
连续纤维增强热塑性预浸料制备工艺与发展趋势
2022-03-07 01:38刘延宽顾子琛王志平
中国塑料 2022年2期
刘延宽,顾子琛,2,王志平
(1.中国民航大学天津市民用航空器适航与维修重点实验室,天津 300300;2.国家知识产权局专利审查协作天津中心,天津 300300)
0 前言
纤维增强树脂基复合材料(FRP)是以高性能纤维与树脂复合而成的材料,具有较高的比强度和比刚度,同时具有耐高温、耐腐蚀等特点。在航空航天领域,其凭借较高的可设计性和可整体成型特点得到了广泛的应用[1],尤其是在近40年来,复合材料相关技术逐渐走向成熟,在民用航空领域,复合材料已逐渐代替铝合金、钛合金等金属材料,使飞机在保证其结构强度的同时达到减重的目的,进而提高燃油效率与运输能力[2]。近年来,热塑性复合材料得到长足的发展。在电动汽车领域,热塑性材料成为轮毂、车门的整体成型材料;在航空航天领域,热塑性复合材料同样被用于飞机和航天器的次承力结构与非承力结构部件中。同时,环境问题现已经成为国际共识,热塑性复合材料作一种为可回收材料,其低能耗成型工艺顺应了当前发展潮流。重新审视目前应用广泛的热固性复合材料发现其已经不能满足航空工业的要求[3],热塑性复合材料越来越多地成为了航空领域应用的首选与主要研究对象。这是因为:(1)热塑性树脂更高的熔点使FRP具有更高的使用温度;(2)热塑性树脂内部氧化交联程度较低,因此相比于热固性FRP,热塑性FRP具有更高的损伤容限;(3)热处理对热塑性树脂的性能影响较小,因此其可重复加工成型;(4)热塑性预浸料的存储对环境要求较低,可在常温环境中储存。
复合材料低成本制造技术是现阶段国内外主要关注的问题之一,尤其在热塑性复合材料的成型制备过程中,预浸料是不可或缺的一环。预浸料用于将复杂的树脂浸渍过程和成形步骤分开,因此可以大幅提高自动化程度和生产率[4]。热塑性预浸料在其生产过程中对生产工艺具有很高的要求,而传统的热塑性预浸料生产方法大多根据热固性预浸料的加工方法演变而来,但是与常温下即为液态的热固性树脂不同,热塑性预浸料的生产往往要求更高的温度,如热塑性聚酰亚胺、聚苯硫醚(PPS)、聚醚醚酮(PEEK)等航空工业中较为常用的热塑性树脂的加工温度范围需达到300~400 ℃[5],高温下熔体的黏度在100 Pa·s以上。通常情况下,复合材料的力学性能会受到其制备过程中树脂对纤维材料的浸渍程度的影响,但上述热塑性树脂在高温状态下具有较高的黏度,使其无法实现对纤维的充分浸渍。因此,如何提高树脂对纤维的浸渍率是热塑性预浸料制备工艺需解决的一大难题。
结合目前国内外的研究现状,热塑性预浸料的制备方法可归纳为两大类。第一类为预浸渍方法,这一类方法旨在直接提高树脂对纤维材料的浸渍率,通常借助高温或溶剂的作用来实现,这类方法又可分为热熔浸渍法[6⁃7]和溶液浸渍法[8⁃9]。第二类为预成型方法,这类方法是根据热塑性树脂的物化性质衍生出的制备工艺,如粉末工艺[10⁃11]、混编工艺[12⁃13]、原位聚合工艺[14⁃15]、薄膜堆叠工艺[16⁃18]等。本文总结和对比了国内外连续纤维增强热塑性预浸料的主流浸渍及成型工艺,对热塑性预浸料成型模具的设计与应用进行了讨论,阐述了热塑性预浸料的发展现状,并对连续纤维增强热塑性预浸料制备工艺未来的发展方向进行了分析和展望。
1 纤维增强热塑性预浸料制备工艺
1.1 热熔浸渍工艺
热熔浸渍工艺是一种利用树脂熔体直接浸渍纤维材料的浸渍方法。该法首先对树脂进行升温加热,当温度达到树脂材料的熔点以上时树脂进入熔融状态,此时将树脂浸渍到纤维材料的表层,纤维通过牵引辊的牵引进入热轧辊,树脂在压力辊的挤压下可以充分渗进到纤维丝束中。热熔浸渍工艺的示意图见图1。在制备过程中,树脂的浸渍过程可分为以下两个尺度,首先为纤维束与束间的空隙,其次是纤维单丝间的空隙,而纤维单丝间存在的空隙数量级只有微米级[4]。这种方法制备热塑性预浸料需要注意的是,牵引过程中纤维由于受到不均匀的张力而导致的集束行为可能会造成预浸料存在树脂富集区域,因此针对树脂熔体在纤维材料内部浸渍行为的研究成为了热熔浸渍工艺研究中的重点,并基于Darcy定律发展出了不同的熔融浸渍理论。
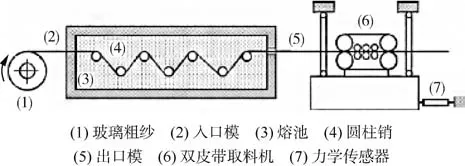
图1 热熔浸渍工艺示意图Fig.1 Schematic diagram of hot⁃melt impregnation process
Ren等[19]基于Darcy定律的理论,再借助Reynold方程建立模型,通过模型所体现的楔形区域压力分布与浸渍效果成功预测了工艺参数对纤维束浸渍度的影响。结果表明,可采取两种方式提高纤维束的浸渍度,一是升高加工温度与增大纤维丝束半径,二是降低牵引速度和减小纤维丝束半径。但是需要注意的是,在第一种方法中由于温度过高会造成树脂的氧化交联甚至热解[5],所以浸渍过程中所选择的温度区间不宜过高。由此可见,在热熔浸渍制备热塑性预浸料的工艺过程中,达到纤维材料的完全浸渍所需的时间与所选取的加工条件和纤维丝束半径有关。Kim等[20]研究了在封闭的模具中以循环压缩的方式向纤维织物注射树脂进行浸渍的可行性,通过研究不同工艺温度、压缩压力、循环次数对纤维丝束的浸渍质量的影响,发现热熔浸渍工艺过程中树脂的流动遵循Darcy定律,如式(1)所示:

Kxy——纤维在织物平面内的渗透性张量,m
μ——树脂黏度,Pa·s
P——树脂压力,Pa
总浸渍时间按式(2)计算:

式中 tfill——总浸渍时间,s
Vf——纤维体积分数,%
l——试样的厚度,m
Kz——纤维在预浸料厚度方向的渗透性张量,m2
Pcomp——浸渍压力,Pa
实验结果表明,温度每升高20℃,总浸渍时间可缩短约30%。同时,根据式(2)可知,虽然有效提高浸渍压力可缩短总浸渍时间,但如果纤维材料所受浸渍压力过大,渗透性值会随着纤维体积比的增大而降低。而同样通过观察式(2)可知,渗透性值的降低会同时增加总浸渍时间,所以在热熔浸渍工艺中要尽量避免出现过高或过低的压力。
1.2 溶液浸渍工艺
由1.1节中讨论的工艺可知,虽然温度的升高可以提高树脂对纤维的浸渍效果,但是热塑性树脂的高黏度在浸渍过程中所带来的问题并没有得到根本的解决,溶液浸渍工艺(图2)的发展在一定程度上解决了这一问题。溶液浸渍工艺的原理是将树脂溶解在特定的溶剂中形成黏度较低的溶液,纤维束通过盛有这种低黏度溶液的浸渍池并被充分浸渍,之后再经过烘箱进行烘烤使溶剂在高温下蒸发,最后再通过电弧加热的方式使树脂进一步浸渍纤维,形成最终热塑性预浸料。这种溶液浸渍工艺由于其溶液具有较低的黏度,相比于热熔浸渍工艺对纤维材料具有更好的浸渍效果。

图2 溶液浸渍工艺示意图[21]Fig.2 Schematic diagram of solution impregnation process[21]
通常非晶型树脂如聚醚酰亚胺(PEI)、聚醚砜(PES)等可溶解在低沸点的溶剂中,但是如PEEK、PPS等半结晶型树脂很难溶解于溶剂,溶液浸渍的难点在于溶剂的选择。Wu等[22]通过实验证明环戊酮/丙酮的混合物体系是PES的理想溶剂。Li等[21]通过N⁃二甲基乙酰胺溶液浸渍方式获得了碳纤维增强基聚芳醚砜酮(PPESK/CF)预浸料,研究表明树脂溶液自身的温度同样对浸渍效果具有影响,温度越高,树脂溶液的黏度越低,越有利于对纤维材料的浸渍。蹇锡高等[23]研究了连续纤维增强杂萘联苯共聚芳醚砜共混树脂复合材料的制备方法,这种方法中有机溶剂在导辊的牵引下经热流烘干通道(120~280℃)被烘干去除,随后浸渍有树脂的纤维材料经自然冷却得到预浸料。
虽然以上溶液浸渍工艺能够有效降低热塑性树脂的黏度,但是也存在诸多缺点,如部分热塑性树脂较难溶于溶剂、溶剂烘干过程造成的环境污染等,同时制备完成后树脂中残余的有机溶剂会提高预浸料内部的孔隙率,尤其是在纤维与树脂界面处存在的孔隙会严重影响最终制备的复合材料的相关力学性能[24]。
1.3 粉末工艺
除了热熔浸渍和溶液浸渍两种预浸渍方法外,国内外研究学者还进行了一系列预成型方法制备热塑性预浸料的研究,粉末法是其中较为常见的一种工艺方法。
1.3.1 湿法粉末浸渍
湿法粉末浸渍工艺的核心材料是高质量、小颗粒、粒径均匀分布的树脂粉末,将这种树脂粉末与表面活性剂、水等物质混合形成均匀分散的悬浮液。当纤维丝束进入悬浮液之后,树脂粉末会借助于表面活性剂的作用附着在纤维表面,最后通过高温加热的方式将水分蒸发形成预浸料[25]。Chen等[26]利用该方法,同时借助于建立浸渍模型与工艺参数控制相结合的方式成功制备了PEEK/CF预浸料,结果表明在PEEK材料的加工温度范围内(300~400℃),PEEK熔体的流动速率随成型压力的升高而增大,流动速率的增大意味着树脂黏度的降低,有利于提升树脂对纤维的浸渍水平。Zhu等[27]通过湿法粉末浸渍制备连续碳纤维增强聚醚醚酮预浸料,研究了工艺参数对预浸料的树脂/纤维比和拉伸强度的影响。结果表明,提高拉伸速度和PEEK悬浮液浓度可提高预浸料中的树脂含量。力学性能研究表明,预浸料的拉伸强度随加工温度和纤维含量增加而显著提高,当温度由320℃提升至350℃时,PEEK/CF预浸料的拉伸强度由1 466 Mpa提高到1 732 Mpa,提高了18.15%。不同加工温度下的PEEK/CF预浸料截面SEM照片如图3所示,350℃下浸渍效果显著增强,界面黏附性较好。

图3 不同加工温度下的PEEK/CF预浸料截面SEM照片[27]Fig.3 SEM images of PEEK/CF prepreg cross⁃sections at different processing temperature[27]
1.3.2 干法粉末浸渍
干法粉末浸渍工艺通常利用静电吸附原理使纤维和树脂粉体所带电荷相反,这种方法通常需要结合流化床技术来实现,因此也叫做静电粉末硫化技术。在静电力和空气动力的作用下,被离子轰击而附带电荷的树脂颗粒会附着在纤维上,之后再被牵引入对流烘箱中,粉末颗粒在高温下实现对纤维的浸渍[28⁃29]。Goud等[30]通过研究发现,在这种工艺过程中需注意控制空气流速,过快的气流会将已经附着在纤维表面的树脂颗粒吹落,同时也会出现粉末颗粒堵塞电晕尖端的情况,进而影响树脂颗粒的带电性能,导致最终制备的预浸料中树脂的质量分数偏低。在1~5 m/min范围内增加纤维的牵引速度,同样会导致树脂质量分数的减小,而一个稳定的硫化床压力通常为0.5 MPa,此时硫化空气向上运动时恰好能够克服树脂粉末颗粒间的引力和黏聚力。
同样需要注意的是,无论是湿法粉末浸渍还是干法粉末浸渍,其对粉末粒子的直径都具有较高的要求,原则上树脂粉末的直径要小于所选取的碳纤维直径,这样才能保证粉末粒子能够更好地进入到纤维之间的空隙中。干法粉末浸渍方法比较容易控制所制备的预浸料中树脂层的厚度,但这种方法也有明显的缺点,即通过静电吸附的树脂粉末只能集中在纤维织物或纤维束的表面,期相比于湿法粉末浸渍并不能充分地渗透到丝束之中。
1.4 薄膜堆叠工艺
薄膜堆叠工艺的流程可以概括为:(1)均匀稳定的树脂膜制备;(2)树脂膜热熔浸渍纤维;(3)预浸料冷却缠绕收卷[31]。薄膜堆叠工艺要求树脂胶膜稳定、均匀,通常厚度在0.03 mm,而在国际市场,胶膜价格甚至高于热塑性预浸料的价格。织物和聚合物的交替排列减少了浸渍过程中的渗透长度。树脂膜的浸渍行为首先发生在纤维束之间,然后再进一步渗透到纤维束内部(纤维之间),通常情况下,这一过程可通过增大压力来实现,但需要注意的是,随着压力的增大,纤维之间的空隙会随之减小,空隙的减小导致了树脂在纤维之间渗透能力的下降,进而影响了树脂在纤维束内部的流动性[32],因此适当的成型压力是通过薄膜堆叠工艺实现热塑性预浸料制备的关键。Grouve等[33]将薄膜浸渍分为预热、浸渍和冷却3个阶段,预热温度为300℃,浸渍压力为4 MPa,根据以上工艺参数制备的PPS/CF层合板的微观组织结构如图4所示。研究人员发现,随压力的增加,图4中所示的孔隙尺寸和数量均有所减少,但是温度的升高对孔隙的尺寸和数量并没有影响,但随着加工温度的升高剪切强度有所下降。同时,成型时间的增加对力学性能没有影响。另外,作者认为在较高的温度下,聚合物的降解变性是导致层合板力学性能下降的主要原因。

图4 CF/PPS层压板截面显微照片[33]Fig.4 Cross⁃sectional micrographs of CF/PPS sulfide laminates[33]
阮春寅等[34]以PPS为研究对象,采用薄膜堆叠法制备了PPS/CF预浸料,并通过热压成型的方式得到复合材料层压板。结果表明,当提高预浸料成型温度,层压板性能呈上升趋势,在340℃开始PPS出现交联过度现象,同时黏度急剧增加。在层合板的抗冲击实验中,由凹坑深度表征抗冲击能力,PPS/CF层压板单位厚度冲击能量为4.7 J/mm,冲击后剩余压缩强度为120 MPa。国外学者还采用更加轻量化超声波技术实现了树脂的浸渍过程[35],超声波技术可以使聚丙烯树脂薄膜不断浸透玻璃纤维织物,通过调整接触压力、焊接时间和振幅等浸渍参数,确定了所用起始材料理想浸渍结果的工艺范围,结果显示在完全浸渍的程度下,节能效率达60%以上。
1.5 混编工艺
热塑性预浸料的混编成型工艺是指将热塑性树脂以纤维的形式与增强纤维按照一定的比例均匀混合编制,形成混合纤维束或混合织物,其混编方式如图5所示。混合纤维预浸料相比于上述其他材料,具有良好的悬垂性、柔顺性、铺覆性,其最大的优点是可以直接应用于复杂构件的复合材料成型[36]。在混纤过程中,张力不均导致纤维丝束无法避免地断损,影响成型的质量。研究者们[37]以包缠纱的编织方式来减少纤维损坏,利用热塑性树脂丝束以缠绕的方式在增强纤维周围形成覆盖层,形成了以碳纤维为纱芯的具有包缠结构的纤维纱。这种包缠结构纤维纱具有良好的柔顺性,针对其纱线的二次加工可以成型任意形状的的预浸料,同时热塑性树脂所形成的覆盖层为碳纤维提供了良好的保护。刘川等[38]通过这种方式制备了混合纤维PEEK/CF预浸料,成功解决了PEEK的高黏度在预浸料制备过程中难以浸渍碳纤维丝束的问题。

图5 混编成型工艺的混编方式Fig.5 Mixed knitting method of mixed knitting molding process
安学峰等[39]同样通过混编的方式制备了PEEK/CF柔性预浸料,并使用这种预浸料成功制备了具有一定弯折结构的典型件,证明了混编预浸料的柔顺性特点。Diao等[40]在此基础上研究了通过混编PEEK/CF预浸料所制备的复合材料的疲劳性能,发现成型后的复合材料具有较高的拉伸性能且内部实验无明显孔隙。
1.6 原位聚合工艺
浸渍工艺大多采用高温、热压的成型方式,因此在液压和电加热过程中所产生的高温必然需要消耗大量能量,且产热过程效率极低。随着热塑性树脂浸渍技术的发展,研究者们提出了新型的浸渍技术——原位聚合。原位聚合工艺中聚合物最初以小分子单体形式存在,由于低聚物具有较低的黏度,其对纤维的浸渍效果更好,这样可以先借助低聚物对纤维浸渍完成后,再在纤维表面通过聚合反应形成高分子聚合物。在众多原位聚合工艺中,己内酰胺的阴离子聚合得到了广泛的应用[41]。研究表明,聚酰胺基体具有良好的热稳定性和拉伸性能。刘传奇等[42]用甲基丙烯酸甲酯等多种材料在紫外灯下固化制备聚丙烯酸酯/玻璃纤维预浸料。示差扫描量热结果显示,在玻璃纤维表面了生成非晶聚合物。同时,材料的拉伸强度和拉伸模量最高可达861.4 GPa和49.9 GPa。另外,原位聚合工艺并不适用于在航空航天领域广泛应用的PPS、PEEK等热塑性预浸料的生产,国内相关研究也主要围绕聚丙烯等通用塑料或热塑性聚酯类展开,少见碳纤维增强工程塑料方面的研究。
综上所述,在以上几种常见的热塑性预浸料制备工艺中,航空航天领域常用的高性能热塑性树脂基复合材料(如PPS、PEEK、PEI等)多采用热熔浸渍法、粉末法、薄膜堆叠法、混编法来进行制备[43⁃45],其中热熔浸渍工艺在技术、设备、模具等方面都最为成熟,适合大批量的工业化生产,但该方法由于对温度压力要求较高,并不是一种绿色环保的工艺方法;而粉末法与混编法对设备的要求较为简单,尤其是混编法所制备的预浸料含胶量均匀可控,但这两种方法目前在我国均不适于大批量生产。
2 制备模具的设计与应用
纤维增强热塑性预浸料制备中所使用的浸渍模具及装备也十分重要,尤其是浸渍模具的结构设计是保证热塑性预浸料质量的关键。预浸料制备工艺中,热熔浸渍工艺对浸渍设备与模具的要求最高,其模具的设计与应用直接影响热塑性预浸料的制备水平[46]。热熔浸渍工艺最常用的模具类型为熔池式模具(图1),其原理为纤维束由牵引作用穿过充满熔融树脂的模具内腔熔池,进而实现树脂对纤维丝束的浸渍[47]。模具内熔池的构型是提高预浸料性能的关键因素,孙立坤等[48]分别设计了一套辊系结构和一套齿系结构的熔池式浸渍模具,实验结果表明,相比于辊系结构熔池模具,齿系结构模具的树脂浸渍效果和纤维分散效果更好。目前,齿系浸渍模具已成为热熔浸渍工艺制备热塑性预浸料的主要模具结构。陈剑昭等[49]在此基础上进一步优化了齿系浸渍模具的结构设计,其分别设计了一种波浪形模具和一种斜齿形模具(图6),并通过数学建模与试验验证相结合的方式测试了两种模具结构对所制备的玻璃纤维热塑性预浸料本证特性(孔隙率、纤维分布等)及力学性能的影响。结果表明,斜齿形模具的多楔形区结构可以有效降低预浸料孔隙率并提高纤维分散度;而对于波浪形模具,由于其拐点的圆角半径较大,不存在楔形区域,其制备的预浸料纤维断裂率相比于斜齿形模具更低,进而有效提高了预浸料的拉伸性能。

图6 两种不同类型的齿系结构模具示意图[49]Fig.6 Schematic diagram of two different types of tooth⁃shape structure molds[49]
此外,国内外研究学者也针对传统熔池结构进行了优化设计,如图1所示的熔池内部加入了固定的圆柱销,其作用一是可进一步挤压树脂进入纤维束内部,二是使纤维在浸渍过程中更加均匀地分散,三是增加了浸渍时间[50]。Dyksterhouse等[51]在熔池前增设了纤维预热装置,同样有效提高了树脂对纤维的浸渍程度。日本Prime Polymer公司设计的热熔浸渍模具具有多个树脂注入口,提高了树脂对纤维浸渍的均匀性和浸渍效率[52]。
3 纤维增强热塑性预浸料发展现状
3.1 热塑性预浸料的产业化发展
热塑性树脂依据不同加工温度和结晶形态适合不同的工艺方法。国内航空热塑性复合材料的发展还处于起步阶段,有统计70%以上的复合材料以预浸料为原材料制备而成,这在降低复合材料制造成本,提高成型质量方面发挥了巨大作用。以热塑性预浸料在民用飞机领域的应用为例,目前PEEK/CF混编工艺已被广泛应用于波音、空客等主流飞机的客舱内饰、勤务门等部件的生产制造;而粉末法PPS/CF制备工艺在空客A380的发动机塔架盖板、副翼肋、机翼前缘等部位得到了广泛的应用;同时大尺寸PEI/CF热熔浸渍预浸料的制备也被成功应用于窄体客机的货舱地板[53⁃55]。但目前的高性能热塑性预浸料生产厂家均分布在欧美各国,同时严格的封锁禁运政策制约了我国热塑性复合材料的发展[56]。因此着力发展拥有自主知识产权的热塑性预浸料制备方法与工艺是目前我国复合材料领域亟待解决的难题之一。
3.2 热塑性预浸料的多样化发展
传统浸渍工艺的共同点是大多采用高温、热压的方式,使用液压和电加热产生必要的高温和压力需要消耗大量的能量,尤其是产生液压的过程效率较低。随着热塑性树脂预浸渍技术的不断发展,其伴随着的高耗能、高污染缺点越来越明显,发展轻量化浸渍技术可以有效降低前期设备投入成本。因此,从经济和生态方面出发,超声波浸渍技术、原位聚合浸渍技术、激光原位固化技术等方向的研究将成为热点[57]。
在近20年来,从生物质中提取纤维素基植物纤维作为聚合物基质的增强材料的需求不断增加。生物质纤维及其复合材料的逐渐兴起是因为其具有低密度、高性能、无磨损性、高填充量、可再生性等特性。国外研究人员尝试将麦秸切割成4~5 cm的长度,通过化学和机械加工方法将其与聚丙烯树脂混合制备麦秸纤维增强聚丙烯预浸料[58],经过测试成型后的热塑性聚丙烯复合材料力学性能良好,表明麦秸纤维可作为热塑性预浸料的潜在增强材料。新材料如亚麻纤维、生物质树脂可利用生物或化学分解处理,环境友好型预浸料将成为升值价值巨大的新兴材料。
1991年,碳纳米管(CNT)被人们发现,CNT独特的结构赋予了它独特的性质,其弹性模量可达到1 TPa,电导率为1 000~2 000 S/cm,强度是钢的100倍,而密度只有钢的1/6。作为纳米填充材料可以显著改善树脂基复合材料的导热、导电、力学性能[59⁃60]。国外研究人员将预浸料包裹在圆筒上,穿过含有CNT矩阵的Si基板,通过机械转移的方式直接实现了CNT与预浸料的复合[61]。
三维连续编织织物增强复合材料是目前热塑性复合材料制备领域最先进的前沿技术,其可归类为热塑性预浸料/复合材料的增材制造成型,目前该技术可制备碳纤维、玻璃纤维增强聚酰胺6、PEEK、聚乳酸等热塑性复合材料[55]。其成型工艺可分为两种:预浸渍和实时浸渍[62]。预浸渍技术是指在三维连续编织之前使用热塑性树脂对纤维织物进行预浸渍,然后根据预先确定的3D构型对浸渍了树脂的纤维材料进行打印成型;实时浸渍是指直接将连续干纤维织物送入到3D打印喷头内,由喷头内的热塑性树脂对纤维织物进行浸渍并打印编织成型。三维连续编织织物增强预浸料/复合材料由于采用了整体成型的3D打印技术,有效解决了采用传统方法制备热塑性预浸料/复合材料容易出现的分层问题,且一次性成型的特点省去了传统热塑性复合材料成型后的机械加工等工作,因而具有更高的比强度和比刚度,以及更优异的抗冲击、抗疲劳性能。此外,三维连续编织织物增强复合材料可适用于复杂异型构件快速成型的特点也使其逐渐受到了航空航天领域的青睐[63]。
此外,随着热塑性预浸料制备方法的不断发展与完善,越来越多高性能的热塑性预浸料可以应用到光电领域,功能的多样化使其从航空领域向其它方向延伸。
4 结语
(1)目前,国内外较为成熟的连续纤维增强热塑性预浸料制备方法有热熔浸渍法、溶液浸渍法、粉末法、薄膜堆叠法、混编法、原位聚合法等。其中,热熔浸渍法与溶液浸渍法通常借助高温或溶液的作用来实现,这两种方法制备的热塑性预浸料质量受树脂熔融状态、纤维分散均匀程度的影响,因此工艺温度、压力、纤维半径等因素需重点考虑。同样受温度、压力作用影响明显的还有薄膜堆叠工艺。粉末工艺中无论是湿法粉末浸渍还是干法粉末浸渍,对树脂颗粒的粒径大小、颗粒尺寸分布均匀程度均具有较高的要求。混编工艺制备热塑性预浸料由于具有良好的柔顺性,适合复杂构型复合材料的成型。而原位聚合工艺相比于其他需要高温高压的预浸料制备方法更加绿色环保,但该工艺并不适用于航空航天领域对于热塑性复合材料的要求。
(2)连续纤维增强热塑性预浸料制备过程中模具的设计与应用是保证热塑性预浸料质量的关键因素,本文着重讨论了对模具要求最高的热熔浸渍工艺中,模具的结构设计与优化对热塑性预浸料制备水平的影响。模具内部的熔池结构会直接影响预浸料的孔隙率、纤维断裂率、力学性能等参数指标。同时,在熔池内部加入固定辊或在纤维进入熔池前进行预热也可以有效提高树脂的浸渍效率。
(3)随着我国航空航天产业的蓬勃发展以及国际环境对我国航空产业的进一步技术封锁,热塑性复合材料在我国航空航天技术中必将扮演更为重要的角色。当前我国热塑性复合材料市场正处在上升阶段,对热塑性预浸料的研究工作需要不断深入。国内相关研究应着眼于实际生产,结合国际前沿摸索出热塑性预浸料的制备工艺,完善不同工艺条件下的质量评价标准,为今后连续纤维增强热塑性预浸料的国产化提供理论支持。
猜你喜欢
钢管(2022年2期)2022-11-28
装备环境工程(2022年9期)2022-10-13
印制电路信息(2022年8期)2022-09-21
纺织科学研究(2021年6期)2021-12-02
中学生数理化·中考版(2021年9期)2021-11-20
粉末冶金技术(2021年3期)2021-07-28
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
纺织报告(2020年10期)2021-01-19
伴侣(2017年7期)2017-07-11
