
多缺陷特征提取方式的金属棒材分析系统
2022-04-05 04:10王国富叶金才张法全
桂林理工大学学报 2022年3期
石 涛, 王国富, 叶金才, 张法全
(桂林电子科技大学 信息与通信学院, 广西 桂林 541004)
0 引 言
随着工业生产技术的提高, 金属棒状材料在军工、 建筑、 工业生产领域的使用越来越广泛, 因此对金属棒状材料的质量要求也越来越高[1-4]。在加工及使用这类金属材料的过程中, 其力学性能和寿命受到腐蚀、 夹渣、 气孔、 疲劳裂纹等因素的影响, 长期服役的构件可能出现断裂, 导致机械设备损毁, 产生巨大损失[5-9]。因此, 对金属棒状材料进行严格、 准确的缺陷检测和分析至关重要。
超声检测是一种无损检测方法, 但超声回波信号具有时变、 非平稳特性, 使得传统信号处理方法很难实现对缺陷的特征提取和精准识别[10-11]。孙明健等[12]针对现有无损检测技术信号模态单一、 检测范围有限等不足, 提出了一种基于多模态信号的金属材料缺陷无损检测方法, 为缺陷定量检测和诊断提供了一个新思路, 但所提出的方法需采用价格昂贵的脉冲收发器、 示波器进行实验验证, 没有形成一套完整检测系统。樊萍等[13]提出了基于多特征提取的金属裂纹检测方法, 提高了金属裂纹识别率, 降低了高斯白噪声影响。黄刚[14]提出了一种基于超声透射时差法检测缺陷的方法, 实验结果表明缺陷检测系统具有较高的稳定性和灵敏度, 但用于实验测试的系统较庞大、 成本较高。上述提到的无损检测大多都能判断出金属棒材是否存在缺陷, 但缺乏对缺陷的定量描述, 以及不支持缺陷可视化。
针对上述问题, 本文将超声无损检测技术和神经网络算法相结合, 将超声回波数据通过神经网络进行缺陷分类, 根据相应的分类结果进行对应的缺陷特征提取, 实现对金属棒材的定量描述以及生成对应的缺陷可视化模型图, 以此解决以往缺陷特征提取方式单一的问题, 进而提高金属棒材质量检测的可靠性和准确性。
1 工作原理及系统硬件介绍
金属棒材检测示意图如图1, 超声换能器用于发射激励信号和采集回波。基于应力波反射理论, 介质突变和裂痕都会影响超声波的传播, 因此内部的缺陷可以通过提取信号特征来检测[15]。系统由采集设备和服务器构成, 二者通过互联网进行通信。采集设备端对金属棒材进行回波采集后上传至服务器, 服务器端负责对回波数据进行金属棒缺陷类型分析和后续的可视化处理。
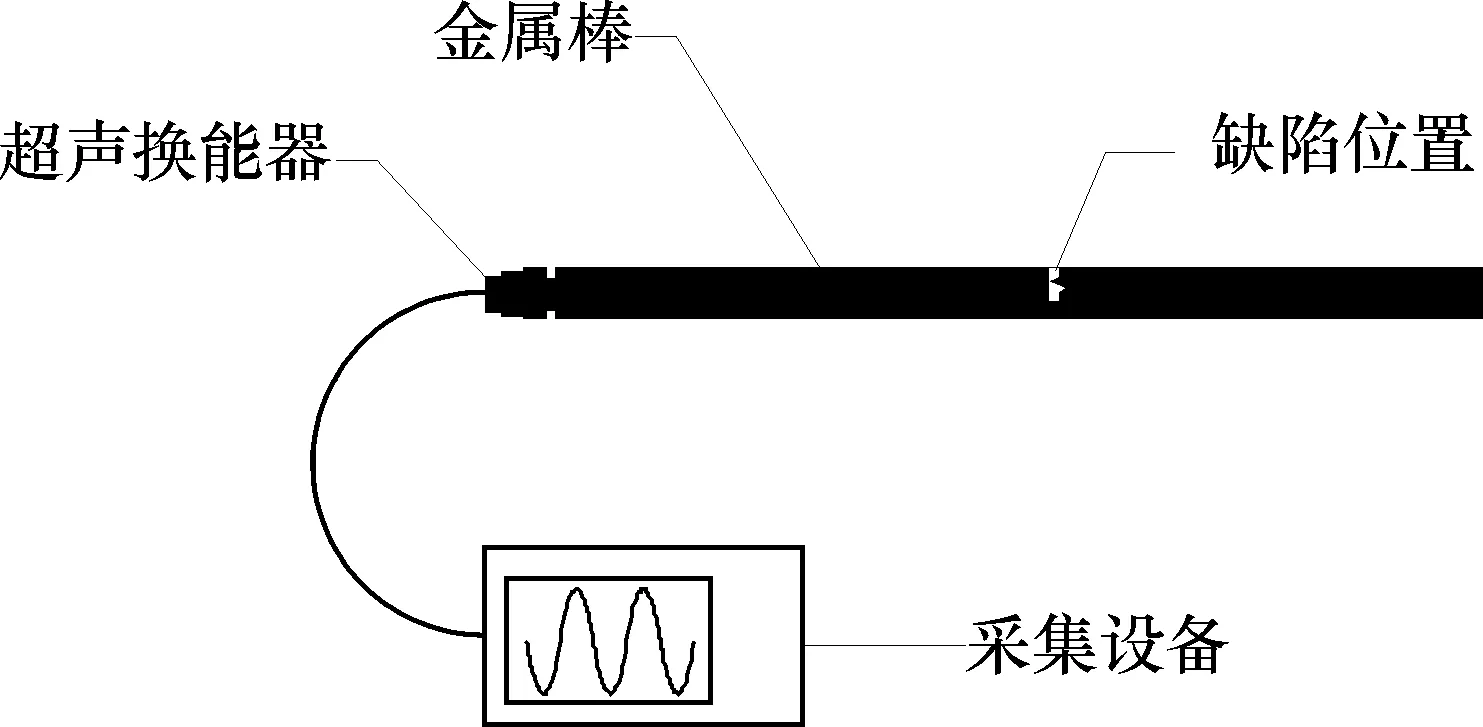
图1 金属棒材检测示意图
硬件的核心功能是超声换能器的驱动和回波采集, 实物如图2所示。超声换能器的频率为2.5 MHz, 通过对其施加高压负脉冲信号来实现驱动。回波采集又由模拟前端(analog front end, AFE)和高速数据采集这两部分组成。此外, 还支持SD卡数据存储、 无线网络数据传输等功能。硬件的主要技术指标见表1。
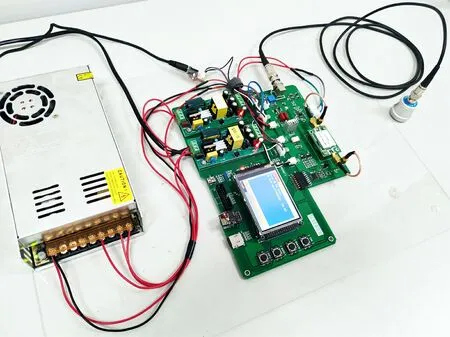
图2 硬件实物图
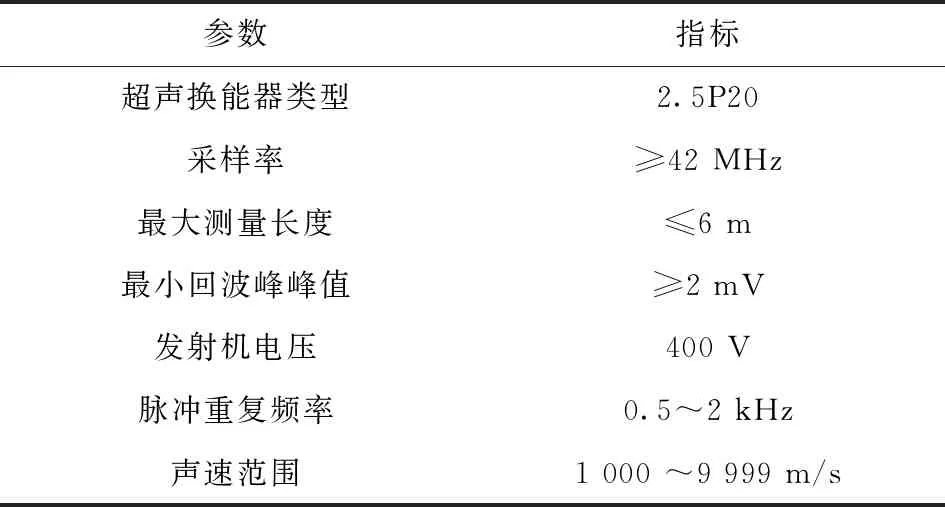
表1 主要硬件技术指标
2 基于超声回波的长度检测方法
超声测长的实现通常有两种方法: 第1种是采用硬件定时器和信号幅度比较器对一次回波到达时间进行确定, 进而获取峰值间隔得出目标长度, 其优点是对硬件性能要求极大降低、 实现简单, 缺点是这类设备只能进行单一的测长操作, 无法再进行更深度的回波信号分析。第2种是对超声回波信号进行全波形采集, 以数据形式存储, 之后对数据进行分析和处理, 得出目标长度, 其优点是在实现测长的基础上同时支持后续的回波信号分析, 缺点是硬件实现相对复杂。
为支持后续缺陷分析, 采用第二种测长方法进行数据处理。硬件设备采集金属棒回波波形如图3所示, 利用超声回波的反射时间可以确定棒材的长度。而在采集到的回波数据中, 激励信号峰值和一次回波信号峰值的间隔表征着波的反射时间。
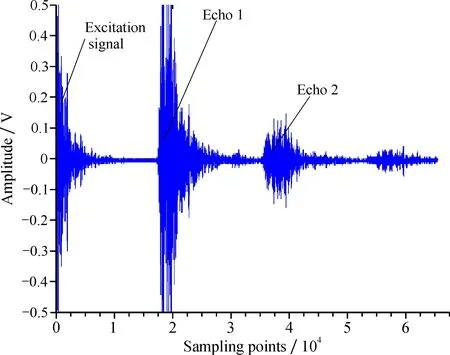
图3 原始回波波形
通过对回波数据进行加窗处理可以获取回波中的峰值间隔。首先, 原始回波数据X是一维序列, 为了方便数据处理, 将其以加窗宽度为间隔进行分段, 得到一个二维矩阵Q
(1)
其中:N为采集到的序列总长;s为窗的宽度;i和j分别为矩阵的行索引号和列索引号。
然后, 对二维矩阵Q进行具体的加窗, 将窗内除最大值以外的所有值置零。加窗后得到一个新的矩阵Y, 这将会在新的矩阵中凸显激励信号峰值和一次回波信号峰值
(2)
其中w的取值为
(3)
选择合适的参数s使得这两个峰值在矩阵Y中呈现为最大值和次大值。s过大, 会增加金属棒长度检测盲区, 无法检测较短的金属棒, 例如当参数s大于两个峰值之间的间隔时, 较小的峰值将会被置零, 导致无法获取正确的棒材长度;s过小, 也会出现峰值间隔检测出错的情况, 例如当激励信号峰值附近的值也大于一次回波的峰值时, 峰值间隔将会被判定为激励信号峰值到其附近的某个值的间隔, 也无法获取正确的棒材长度。经过反复的实验测试, 当参数s为0.076N时, 适合用于检测长度在0.3 ~6 m的金属棒材。在实际采集设备中, 参数s被设计为手动可调, 以满足各种条件下的棒材长度检测。在原始序列数据中, 两个峰值的索引之差的绝对值等于这两个峰值的间隔, 因此需要分别找出激励信号峰值和一次回波峰值的索引号。经过式(2)的处理之后, 可以通过查找矩阵Y中的最大值来得到激励信号峰值的索引号u1
u1=ρ(Y, max(Y)),
(4)
其中ρ为

(5)


(6)
其中φ为

(7)
然后使用式(4)得到一次回波峰值的索引号u2

(8)
得出了u1和u2, 也就得到了两个峰值之间的间隔。最后, 结合采集设备的采样频率和超声导波在金属棒材中的实际波速可以计算出棒材的实际长度:
(9)
其中,L是金属棒材长度(m);Vs是超声波波速(m/s);Fs是采样率(Hz)。
3 金属棒材缺陷分类方法
早期采用人工方式观察回波波形来初步区分缺陷类型, 不仅效率低且具有很强的主观性和经验性。神经网络算法对波形的细微之处敏感, 可以很好地解决上述问题, 因此能够准确地进行缺陷分类。但神经网络运算对设备有一定的性能要求, 因此更适合在远程服务器上运行。首先需要在服务器上搭建和训练神经网络模型, 当服务器接收到采集设备上传的回波数据后, 调用神经网络算法对数据进行分类。之后根据分类结果进行相应的缺陷特征提取, 最后生成相应的可视化模型。神经网络算法流程图如图4。
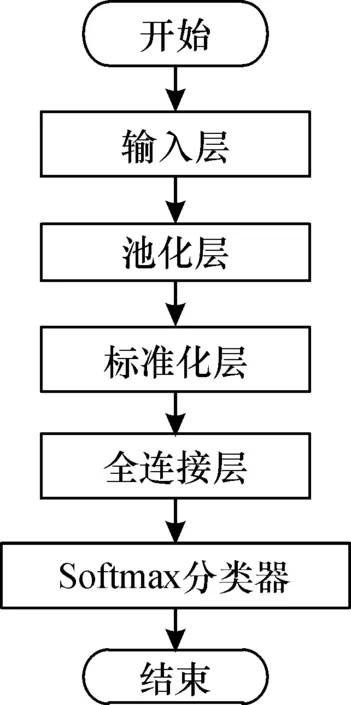
图4 神经网络算法流程图
输入层: 作为回波数据送入神经网络的接口。
池化层: 用于在保留原始回波数据主要的特征同时减少参数和计算量。神经网络池化过程使用自定义数据处理方法, 以保留池化区域中的最值为准则, 其表达式为
(10)
(11)
其中:k为池化深度;Q为维度转换后的新矩阵;Y为池化处理后新生成的一维数据序列, 且序列长度为2k。
标准化层: 对池化处理后的数据进行Z-score标准化, 是数据被送入全连接层之前的预处理
(12)
其中:x*是Z-score标准化后的样本数据;x是池化处理后的样本数据;μ是样本数据的均值;σ是样本数据的标准差。全连接层和Softmax分类器均采用通用计算模型, 因此在本文中不作具体介绍。在训练时, 神经网络的优化算法选用随机梯度下降法(stochastic gradient descent, SGD), 其表达式为
wt+1=wt-ηt·gt,
(13)
其中:wt表示t时刻的模型参数;ηt是学习率;gt是随机梯度, 它满足E(gt)=J(wt), 这里J(wt)表示为t时刻的梯度。神经网络训练时的损失函数选用均方误差函数
(14)

4 对应缺陷的特征提取方法
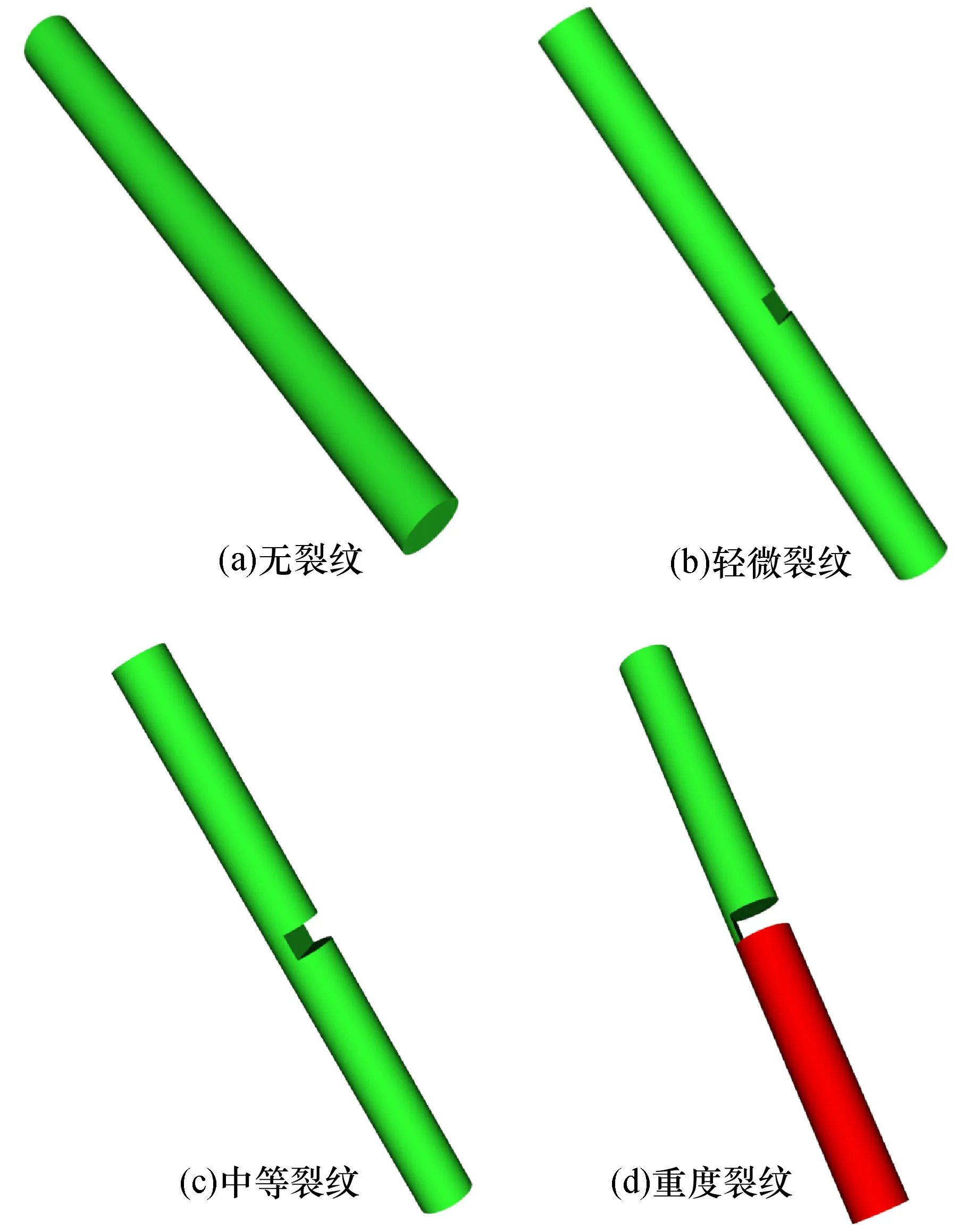
分离神经网络的缺陷分类、 对应缺陷的特征提取这两个环节的优点在于, 令后续新特征提取方法的替换和追加工作得到简化, 达到支持多缺陷特征提取的目的, 同时追加新的特征提取方法可以使得系统不断趋于完善, 增加可靠性和准确性。特征提取方法的作用是从现有回波数据中提取并量化出缺陷的位置, 为后续生成可视化模型提供准确的参数。本文针对金属棒材的裂纹缺陷提出了4种类型的提取方法, 分别为无裂纹、 轻微裂纹、 中等裂纹、 重度裂纹。在实际测试中使用切割工具对长为1 m、 直径为24 mm的金属棒材进行加工, 模拟上述的4种缺陷。使用采集设备对加工后的金属棒材进行回波采集, 采集后的波形如图5所示。
无裂纹(图5a): 当神经网络算法分类结果为无裂纹时, 不需要进行缺陷提取, 直接使用基于超声回波的长度检测方法获取长度数据L。
轻微裂纹(图5b): 当分类结果为轻微裂纹时, 需要进行缺陷提取。轻微裂纹的时域波形特征明显, 因此只需在基于超声回波的长度检测方法基础上, 在激励信号峰值索引u1与一次回波峰值索引u2之间, 额外寻找出区间内的最大值索引ue, 即可获得缺陷的位置。即从式(9)之后, 以u1为起点、u2为终点, 在原始序列数据X中重新生成区间序列Z
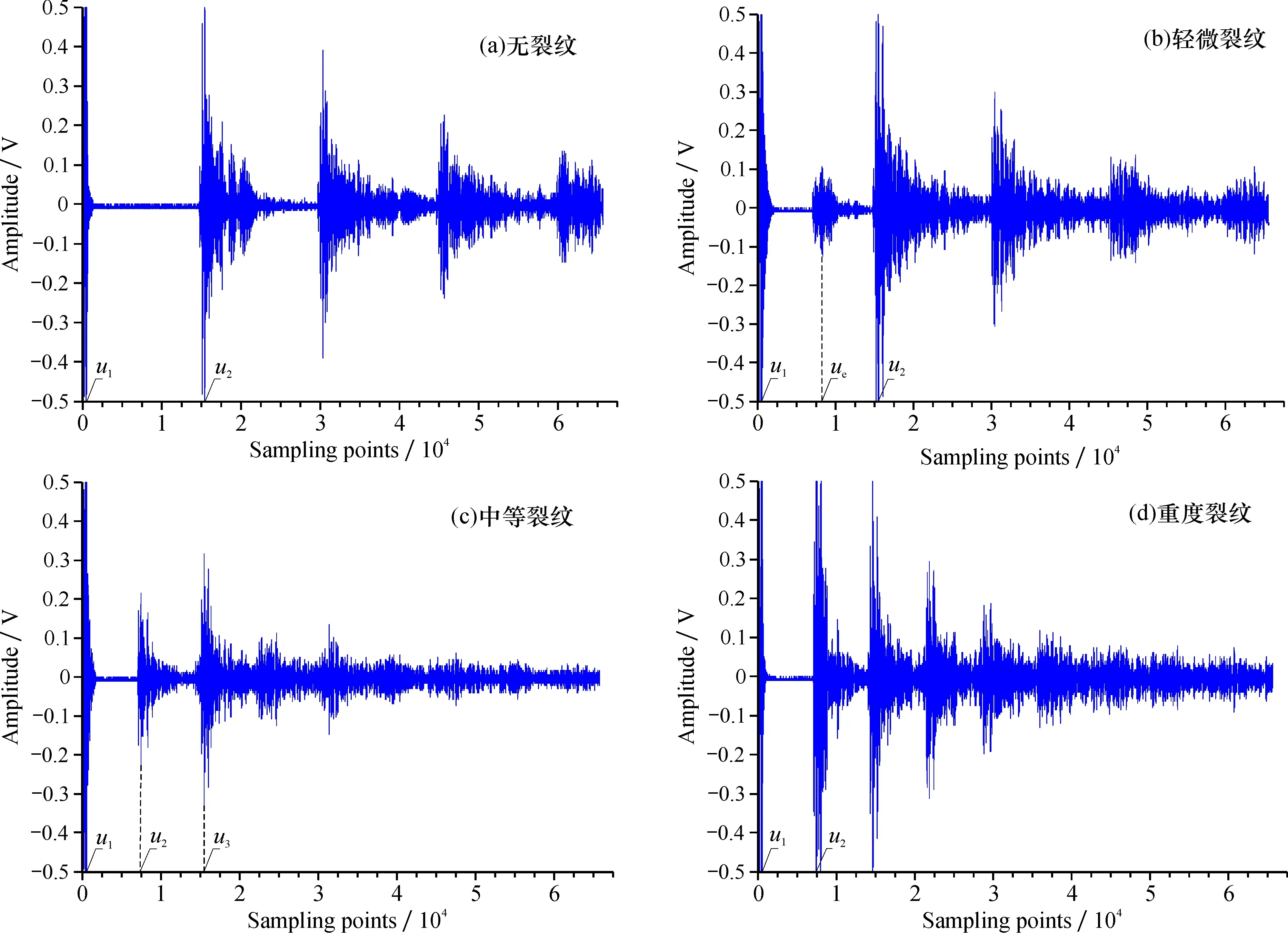
图5 金属棒材的4种缺陷回波波形图
(15)
然后寻找出区间最大值的索引值ue
ue=ρ(Z, max(Z))+u1;
(16)
最后即可得出缺陷到金属棒材端头的距离Le
(17)
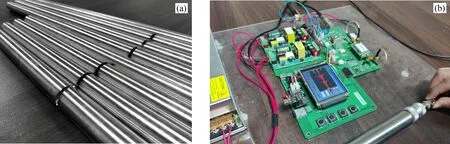
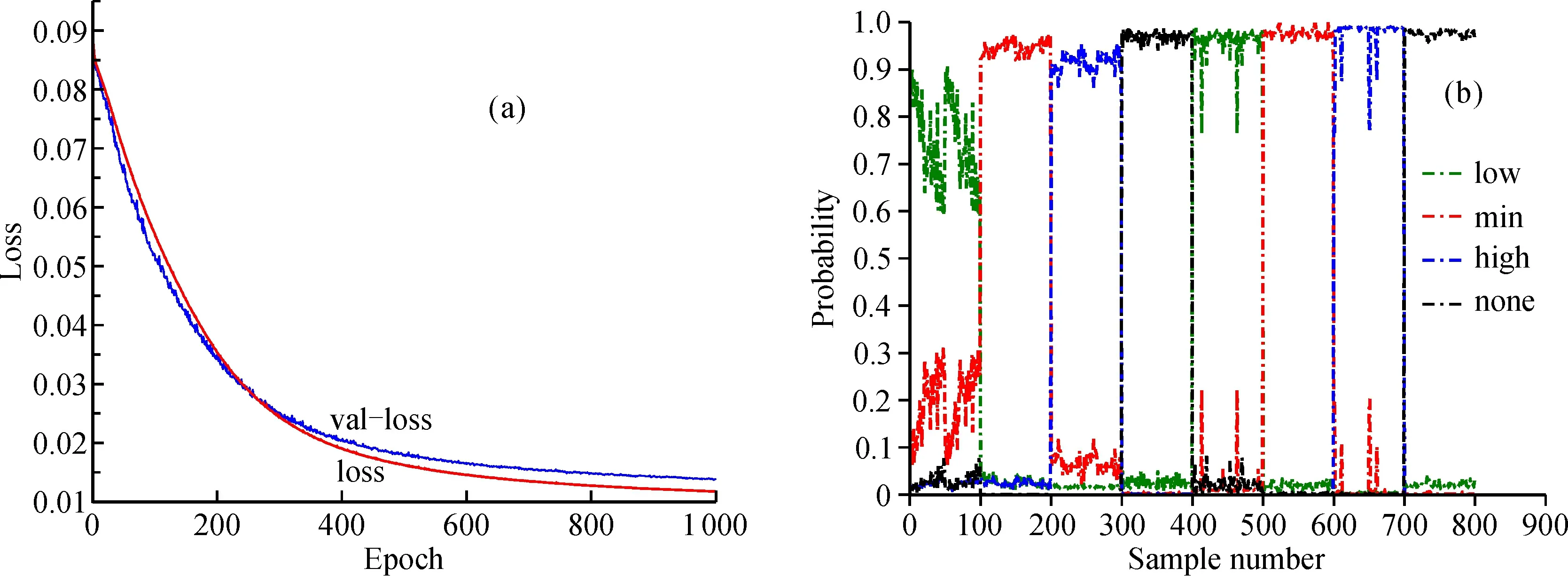
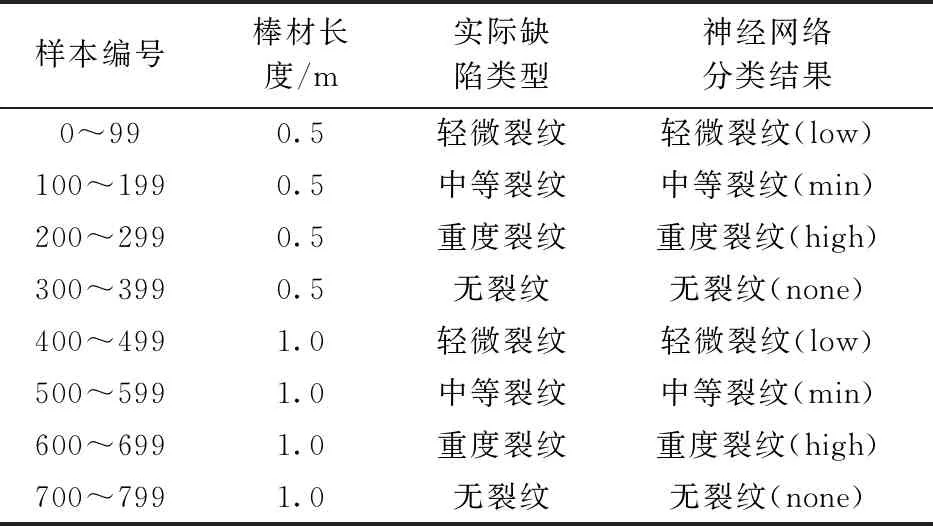
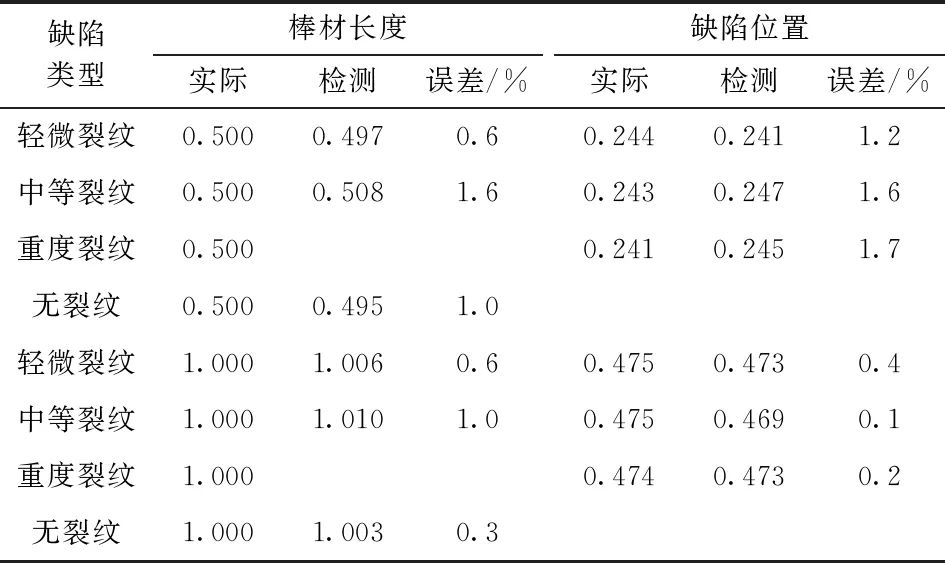
中等裂纹(图5c): 中等裂纹的时域波形缺陷处回波和一次回波峰值差异不明显, 且存在缺陷回波峰值与一次回波峰值相等的可能性, 因此不宜采用轻微裂纹的处理方法。在基于超声回波的长度检测方法基础之上, 额外进行一次式(6)和式(8)的运算, 可以得到序列中幅度排行第三的峰值索引u3, 将提取出的u1、u2、u3三个序列索引值按照序列采样先后的顺序进行排序, 更新后满足u1 (18) 缺陷到金属棒材端头的距离为 (19) 需要强调的是, 式(19)中的u2指向缺陷回波峰值位置, 而式(9)中的u2指向的是一次回波峰值位置。 重度裂纹(图5d): 通过多次实验和观察重度裂纹回波波形, 其波形内的第3个回波并不属于金属棒材的底部回波, 而是指代缺陷处的二次回波, 其过于强烈而将底部回波淹没。这也是人工方式并不适合通过观察回波进行缺陷分析的主要原因之一。针对重度裂纹的特征提取目前仅能提取出缺陷的位置, 只需采用基于超声回波的长度检测方法获取u1和u2, 所得出的长度即为端头到缺陷的位置。由于底部回波被淹没无法提取出金属棒的长度特征, 因此在未知棒材长度的重度裂纹可视化模型中, 仅仅着重显示缺陷信息。 分别对端头直径为24 mm、 长为1和0.5 m的金属棒材进行切割加工, 每种长度的金属棒都分别加工无裂纹、 轻微裂纹、 中等裂纹、 重度裂纹这4种测试样例。加工后的金属棒材如图6a所示。 设备采集过程如图6b所示。在实际采集前需要先进行超声波速校准。在式(9)中, 采样率Fs是固定的参数,u1和u2可在设备采集一次回波后确定, 因此只需要对长度L已知的金属棒进行一次回波采集, 就可以反推出现场的超声波速Vs。实际对所测金属棒材校准后的超声波速为5 660 m/s。 图6 加工后的金属棒材(a)和设备采集过程(b) 按照轻微裂纹、 中等裂纹、 重度裂纹、 无裂纹的顺序分别对0.5和1 m的测试样例各采集100份(共800份)回波数据作为神经网络的样本数据, 再以9∶1的比例制作成训练集和测试集。从神经网络训练时的Loss曲线(图7a)可知, 随着epoch的增加, 神经网络的分类准确性也在逐步提升。 为了验证基于神经网络的方法对金属棒材的分类能力, 重新使用金属棒材制作了上述4种缺陷模型。按照与之前测试样例相同的顺序重新对每种模型采集100份样本, 新样本的分类概率如图7b。可知, 各个样本区间概率分布差异明显, 说明神经网络能够准确区分不同类型的缺陷样本, 通过表2对图7b进行详细解释, 如样本区间0~99分类结果为绿色low的概率大于其他分类结果, 因此该区间的样本被判定为轻微裂纹。 图7 神经网络训练(a)和新样本的分类概率(b) 表2 新样本数据的分类结果 根据神经网络的分类结果调用相应的缺陷特征提取方法, 使用提取的特征数据生成缺陷可视化模型如图8所示。为使缺陷醒目, 在生成的可视化模型中将缺陷纵向拉伸。在介绍重度裂纹的缺陷提取方法时, 已经提到其缺陷回波将底部回波淹没, 因此在重度裂纹的可视化模型中无法体现金属棒材的完整长度, 用红色标注无效段。 图8 缺陷可视化模型 对应缺陷的特征提取性能数据如表3所示, 可知, 特征数据提取误差低于2%, 因此该系统具有较高的金属棒材的缺陷提取性能。 表3 对应缺陷的特征提取数据 本文对多缺陷特征提取方式的金属棒材分析系统进行了设计和验证, 该系统通过神经网络的缺陷分类和对应缺陷的特征提取这两个环节, 实现了金属棒材缺陷特征提取的多样性, 能够检测金属棒材缺陷位置并生成相应的可视化模型。 (1)提出了一种可用于金属棒材缺陷分类的神经网络模型, 测试结果表明该神经网络能够对金属棒材进行准确的缺陷分类操作。神经网络算法对缺陷分类的准确性随着epoch次数的增加而提高。今后随着样本数据的增加, 分类准确性还有提升空间。 (2)提出了4种金属棒材裂纹缺陷的提取方法, 测试结果表明这些方法具有较高的缺陷特征提取精度。并能够通过提取的缺陷数据生成相应的可视化模型。 采用神经网络算法的确可以实现金属棒材的缺陷分类操作, 但是在早期的神经网络训练环节需要大量的样本数据, 现实中没有缺陷的金属棒材数量远远大于有缺陷的金属棒材, 这造成了样本数据集的不均衡问题。但随着物联网技术的发展, 样本数据的获取难度将会逐渐降低, 样本不均衡的问题也必将得到改善。
5 系统功能验证
6 结束语
猜你喜欢
少先队活动(2022年9期)2022-11-23
昆钢科技(2021年1期)2021-04-13
四川冶金(2019年5期)2019-12-23
电子制作(2018年19期)2018-11-14
自动化学报(2017年11期)2017-04-04
上海金属(2016年1期)2016-11-23
通信电源技术(2016年6期)2016-04-20
通信电源技术(2016年5期)2016-03-22
噪声与振动控制(2015年4期)2015-01-01
钛工业进展(2014年5期)2014-02-28
