
球墨铸铁中冷器座管铸造工艺研究
2022-02-24 13:51张春禹王建荣
中国铸造装备与技术 2022年1期
张春禹,王建荣
(中车戚墅堰机车有限公司铸锻分公司,江苏常州 213011)
1 产品结构
中冷器座管是公司大型内燃机用的创新设计,材料为QT500-7,集成了柴油机的进气和进水等功能,属薄壁箱体类铸件,其外形尺寸为2154mm×506mm×232mm(图1),重约235kg,主要壁厚10mm,法兰背面均布ø50mm×50mm 的搭子,壁厚差较大,且壁厚的公差仅为±0.405mm。
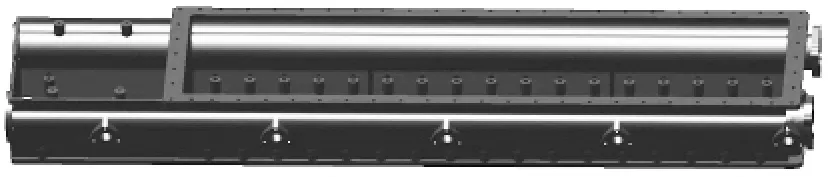
图1 中冷器座管
2 质量要求
(1)中冷器座管加工后需要进行水压试验,整个箱体内腔及两侧的管路保持压力0.5MPa 至少5min,任何部位不得有泄露。加工面不得有任何气孔、缩孔缩松等铸造缺陷存在。
(2)表面质量要求较高,不允许存在粘砂、渗铁等缺陷,铸件内腔圆滑过渡,内、外壁经过喷丸处理后表面粗糙度必须要达到规定要求。
(3)尺寸精度要求高,铸件的壁厚均需要进行检查,不能超出公差范围,成品重量要求为225kg,公差为5%。
3 工艺方案的确定
3.1 造型工艺
采用两箱组芯造型,将侧面下型的补砂芯放大到铸件顶面(图2),同时为了充分利用现有砂箱和简化模具结构,下型模样只制作至水管中心,在下型所有砂芯下好后,套上中间砂箱,在砂芯背面填砂紧实,不仅简化了造型操作,而且能节约模具制作费用。
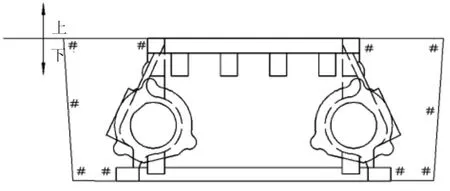
图2 造型工艺简图
3.2 浇注系统选择
中冷器座管具有较大通孔,将浇注系统设置在铸件内腔的底部,形式为底返式浇注系统(图3),其中∑F 直:∑F 横:∑F 内=1:1.85:1.19。其充型过程是:金属液从直浇道进入横浇道,分配到各内浇道后再从铸件底部进入铸件。该底返式浇注系统具有在整个浇注过程中,甚至是浇注断流时,横浇道始终保持充满状态,能有效阻挡渣子进入型腔,防止出现夹渣缺陷;金属液从铸件底部进入型腔,充型平稳,不会产生飞溅和氧化,防止铁豆等缺陷的产生;浇道设置在铸件内部,金属液在型内流动距离短,能有效减少铸件冷夹等缺陷;浇注系统不占用砂型空间,可以减小砂箱尺寸,减少型砂用量,降低生产成本等优点。
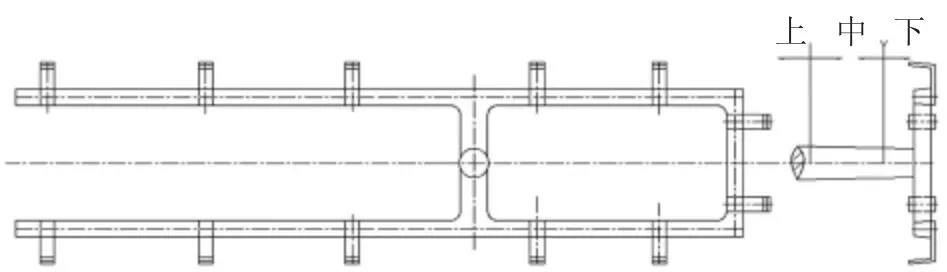
图3 设计在内孔的浇注系统
3.3 砂芯的防错设计
由于是组芯造型,内腔砂芯上下层间增加了定位,保证了砂芯定位的准确;侧面的四个补砂芯下芯时与位于两侧的水管芯干涉,无法下入铸型,须将芯座向后外侧放大20mm,下芯后填入固定砂芯;侧面相同结构相近的砂芯增加了防错设计,即每个砂芯设计明显不同定位装置,在操作失误时无法下入铸型中(图4),有效避免砂芯下错造成的铸件报废。
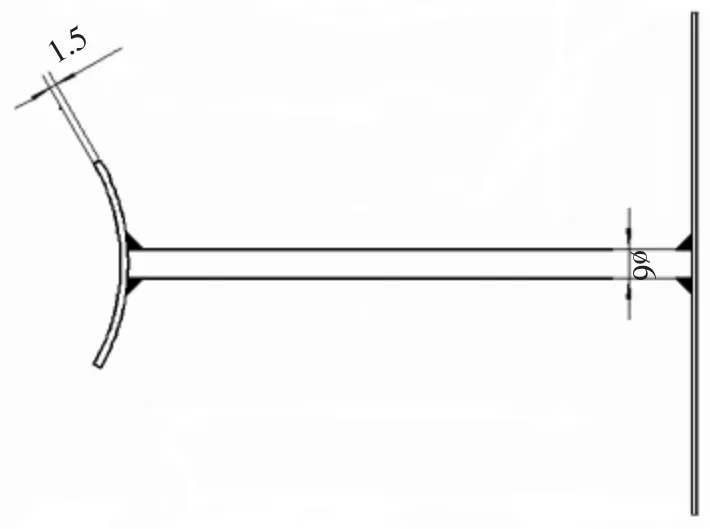
图4 芯撑结构
3.4 芯撑、冷特设计
将芯撑支撑面铁片厚度改2mm,形状与砂芯外圆一致(图4),增加砂芯的稳定性,保证砂芯在铁液浮力作用不上浮。为加快局部热节的凝固速度,在铸件厚实的搭子位置设置冷铁,平衡铸件的凝固速度,防止搭子钻孔后出现缩孔缩松缺陷。
4 工艺实施效果
按照此工艺生产的中冷器座管铸件质量明显提高,完全消除了渣孔、冷隔等缺陷,经机加工和水压试验,缩孔缩松和泄漏缺陷率大大降低,废品率可控制在3%以下;减少了造型和合型工作量,提高了生产效率。
5 结论
具有较大通孔的铸件,在通孔设置底返式浇注系统,可有效保证浇注充型平稳和增加档渣效果,防止铸件的渣孔和冷隔等缺陷;芯撑接合面与砂芯形状一致并适当增加厚度,提高了砂芯的稳定性,能明显减少砂芯上浮;局部热节设置冷铁能基本消除缩孔缩松缺陷;三箱造型改为两箱造型简化了造型操作,提高了铸件尺寸精度。
猜你喜欢
电镀与精饰(2022年11期)2022-11-15
铸造设备与工艺(2021年2期)2021-06-08
理化检验(物理分册)(2021年3期)2021-03-23
现代电子技术(2021年3期)2021-02-02
黑龙江八一农垦大学学报(2020年2期)2020-05-06
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
汽车维护与修理(2019年14期)2019-08-08
科技创新与应用(2019年8期)2019-06-27
中国建筑金属结构(2019年4期)2019-05-15
