逐渐在活性炭孔道内沉积。随着Sn的沉积,活性炭表面的硫分子层变厚并趋于吸附饱和。沉积在活性炭表面的Sn在活性O*的作用下生成SO2,同时与气相中的CO发生反应生成COS;在一定温度下,未完全反应的H2S与气相中的CO发生反应生成COS和H2,同时与CO2相互作用生成COS和H2O;进而,一部分COS热分解为CS2和CO2。这些含硫副产物和未完全吸附的H2S共存于尾气中,造成出口总硫浓度超标[59]。
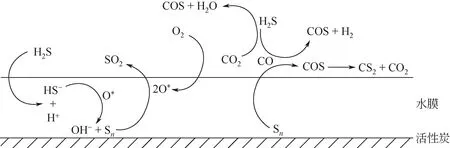
图4 活性炭脱除H2S及放硫机理
Wu 等[60]在H2气氛下通过改变O2/H2S 的比例发现,虽然出口SO2的含量与O2/H2S 呈正相关,但SO2穿透时间却基本无变化,进一步证明SO2是单质硫氧化所得。在利用活性炭脱除混合气体(H2、CO、CO2、H2O、CH4、N2、H2S、O2)中H2S 的过程中,同样发现随着气体中O2/H2S 的增加,出口COS 浓度逐渐降低,当O2/H2S>2/1 时,出口COS浓度基本保持不变。这说明O2/H2S的增加在一定范围内可以抑制COS的产生,其原因为CO和O2存在竞争吸附,而O2在活性炭表面的吸附作用更强。
3.3 高炉煤气特征组分对H2S湿法脱除的影响
H2S湿法脱除工艺中,煤气直接与液态的脱硫剂发生物化反应,从而脱除H2S。烷基醇胺的水溶液常用于吸收H2S 和CO2,其中单乙醇胺(MEA)的碱性最强,与酸气反应速度最快,可同时脱除H2S 和CO2,但在有机硫(COS、CS2等)作用下,生成不可再生的副产物,且对H2S的选择性低;二乙醇胺(DEA)也可同时脱除H2S 和CO2,且对COS、CS2有较好的适应性,可脱除气体中的多种硫化物。近年来也有研究人员尝试用离子液法脱除H2S,但高昂的成本限制了其工业应用,且离子液同样存在H2S 和CO2的选择性问题[61]。络合铁法在CO2含量高的气体中可选择脱除H2S,但脱硫液不稳定,再生速率慢[40]。
此外,碱液(Na2CO3)吸收H2S 形成硫氢化物(NaHS),当气体中存在CO2时会发生副反应产生NaHCO3。次氯酸钠溶液也可用于H2S脱除,生成硫酸钠和氯化钠,但由于高炉煤气中同时存在HCl、HCN、CO2等酸性成分,溶于水易导致次氯酸钠分解为Cl2、HCl等,造成原料浪费及二次污染。
总之,湿法往往对很多酸性气体同时有效,无论采用哪种吸收液,高炉煤气特征组分的影响基本都集中在削弱吸收液对H2S的选择性、增加溶剂耗损等方面。故在高炉煤气的复杂环境中采用湿法脱除H2S,减少甚至避免副反应的发生将显得尤为重要。
4 结语和展望
粉 尘、N2、O2、CO、CO2、H2、CH4、H2O、HCl、HCN、硫化物等共存于高炉煤气,其主要可燃成分CO和H2仅占30%左右,故高炉煤气的热值(约3500kJ/m3)远低于转炉煤气(约6000kJ/m3)和焦炉煤气(约17000kJ/m3),且燃烧排气量大。但作为一种副产能源和污染物,如不加以回用而直接排放,则造成严重的资源浪费和环境污染。基于我国能源利用率不高、COx等化工原料生产成本高及大气环境治理压力大、排放标准日益严格的现状,资源化和源头减排将是今后很长一段时间内高炉煤气研究的重点和方向。在高炉煤气净化和资源化的实施过程中,各组分不可避免相互影响,应根据具体目的,结合各组分的化学特性及反应路径,选择合适的净化方法和手段以规避不利影响。
硫化物是高炉煤气中主要有害成分之一,其大部分由铁矿石、焦炭、煤粉等原料带入,高温加速原料分解,并和空气、燃料发生剧烈的化学反应,导致有害成分复杂化。在国家推进钢铁行业超低排放的大背景下,高炉煤气脱硫面临着较大的技术压力。高炉煤气中的COx、O2、HCl、HCN、H2O、硫化物等都会对脱硫过程产生抑制,其主要危害是引起催化剂失活、竞争吸附以及发生副反应,最终导致硫化物的去除率下降、产品品质劣化。在高炉煤气复杂组分条件下,实现高炉煤气硫排放达标及精脱硫可以从以下方面入手:①在脱硫剂开发的过程中,需着重考虑其耐硫、耐氯、耐水热、抗氧等性能,且兼顾脱硫剂的选择性,通过模拟现场条件、添加助剂、改变脱硫剂表面性质等手段,尽量减少副反应的发生;②在脱除H2S的过程中,可根据进气的化学组成及含量,平衡效果和成本的关系,选择合适的工艺和吸附(吸收)剂;③开发高硫容、中低温、COS/H2S 协同净化的脱硫剂具有重要意义。
猜你喜欢
矿山安全信息(2022年8期)2022-11-25
矿山安全信息(2021年3期)2021-11-30
新疆钢铁(2021年1期)2021-10-14
红蜻蜓·中年级(2021年2期)2021-09-10
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年1期)2021-04-13
矿山安全信息(2020年3期)2020-01-09
当代工人(2019年18期)2019-11-11
