基于数字化设计基础的啤酒全自动灌装生产线系统设计
2022-03-07 10:11杨铨辛华健吉雪花
电子测试 2022年24期
杨铨,辛华健,吉雪花
(1.广西工业职业技术学院,广西南宁,530001;2广西商贸高级技工学校,广西南宁,530007)
0 引言
全自动啤酒生产线系统主要在原有生产线上通过数字化设计的方式设计一套基于PLC控制的全自动啤酒罐装生产线控制系统,以提高机器的自动控制水平。该设计在使用MCD软件进行机电设计仿真后采用PL作为控制器控制整个啤酒灌装控制系统的控制单元。系统能够利用仿真技术与软件控制系统和生产线管理系统相连接,从而虚拟的环境上解决啤酒的生产控制。灌装过程比较精确、严密,设计难度也在降低,对实际啤酒工业生产产生巨大的作用。
(1)可以有效优化啤酒的生产效率。通过数字化设计进行啤酒灌装系统自动化控制系统的设计,可以减少设计成本,提高设计的灵活度,并且在设计过程中不影响生产,减少人工操作,容易扩展,可以有效满足生产线优化的需求。
(2)可以改良工作的条件。通过数字化技术融入到设计中,可以有效地在虚拟环境中实现啤酒灌装系统自动化控制后再布置到现场,生产现场不需要停工,经过优化设计后不再需要人工进行手动操作,能够有效提升生产的先进程度,降低生产成本。
基于数字化设计基础的全自动啤酒灌装生产线控制系统,主要是改良生产工艺,提高机器的自动控制水平为目的。该设计采用的PLC作为整个啤酒灌装控制系统的控制单元,利用数字化设计技术与计算机技术自动填充软件组成控制和虚拟调试系统,并能够与生产线管理系统相连接,从而解决啤酒灌装生产的全自动控制。灌装过程比较精确、严密,对实际啤酒工业生产产生巨大的作用。通过啤酒灌装系统自动化控制,首先可以提高啤酒生产效率,减少人工操作,容易扩展,可以满足客户业务增长的需求;其次可以改良工作的条件,通过实现啤酒灌装系统自动化控制后,生产现场不再需要人工进行手动操作,从而降低劳动成本。
1 控制系统总体设计
1.1 啤酒自动灌装控制系统的总体控制要求
啤酒自动灌装控制系统的总体控制要求:按照要求写入灌装量,系统开始运行,传感器检测斗门是否关闭,自动控制对啤酒物料的重量,并将设置的定值显示在触摸屏上,啤酒在压力作用下进入瓶中,过程中设置净重检测修正,并对称量误差进行自动补偿校验,最后还要在灌装控制系统中设置有相应的故障检测、报警信号。啤酒自动灌装控制系统主要由配料称重仪、电磁阀和电动机等几部分组成。
控制系统结构框图如下:
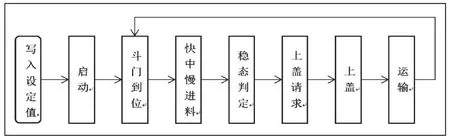
图1 控制系统结构框图
1.2 啤酒生产工艺流程
啤酒生产工艺流程可以分为制麦、糊化、过滤、煮沸、酒花、回旋沉淀、冷却、发酵、成熟、过滤、包装、分销等流程。现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。啤酒的灌装生产是啤酒出厂前的最后一道环节,实现自动灌装可以有效地提升啤酒的生产效率。
1.3 灌装控制系统用称重仪控制原理
啤酒灌装的控制采用可编程控制进行信号提取和控制,散装进料采取两级进料,粗进料时进料流量大,用短时间加入90%的公称重量,细进料时进料流量低,5%至10%的额定重量,如果进料重量达到98%,则关闭进料闸门,而不是等到它达到100%,这样可以保证速度和精度,具体如图2所示。
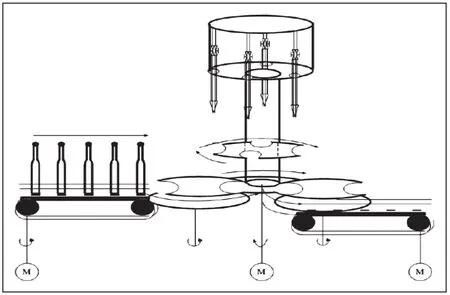
图2 啤酒灌装控制系统示意图
最先开始需要测试料斗的重量,才能进行称重的工作,这样可以在一定程度上,避免啤酒粘在料斗上壁,减少称重误差。因此,在设备停止运作时,需要对此误差造成的因素进行相应的处理,在可控的情况下,从而保证料斗内没有物料。也可以在系统启动时录入设置的定值,在传感器的作用下判断斗门是否到位,在调速系统下快、中、慢进料,加料信号结束后,进行稳定状态判断,从而进行实际测量,最后得到相关的误差,在下一个循环进行补偿校正。
此灌装控制系统采用托利多B8520称重仪中的有斗模式,其接线图如图3所示。该模式的称重过程将在称量斗中完成,当传感器判断斗门关闭时会在IN口采集到一个上升沿信号,称重仪按照PLC程序要求给定的速度进料,设置一定的延迟,接着在其称量作用的情况下完成称量工作,然后传感器会根据PLC程序判断压盖信号是否到位,最后整个过程在控制器的作用中将完成灌装过程。
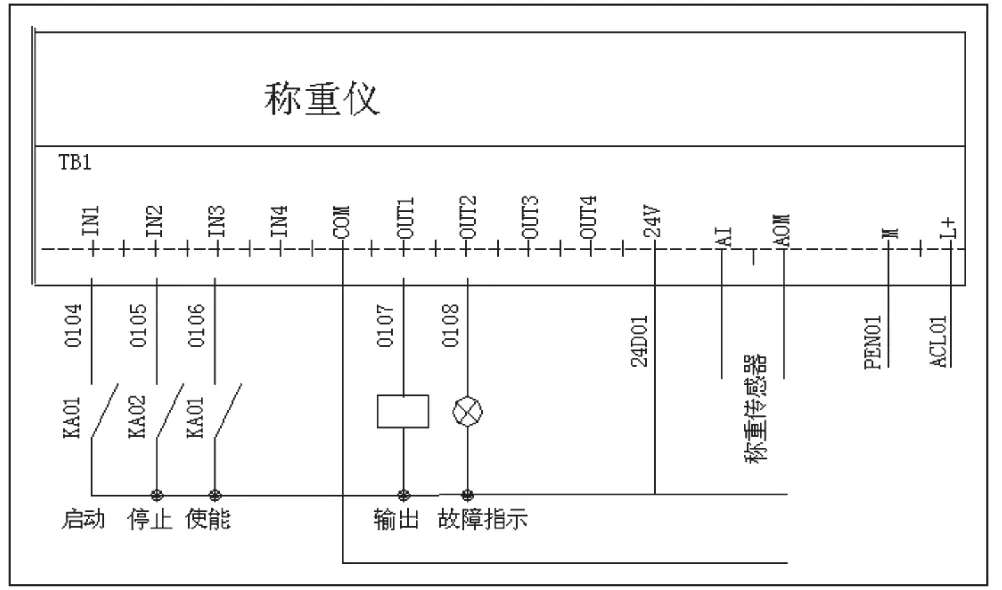
图3 称重仪接线图
称重仪可将称重传感器信号转换为重量数字显示,并可对重量数据进行储存、统计、打印的电子设备,选用的型号为托利多B8520称重仪。
称重系统的控制单元,可以输入现场称重信号,与给定值进行比较,最后输出到可编程控制器以控制粗灌阀和精灌阀。
2 啤酒自动灌装系统的数字化建模
根据生产工艺的要求,需要对啤酒的灌装生产线进行数字化建模,首先采用SolidWorks软件按照1:1的比例对灌装生产线进行数字化建模,并在MCD软件上根据生产工艺现场的尺寸,完成整个灌装生产线的建模和布局,具体如图4所示。
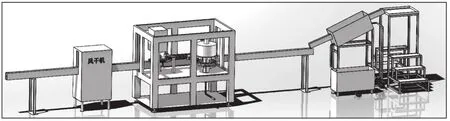
图4 啤酒灌装控制系统示意图
3 啤酒自动灌装系统设计
3.1 啤酒灌装系统的仿真
完成数字化建模后,再需要在MCD软件上对灌装系统进行数字化仿真,在MCD设计中需要通过对啤酒全自动灌装生产线的运动流程来分析其运动副关系(如图5所示),并且根据生产工艺设置相应的运动副系,在确定好运动副关系后就可以添加驱动控制,并对这些驱动控制设置仿真序列,达到实现啤酒生产线的工艺流程仿真的目的。
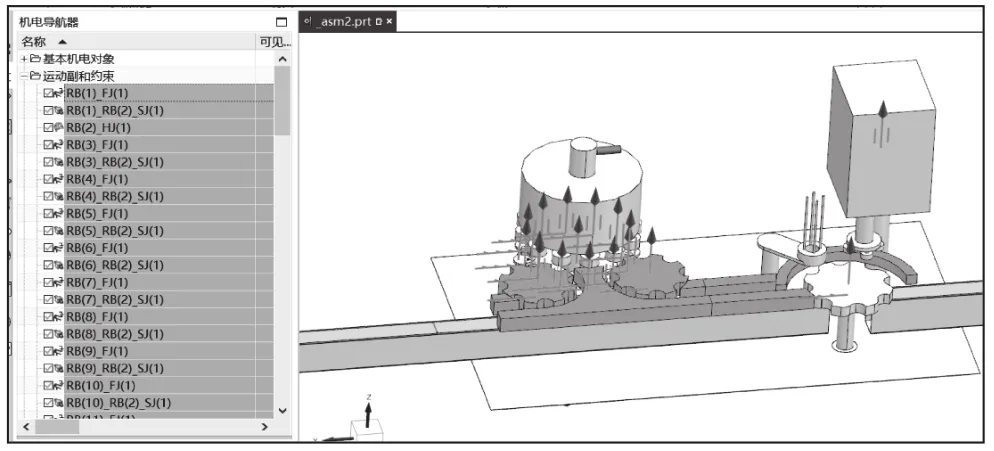
图5 啤酒灌装生产线MCD仿真运动副关系
完成运动副关系的设置后,就可以将相应的控制节点与PLC的相应的控制接口和存储器进行链接(具体如图6所示),以此实现通过PLC控制MCD软件中相应虚拟仿真部件的目的。

图6 啤酒灌装生产线MCD与PLC链接关系表
3.2 啤酒灌装系统的控制
系统的软件设计在主机上,通过PLC将高速进给,低速进给,前进量和目标值写入Toledo B520称重控制器。称重系统的当前值可显示在触摸屏上,系统能进行正常运行的监管。控制系统包括控制高速,中速和低速进料门的打开和关闭,制袋操作以及铲斗门的打开和关闭的过程。
在编程过程中,一旦打开电源,SM0.0指令随之打开,PLC扫描周期调用正确MBUS_CTRL指令,以实现通信,“完成”将输出功率流。其过程需设置奇偶校验模式,并且对应匹配。而有关的CH_Ready的操作数是存储在低位字节中八个连续通道的状态。第0位表示连接0的接通状态,第2位表示连接2的接通状态,以此类推。如果已连接就对应“ 1”位,未连接则对应“ 0”位。
4 控制系统的组态仿真
4.1 系统组态环境
使用组态王软件进行控制画面的组态仿真,可以在画面开发系统建立啤酒灌装控制系统的图形画面。组态王Kingview 6.60拥有丰富的设备支持库,支持1000多个厂家近4000种设备,而且脚本语言处理功能强大,方便变量导入导出及自动创建变量,具有可视化操作界面,真彩显示图形,支持渐进色,并有丰富的图库以及动画连接,全新的WebServer架构,全面支持画面发布、实时数据发布、历史数据发布及数据库数据的发布,强大的分布式报警、事件处理,支持分布式报警和历史数据存储,支持OCX控件的全新web发布。
4.2 组态监控画面的建立
在开发系统“文件”菜单中执行“全部存”命令将设计的画面和程序全部存储。接着在工程浏览器中,单击快捷工具栏上“运行”配置命令按钮,出现“运行系统设置”对话框。在“主画面配置”选项卡中,选中制作的图形画面“PC 与PC 串口通信”,单击“确定”按钮将其配置成主画面。最后在工程浏览器中,单击快捷工具栏上“VIEW”按钮或在开发在啤酒灌装生产线控制画面中,以传送带对灌装的进料速度进行控制,并且监控当前值,其仿真运行与调试画面如图7所示。
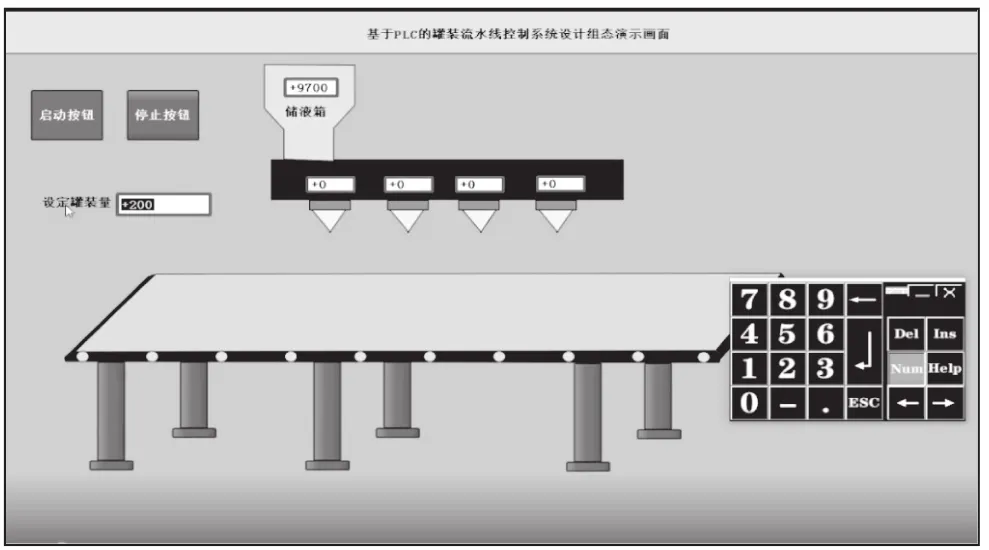
图7 啤酒全自动生产线控制系统仿真画面
猜你喜欢
昆钢科技(2022年4期)2022-12-30
科学家(2022年3期)2022-04-11
包装与食品机械(2021年4期)2021-09-17
快乐语文(2021年15期)2021-06-15
童话世界(2020年13期)2020-06-15
电子制作(2019年19期)2019-11-23
中国特种设备安全(2019年7期)2019-09-10
故事大王(2019年4期)2019-05-14
城市轨道交通(2019年2期)2019-04-04
电子制作(2019年23期)2019-02-23