海上平台低压气回收机控制系统程序设计缺陷的逻辑优化
2022-02-21 01:17傅华军李智慧
天津科技 2022年1期
傅华军,李智慧
(中海石油(中国)有限公司天津分公司 天津 300459)
1 研究背景
海上某生产平台设置有2 台螺杆式低压气回收机用于对工艺流程中的低压伴生气进行提压回收,以此来降低平台的碳排放。低压气回收机采用西门子S7-300PLC 控制器,实现对机组运行参数的连续监测、阀门控制、机组启停和逻辑关断保护功能。
PLC 控制系统作为机组控制的神经中枢,重要性不言而喻,安全问题变得越来越突出。这是由于PLC 故障轻则发生局部死机,对机组的安全稳定运行带来影响;重则引起整个工艺流程的波动,甚至引发整个生产的安全事故[1]。
在一次低压回收机报故障停机后,现场发现控制盘屏参数均显示为乱码,指示灯显示停机而实际情况是进出口阀门关闭、辅机停机,但主电机未停机仍在运行,且伴有机组高温现象,立即通过配电盘断电使电机停止。结合故障现象和控制系统设计逻辑进行深度分析,发现程序存在设计缺陷,在控制系统PLC故障的情况下未能确保系统安全停车,该情况发生如未及时发现并处置将会对设备带来重大安全风险,不符合故障安全型设备设计的理念,需对控制系统程序进行改造优化,实现保护功能的完好性和有效性。
本文总结介绍了仪控系统逻辑优化的成功案例。
2 逻辑改造优化技术方案
2.1 低压机仪控系统介绍
低压气回收机控制系统采用西门子S7-300 PLC控制器,实现对机组运行参数、仪控信号的状态监测、阀门控制、机组启停和逻辑关断保护功能,其中逻辑关断有进出口压力高高低低信号、机体和轴承温度高高信号、电机绕组和轴承温度高高信号、润滑压力低低信号,同时还设计有现场手动停机、急停按钮,ESD 系统发出的一二三级关停信号。按照本质安全设计,在控制系统出现故障时也必须保证机组正常关停。
正常情况下,在故障停机、人为停机、紧急停机后,必须通过控制盘的复位按钮进行复位操作才能重新启动机组。
2.2 主机不停机原因分析
根据图纸确认PLC 启停机控制由输出继电器J22 进行控制(图1)。启机测试时,手动将PLC 拨到Stop 状态,测量继电器J22 的触点一直处于常闭状态。分析原因为J22 使用常闭触点,但当PLC 由Run切换至Stop 状态时,PLC 无法输出信号使J22 得电将其常闭触点断开,因此无法达到停机的目的。查看PLC 主机停车设计程序,以便对原因进一步确认。通过程序可以看出,当出现主机连锁停机信号时,SR触发器对J22 继电器进行置位动作,使J22 常闭触点断开,进而控制回路断开实现停机(图2)。根据定义,SR 触发器是复位优先触发器(图3)[2],在主机停车信号反馈以后对J22 继电器进行复位。

图1 停机信号继电器Fig.1 Stop signal relay
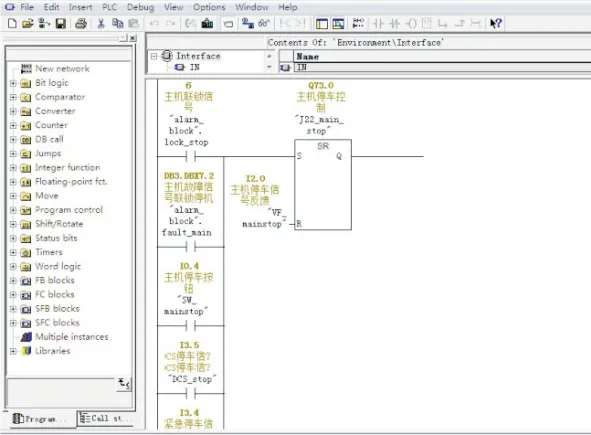
图2 停机逻辑Fig.2 Stop logic
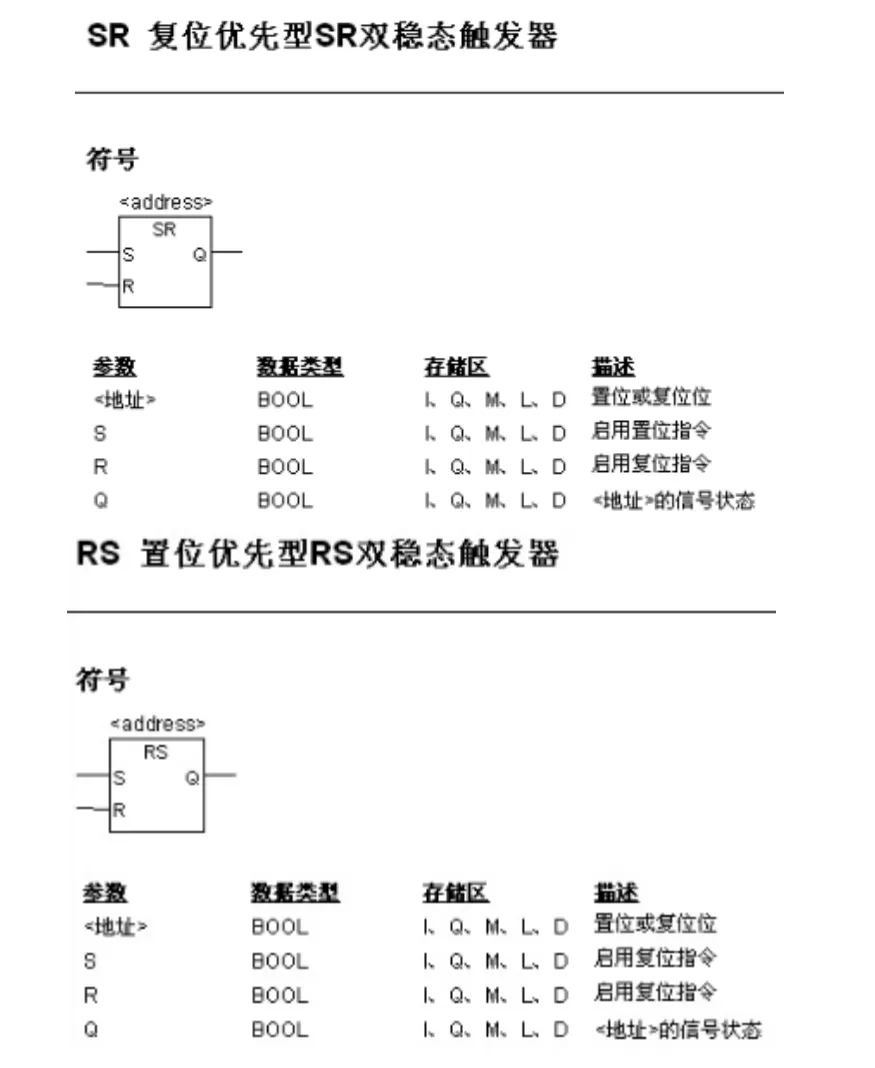
图3 西门子SR/RS触发器Fig.3 Siemens SR/RS flip flop
当产生连锁停机信号时,PLC 输出信号使J22得电将其常闭触点断开,此时机组停机。在得到停机反馈信号后再对J22 复位,使机组处于可启机状态。但未考虑当PLC 产生故障时,PLC 程序无法运行,SR 触发器无法输出使J22 得电的信号,因此存在设计缺陷。
2.3 逻辑优化及测试
针对PLC 控制器故障时进行停机控制的继电器无法得电的缺陷,将相应控制程序段修改为RS 触发器置位优先模式,同时将J22 常闭触点改为常开触点。这样在机组状态正常时,J22 继电器得电,常开触点闭合,机组正常运行;当PLC 产生故障时,程序停止,J22 立即失电,继电器触点恢复至常开状态,机组停机。当控制系统恢复正常后接收到停车信号反馈给PLC,将RS 触发器置1,确保机组能处于可启机状态(图4)。

图4 优化后的停机逻辑Fig.4 Stop logic after optimization
对程序修改后,正常停机状态时J22 继电器处于得电状态,常开触点闭合,机组处于可启机状态。此时按下启机按钮,启动控制回路闭合机组运行。一旦PLC 发生故障,PLC 无法正常输出控制信号使J22保持在得电状态,J22 继电器断电,主机停机,从而实现了在保证原有正常停机逻辑情况下PLC 本身故障的停机保护(图5)。

图5 修改优化后的停机信号继电器Fig.5 Stop signal relay after adjustment
3 借鉴意义
西门子PLC 控制器应用较为广泛,普遍用于各种大中型设备的自动控制。在设备控制程序中SR 和RS 触发器为常用功能块,在使用时需要重点考虑PLC 控制器故障状态下的信号输出,确保停机功能的本质安全[3]。
作为低压伴生气压缩系统中重要而又普遍使用的设备,低压气回收机发挥着极为重要的作用。发现机组故障现象进行低压回收机仪控系统逻辑优化改造,在不改变原有保护逻辑的前提下,解决了系统本身的设计缺陷,保证了压缩机仪控系统的稳定运行,其他单元亦可同步对低压回收机程序进行相应检查确认,具有较强的普遍推广意义。
4 总结
加强重点领域节能减排工作是实现碳达峰、碳中和的一个重要途径,海上石油开采平台低压伴生气回收有助于企业实现节能减排,低压伴生气回收装置的安全平稳运行显得尤为关键。
在控制系统设计时,除了考虑流程和设备参数异常情况下的停机逻辑外,也必须考虑控制系统失效场景下的停机保护逻辑,否则机组将处于失控的运行状态,给设备带来一定的损失。
针对低压伴生气回收机本身设计缺陷,通过程序优化改造,保证了低压伴生气回收机的稳定运行,实现了降本增效,同时为生产平台降低碳排放目标打下了坚实的基础。
猜你喜欢
电子科技大学学报(2022年3期)2022-05-28
现代仪器与医疗(2021年4期)2021-11-05
计算机测量与控制(2021年4期)2021-05-07
电脑爱好者(2021年6期)2021-03-24
汽车维护与修理(2021年2期)2021-02-03
军民两用技术与产品(2020年8期)2020-09-07
山东工业技术(2019年13期)2019-05-30
电脑知识与技术(2018年22期)2018-11-26
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18