
(TiB+TiC)/TC4复合材料电解钻孔试验研究*
2022-03-16 06:58杨怡天刘刚强李寒松
航空制造技术 2022年3期
杨怡天,刘刚强,李寒松
(1.南京航空航天大学,南京 210016;2.江苏省消防救援总队镇江市支队金山焦山北固山国家风景名胜区大队,镇江 212004)
钛基复合材料具有高比强度、高比模量、耐高温、耐腐蚀和耐疲劳等优良的物理力学性能,在航空航天等领域具有广阔的应用前景[1-2]。然而,钛基复合材料属于典型的难加工材料,采用传统的机械加工方法存在加工效率低、加工精度和加工表面质量难以保证、刀具磨损严重等问题[3-4]。
电解加工是采用具有一定形状的阴极,通过电化学溶解作用去除工件材料,从而将工件材料加工成具有一定尺寸与形状的结构的加工方法。与机械加工方法比较,电解加工具有不受工件材料强度、硬度限制的优点,适用于加工钛合金、硬质合金等难加工材料[5-6]。
房晓龙[7]采用直径1mm的管电极在TC4钛合金上加工出深度为20mm的通孔结构。但是,采用管电极加工盲孔结构时会在孔底形成中心柱结构[8]。刘鼎铭等[9]采用底部开孔的管式阴极在304不锈钢上加工盲孔结构,消除了盲孔底部的凸台。
本研究采用管状阴极在(TiB+TiC)/TC4复合材料上进行盲孔结构电解加工试验研究,通过对工具阴极侧壁进行绝缘抑制了孔壁的腐蚀,提高了加工精度,探究了加工电压、电解液压力对加工精度的影响。
1 试验材料及方法
试验采用的钛基复合材料材料基体为TC4钛合金,其主要成分见表1。增强相为TiB与TiC,增强相的体积分数为8%,其中,TiB与TiC的比例为3∶1。

表1 基体TC4钛合金的主要成分Table 1 Main components of TC4 titanium alloy
图1为电解钻孔加工的原理示意图,电解钻孔加工采用内部中空的管状阴极,以类似钻削加工的方式,通过电化学溶解作用实现工件材料的去除。在电解钻孔加工过程中,金属工件与工具阴极分别与电源的正极与负极连接,电解液从工具阴极的开口端流入阴极内部,并由阴极底部的喷液孔高速流出进入加工间隙,参与电化学反应,同时不断带走加工产物和焦耳热。工具阴极一边作旋转运动,一边作竖直向下的进给运动,工件材料逐渐溶解,直至达到所需的加工距离。

图1 电解钻孔加工原理示意图Fig.1 Schematic diagram of electrochemical drilling
图2所示为工具阴极的喷液孔分布形式,工具阴极直径为10mm;其内部盲孔直径为8mm;喷液孔直径为1mm;底部厚度为1mm。

图2 工具阴极喷液孔分布图Fig.2 Distribution diagram of tool cathode spray holes
试验采用的电解加工系统与先前进行TC4钛合金电解加工试验使用的系统一致[10]。工具阴极的基体材料为45号钢,为了探究工具阴极侧壁绝缘对加工效果的影响,采用电泳的方法对工具阴极进行侧壁绝缘,电泳层的厚度为60μm,将未进行侧壁绝缘的工具阴极命名为工具A,进行侧壁绝缘的工具阴极命名为工具B。
2 电化学特性研究
采用电化学工作站测量(TiB+TiC)/TC4复合材料在温度为30℃,质量分数为10%的NaNO3溶液中的极化曲线,结果如图3所示。可以看到,基体材料TC4钛合金的分解电压约为11V,(TiB+TiC)/TC4复合材料的分解电压约为12.5V,这可能是因为(TiB+TiC)/TC4复合材料中的增强相颗粒阻碍了基体材料的溶解。进行(TiB+TiC)/TC4电解钻孔加工试验时,加工电压不应小于12.5V。

图3 TC4钛合金与(TiB+TiC)/TC4复合材料在NaNO3溶液中的极化曲线Fig.3 Polarization curvs of TC4 titanium alloy and (TiB+TiC)/TC4 composites in NaNO3 solution
采用恒电流法测量(TiB+TiC)/TC4复合材料在温度为30℃,质量分数为10%的NaNO3溶液中的电流效率,将(TiB+TiC)/TC4复合材料的体积电化当量ω与电流效率η的乘积来表示实际体积电化当量,绘制出ηω-i曲线,结果如图4所示。可以看到,当电流密度<10A/cm2时,(TiB+TiC)/TC4复合材料的实际体积电化当量随电流密度的增加而迅速增大。当电流密度超过10A/cm2时,随着电流密度的增加,(TiB+TiC)/TC4复合材料的实际体积电化当量增长缓慢,逐渐趋向于一定值,约为2.97×10-5cm3/(A·s)。

图4 (TiB+TiC)/TC4复合材料在NaNO3溶液中电流效率曲线Fig.4 Current efficiency curve of (TiB+TiC)/TC4 composites in NaNO3 solution
3 电解钻孔试验研究
3.1 侧壁绝缘对锥度的影响
由于加工初始阶段加工间隙内的流场不稳定,采用较大的加工速度可能会导致火花放电现象。为了保证加工的稳定性,工具阴极先以一个较小的速度切入一段距离,待加工间隙内的流场稳定后,再以较大的进给速度进行加工。加工电压为30V,电解液压力为0.6MPa,初始加工间隙为200μm,其他主要试验参数如表2所示。

表2 主要试验参数Table 2 Main experimental parameters
图5为加工出的孔的入口形貌。可以看出,当工具阴极侧壁未绝缘时,由于阴极侧壁对内孔壁面的腐蚀,导致加工出的孔孔径较大,明显大于工具阴极的直径。此外,在孔的入口处,存在明显的杂散腐蚀现象,孔形质量较差。而工具阴极侧壁绝缘时,在加工过程中不会造成已加工表面二次腐蚀,因此加工出的孔孔径较小,接近工具阴极的直径。在加工出的孔的入口处,无明显的杂散腐蚀现象,孔形质量较好。
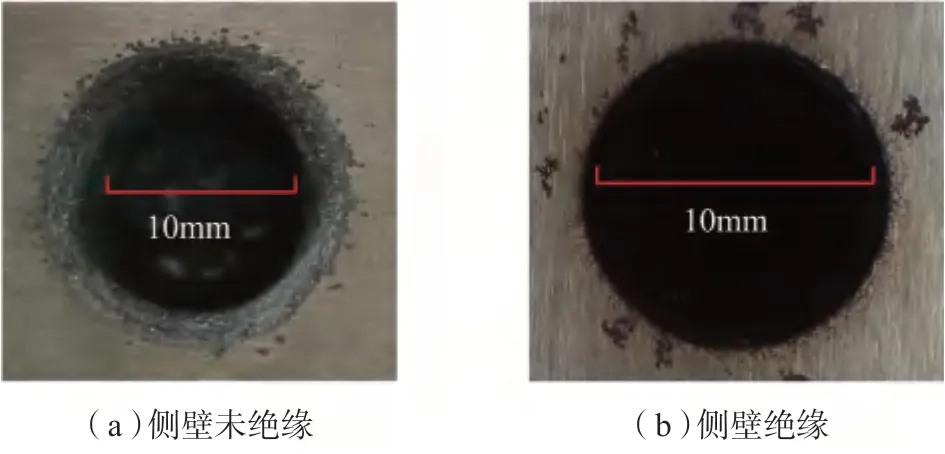
图5 孔的入口形貌图Fig.5 Entrance morphology of holes
采用桥式三坐标测量机对孔的轮廓进行扫描,当工具阴极侧壁未绝缘时,孔的入口直径为15.52mm,深度为20.58mm,锥度为6.37°。而工具阴极侧壁绝缘时,孔的入口直径为10.81mm,深度不变,锥度只有0.5°。这说明通过对工具阴极侧壁进行绝缘处理,可以有效地减小孔的锥度,提高孔形精度。
3.2 加工电压对加工精度的影响
孔径是决定孔的尺寸精度的重要指标,孔径的大小主要由刀具直径和加工间隙决定。为了探究加工电压对加工精度的影响,采用工具B,保持电解液入口压力为0.6MPa,主轴转速为1000r/min,进给速度为1.0mm/min,进行电解钻孔加工式验。采用三坐标测量机对孔径进行测量,结果如图6所示。可以看出,随着加工电压的增大,孔径也随之增大。这是因为当加工电压升高时,工具阴极底部对工件材料的蚀除作用增强,从而导致孔的直径变大。

图6 加工电压对孔径的影响Fig.6 Effect of processing voltage on aperture
3.3 电解液压力对加工精度的影响
为了探究电解液压力对加工精度的影响,采用工具B,保持加工电压为30V,主轴转速为1000r/min,进给速度为1.0mm/min,进行电解钻孔加工式验。采用三坐标测量机对孔径进行测量,结果如图7所示,可以看出,当电解液压力较低或较高时,孔径都较大,这是因为当电解液压力较低时,加工间隙内电解液流量小,不利于加工产物的排出,加工稳定性差,容易产生细小的火花放电,造成孔径变大。当电解液压力较大时,加工间隙内的电解液流速显著提高,保证了加工间隙内电解液的充足和电导率的稳定,使孔径又有所增大。
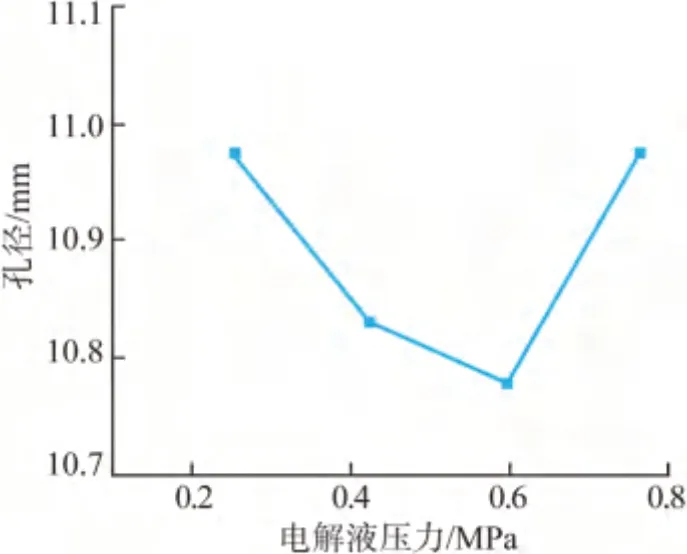
图7 电解液压力对孔径的影响Fig.7 Effect of electrolyte pressure on aperture
根据上述试验结果,采用加工电压30V、电解液压力0.6MPa、进给速度1mm/min、加工深度32mm,在(TiB+TiC)/TC4复合材料上加工盲孔结构,结果如图8所示。可以看到,孔的入口形貌良好,锥度很小。根据测量结果,加工出的盲孔圆度误差为41.1μm;深度为32.5mm;深径比为3.06;锥度仅有0.4°,这表明电解钻孔加工方法对于(TiB+TiC)/TC4复合材料等难加工材料的盲孔结构加工具有一定的优势。
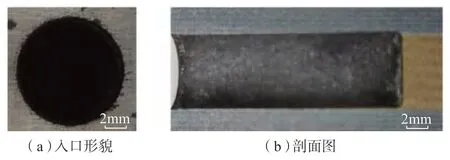
图8 孔的入口形貌及剖面图Fig.8 Entrance morphology and cross-sectional view of hole
4 结论
采用直径10mm的管状阴极进行(TiB+TiC)/TC4复合材料电解钻孔试验研究,根据试验结果,可以得到以下结论。
(1)温度为30℃时,TC4钛合金在质量分数为10%的NaNO3溶液中的分解电压为11V;(TiB+TiC)/TC4复合材料的分解电压约为12.5V。
(2)当电流密度<10A/cm2时,(TiB+TiC)/TC4复合材料的实际体积电化当量随电流密度的增加而迅速增大。当电流密度超过10A/cm2,随着电流密度的增加,(TiB+TiC)/TC4复合材料的实际体积电化当量增长缓慢,逐渐趋向于一定值,约为2.97×10-5cm3/(A·s)。
(3)采用侧壁未绝缘的工具阴极时,加工出的孔的入口直径为15.52mm,锥度为6.37°;采用侧壁绝缘的工具阴极时,加工出的孔的入口直径为10.81mm,锥度为0.5°,加工精度得到明显提高,在一定范围内孔径随着加工电压的增大而增大。
猜你喜欢
四川蚕业(2022年2期)2022-11-19
电池(2022年4期)2022-11-07
河北农机(2021年8期)2021-08-24
铁道建筑技术(2021年4期)2021-07-21
数理报(学习实践)(2021年5期)2021-04-07
商品与质量(2020年43期)2020-11-06
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
储能科学与技术(2020年2期)2020-04-04
模具制造(2019年3期)2019-06-06
中国校外教育(中旬)(2018年9期)2018-09-30
