
U 型梁端头翼面折弯整形设备的设计及应用
2022-05-11 07:02李建为王庆德武晓东
锻压装备与制造技术 2022年2期
李建为,王庆德,武晓东
(国机铸锻机械有限公司,山东 济南 250022)
U 型梁广泛应用于商用车车架的生产组装中。在U 型梁的生产过程中,多种加工设备参与其中。而对于U 型梁端头翼面折弯整形的加工,现有设备大多是依靠人工进行手动调整,生产效率较低。针对此现象,我司研制了自动化程度较高的端头翼面折弯整形设备。该设备可通过调整相应的模具位置,实现不同截面宽度U 型梁的端头翼面整形工作,从而解决传统设备不足的问题。
1 设备简述
U 型梁端头翼面折弯整形设备是我司在商用车车架纵梁生产领域新研发的一种全新设备,可实现U 型梁端头翼面自动折弯整形的功能,具有结构简单、操作方便的特性。
设备主要由固定底座、升降床身、水平移动底板、整形模具、压紧装置、液压系统、电控系统等组成,如图1 所示。
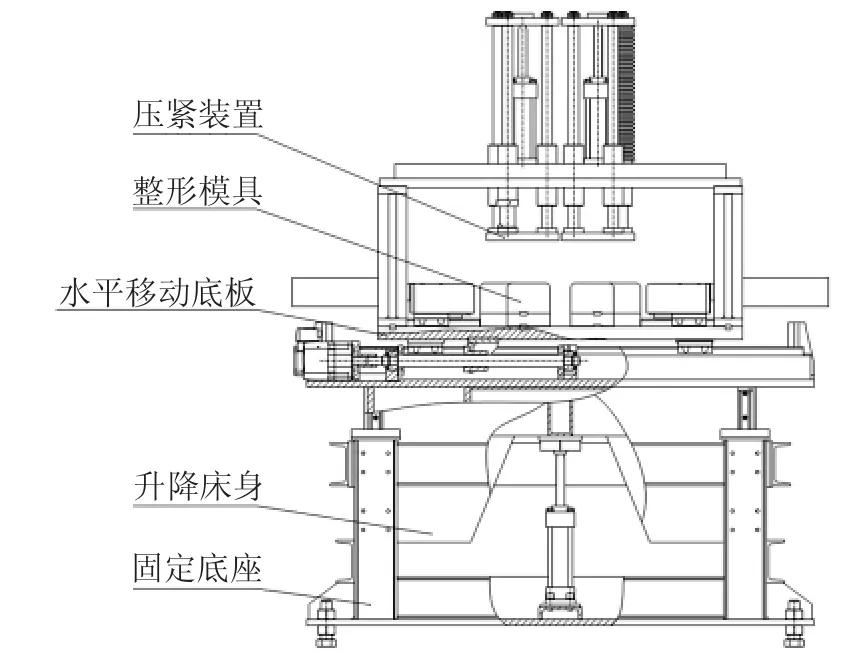
图1 设备构成示意图
固定底座用于固定整个设备,它可以安装在固定或可移动的基础上;在固定底座竖直方向安装有多组导向滑块;固定底座内部中心位置安装升降油缸;升降油缸一端与升降床身连接,一端与固定底座连接;升降床身侧面安装直线导轨;升降床身的直线导轨和固定底座上的滑块组合使用,用以保证升降床身升降运动;升降油缸为升降床身提供升降时的动力,升降油缸通过外部电气和液压系统的控制能够提供准确的停止位置[1]。
升降床身上端面两侧安装有直线导轨;升降床身端头中心位置安装伺服电机;伺服电机通过丝杆、螺母与水平移动底板连接;水平移动底板下面安装滑块;升降床身上端面的直线导轨和水平移动底板下面的滑块配合使用,用于保证水平移动底板的水平运动;伺服电机和丝杆、螺母配合为水平移动底板提供运动的动力;不同截面宽度的U 型梁在进行端头翼面折弯整形时,可通过伺服电机把水平移动底板移动到所需要的固定位置[1]。
整形固定模具安装在水平移动底板上,可随水平移动底板一起移动;固定整形模具在沿纵梁长度方向有两个侧面,一个侧面为直线段,该直线段侧面不参与纵梁端头翼面折弯整形工作,另一侧面是由直线段和折弯段组成,该侧面参与纵梁翼面折弯整形工作,直线段和折弯段所构成的角度是根据纵梁翼面折弯角度提前加工确定的[1]。整形模具如图2 所示,整形模具为左右对称布置,可实现纵梁两个翼面中任何一个翼面的折弯整形需求。
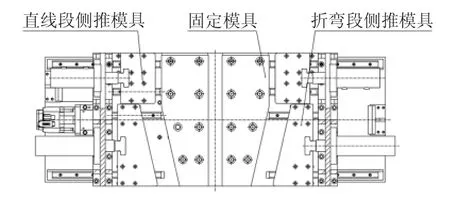
图2 整形模具示意图
水平移动底板上平面两侧安装直线导轨;左右支架立柱也安装在水平移动底板上平面两侧;同侧支架立柱侧面安装两个侧推油缸;一个侧推油缸与直线段侧推模具连接,一个侧推油缸与折弯段侧推模具连接;直线段侧推模具用于压紧纵梁翼面,防止纵梁端头翼面折弯整形时纵梁发生转动;折弯段侧推模具用于纵梁端头的折弯整形工作。
左右支架立柱上面安装有压座;压座上安装有两个下压油缸;下压油缸与压板连接;在进行纵梁端头折弯整形工作时压板需压紧纵梁,用于防止折弯部位上腹面起皱。
2 设备工作过程
U 型纵梁在进行端头翼面折弯整形加工时,需提前在纵梁端头部位加工出相应槽口,如图3 所示,以便能够顺利实现翼面折弯。

图3 整形前后对比示意图
在U 型纵梁端头翼面折弯整形加工过程中,首先通过外界辅助送进工装把需要整形的纵梁放置于整形设备外侧,此时纵梁长度方向需垂直于整形设备水平移动底板,并与固定整形模具长度方向平行,纵梁开口向下放置。
纵梁准备完毕后整形设备进行内部调整:升降床身下降、压板抬起,此时固定模具和压板之间在竖直方向形成一定的空间距离;根据U 型纵梁截面宽度尺寸,调整水平移动底板使,固定模具上参与U 型纵梁端头折弯整形工作的侧面(带有折弯段的侧面)与U 型纵梁端头折弯处内翼面预留一定间隙,能保证纵梁顺利进出模具即可;同时需保证两个侧推油缸处于缩回状态,直线段侧推模具和折弯段侧推模具处于远离固定整形模具的位置,经过上述调整后在整形模具内形成了一个可使纵梁端头自由进出的安全空间。
需要折弯整形的纵梁端头在外界其他设备的作用下进入整形机内部,当端头翼面折弯处到达折弯指定位置时,纵梁停止向整形机内部送进,并保持静止不动状态;此时升降床身向上升起,当固定整形模具的上表面与纵梁端头折弯位置的内腹面接触时,升降油缸停止动作,并处于液压保压状态;随后侧推油缸动作,带动直线段侧推模具向靠近固定整形模具方向运动,当直线段侧推模具与固定整形模具共同作用夹紧纵梁端头折弯位置处翼面时,侧推油缸停止动作并处于保压状态,此时纵梁端头折弯位置处的翼面处于夹紧状态,并一直到纵梁端头翼面完成折弯整形时均处于夹紧状态;压板在压下油缸的作用下向下运动,当压板与固定整形模具共同作用夹紧纵梁端头折弯位置腹面时,压下油缸停止动作并处于保压状态,此时纵梁端头折弯位置处的腹面处于夹紧状态,并一直到纵梁端头完成折弯整形时均处于夹紧状态;而后另一个侧推油缸动作带动折弯段侧推模具向固定整形模具方向运动,折弯段侧推模具与纵梁端头折弯整形处翼面接触时,依靠侧推油缸提供的推力使纵梁端头折弯整形处翼面发生折弯变形,需要折弯的翼面向固定整形模具上的折弯处侧面移动,当纵梁端头折弯整形处翼面与固定整形模具上的折弯处侧面接触后侧推油缸停止动作(此处需要通过液压系统的压力检测确定纵梁折弯翼面是否和固定整形模具侧面接触),随后侧推油缸需保持一定的压力直到纵梁端头折弯处翼面因变形而产生的应力消除为止(或使用其他工序将纵梁端头折弯位置处固定,即保证所有整形模具松开后,纵梁端头折弯位置不发生回弹[2]现象)。
当纵梁端头翼面完成折弯整形后,侧推油缸动作,带动折弯段侧推模具向远离固定整形模具的方向运动,直至侧推油缸完全缩回为止;压板在压下油缸的作用下向上抬起,直到上压板到达最高位置;随后另一个侧推油缸动作,带动直线段侧推模具向远离固定整形模具的方向运动,直至侧推油缸完全缩回为止;此时纵梁端头折弯整形位置所有压紧装置均已松开,并处于最大位置处(即远离U 型纵梁位置处);水平移动底板在伺服电机的作用下移动一定距离,以保证固定整形模具上参与成型的侧面与纵梁端头位置折弯处翼面脱开;最后升降油缸动作,带动升降床身向下运动,直至固定整形模具的上侧面与纵梁翼面形成一定距离为止;此时整形装置完全与纵梁处于脱开状态,完成了U 型纵梁端头折弯整形工作,U 型纵梁再通过外界其他送进工装退出整形装置即可。
3 结束语
介绍了我司设计生产的U 型梁端头翼面折弯整形设备的基本结构,并对设备工作原理做简要介绍。根据用户现场反馈,该型设备能够很好地实现U 型梁的端头翼面整形工作,极大提高了工作效率,减轻了操作人员的工作强度,将原先至少两人操作的设备减少为一人即可操作,真正实现了自动化生产。
猜你喜欢
汽车实用技术(2021年4期)2021-03-05
文萃报·周五版(2020年29期)2020-10-20
汽车与安全(2020年6期)2020-09-22
汽车实用技术(2020年10期)2020-06-11
汽车与安全(2020年10期)2020-01-06
作文周刊·小学一年级版(2019年12期)2019-04-28
计算机辅助工程(2018年3期)2018-09-17
农家科技(2018年3期)2018-06-27
计算机辅助工程(2017年1期)2017-03-21
小学生导刊(高年级)(2016年12期)2016-12-07
