行星式球磨颗粒流场分布与形貌变化规律
2022-05-13 05:26李旭刘彦安丰江王虹富许迎亮
兵工学报 2022年4期
李旭, 刘彦, 安丰江, 王虹富, 许迎亮
(北京理工大学 机电学院, 北京 100081)
0 引言
行星式球磨作为一种高能球磨技术,在复合材料的机械化学激活、高能燃料复合推进剂合成、新型生物碳纳米材料制备、多层陶瓷电容器等精密电子器件的微纳米级原料生产领域等有着广泛应用场景,其内部体系碰撞机理和物料颗粒形貌变化机理研究对于试验设计和工程生产具有重要指导意义。
由于行星式球磨过程系统的复杂性,以及各个影响因素间的复杂作用关系,增加了通过严密数学模型建立各个量间关系的难度,现有研究成果大多通过经验公式等描述某些过程相关量。已有大量研究通过改变研磨罐转速、球料比、球磨时间等参数的球磨试验归纳其对球磨产物状态的影响。相关的理论分析主要基于运动学和统计学,杨君友等基于行星式磨机内部磨球简单立方排列、均匀分布假设提出球磨工艺参数与磨球运动速度、平均自由程以及碰撞概率间的理论关系;Hirosawa等通过行星式球磨过程中反应颗粒的动能分布和碰撞频率分析,提出复合材料颗粒的机械化学激活速率计算公式,用麦克斯韦分布形式表征颗粒的速度分布,用分子碰撞理论描述颗粒碰撞频率。Colacino等基于统计学理论,认为行星式球磨内部磨球与颗粒碰撞时破碎颗粒所占质量分数符合指数形式,包含一个基于拟合的表观衰减速率常数。近年来,非连续体模拟的离散单元法(DEM)被应用于球磨分析,李腾飞等基于离散元模拟研究了转速率对球磨机内钢球运动状态及内部碰撞的影响。Mio等基于DEM研究了行星式球磨机中罐的旋转方向和转速比对磨球冲击能的影响。Kim等改变磨球填充率、球料比、磨球直径等球磨参数进行了硼精矿的行星式球磨试验,通过DEM模拟分析了内部磨球与颗粒体系的运动状态,结果表明球磨参数的变化通过改变磨球与颗粒间的碰撞压力来影响球磨效率。然而,既往研究或者假设过于理想化,磨球运动状态与实际运动相差较大,或者仅局限于定性研究或经验性总结,又或者球磨物料颗粒尺寸较大,多为毫米级岩石矿物等,对几百纳米到几十微米的微纳米级尺寸颗粒球磨研究存在一定空白。因此需要结合仿真与试验,构建符合实际球磨过程的仿真模型和理论模型,以解决上述问题。
本文从宏观和微观两个角度对行星式球磨内部体系的机理展开研究,包括从宏观角度研究磨球与颗粒群间的碰撞规律,以及从微细观角度研究颗粒群受冲击破碎作用导致的以粒径细化为主的形貌变化规律。磨球与颗粒群间的碰撞规律难以在试验中直接观测,需要开展数值仿真研究。将离散元法应用在颗粒群体系运动仿真中是合适的,但微纳米颗粒尺寸极小,仿真需要的颗粒数十分庞大,直接引入微纳米尺寸的物料颗粒进行球磨仿真是不实际的,以往通过离散元仿真直接获得颗粒碰撞压力的方法无法实现。因此,在研究内部体系碰撞时,可以适当放大模拟颗粒的尺寸,当引入颗粒的粒径足够小时,已能良好表征磨球和颗粒群的整体运动状态,从而将表征磨机内部碰撞的特征量转换为磨球与颗粒间的相对碰撞速度,获得球磨参数对其分布规律的影响。在此基础上,提取简化单个磨球以不同速度撞击多层颗粒的实际有效作用场景进行更小粒径颗粒的离散元仿真,获得球磨运动过程中颗粒群的多层颗粒层间压应力分布规律,则内部体系的碰撞机理得以通过磨球与颗粒的相对碰撞速度分布规律和多层颗粒层间压应力分布规律表征。
颗粒群的形貌变化规律基于球磨试验获得的粒径变化经验式开展理论研究。仿真获得的内部体系碰撞机理表明了颗粒的冲击速度区间与占据主导地位的冲击破坏模式,该特性对不同种类的微纳米尺寸颗粒是普遍适用的。单个颗粒作为构成颗粒群的基本单元,以往研究表明其冲击破碎表现出具有威布尔分布形式的破碎概率和具有相似性的碎片尺寸分布,类比提出颗粒群的破碎概率与分形数概念,基于此构建的颗粒群平均粒径变化理论具有合理的物理意义与良好的计算表现。
本文对行星式球磨内部体系开展数值模拟,获得了磨机内部流场和压应力场的分布规律,基于数值仿真与球磨实验,提出基于颗粒群破碎概率与分形数的颗粒群平均粒径变化理论,可为工业生产提供指导。
1 磨机内部体系离散元仿真
1.1 行星式球磨离散元模型
1.1.1 模型构建
使用EDEM离散元数值计算软件进行行星式球磨运动的数值仿真。仿真模型基于德国FRITSCH公司生产的Pulverisette 6单罐行星式高能球磨机,研磨罐参数如表1所示,磨球为直径 10 mm 的玛瑙球,球磨物料为粒径1 mm的铝粉,球磨工况设置如表2所示。
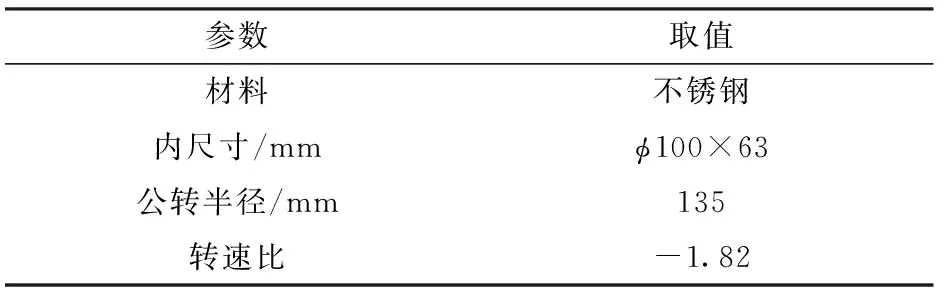
表1 研磨罐主要参数

表2 不同仿真工况的参数
将研磨罐简化为一个直径100 mm、高63 mm的圆柱壳体。用球形粒子表征磨球与颗粒,在研磨罐内部设置一无实体圆柱形颗粒工厂以生成磨球与颗粒,给予粒子1 m/s的初始下落速度以使粒子尽快离开颗粒工厂区域,加快后续粒子生成。粒子全部生成后,圆柱壳体依照工况要求开始公转与自转。行星式球磨仿真模型如图1所示。
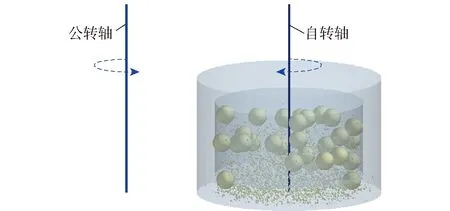
图1 行星式球磨仿真模型Fig.1 Simulation model of planetary ball milling
1.1.2 材料参数
EDEM软件中需要设置的材料参数包括密度、泊松比、弹性模量和接触参数(碰撞恢复系数、静摩擦系数和滚动摩擦系数)。为获得铝粉的接触参数,进行堆积角试验并开展数值模拟。接触参数作为颗粒物质的材料属性,与颗粒粒径无关,因此基于大粒径颗粒的堆积角试验获得的接触参数可适用于不同粒径的该材料颗粒。
称取一定质量的1 mm粒径待测铝粉并记录其堆积体积,将铝粉倒入漏斗中至静置稳定状态,打开漏斗下端口,颗粒自由下落成堆,待全部落下后用量角尺测量铝颗粒堆的堆积角即休止角。重复试验3次,取平均值作为该粒径铝粉的休止角,休止角为23.23°。
基于EDEM离散元软件进行颗粒堆积角试验数值模拟。初始接触参数选用EDEM软件的通用材料模型数据库(GEMM)给出的经验值,开展多次数值模拟,直至获得与试验结果符合良好的接触参数值作为最终选用值。
邢大伟在对石灰石颗粒的堆积角试验中,通过测量颗粒的堆积休止角来确定颗粒间的静摩擦参数,二者关系满足:
=tan
(1)
式中:为材料颗粒间的静摩擦参数;为颗粒堆的休止角,=2323°。故静摩擦参数=043。
进行多组数值模拟,当碰撞恢复系数为0.45、静摩擦系数为0.43、滚动摩擦系数为0.01时,其试验数值模拟所得颗粒堆休止角为23.09°,与堆积角试验结果十分近似,可认为上述接触参数为铝粉的接触参数。
仿真中使用的材料参数如表3所示。
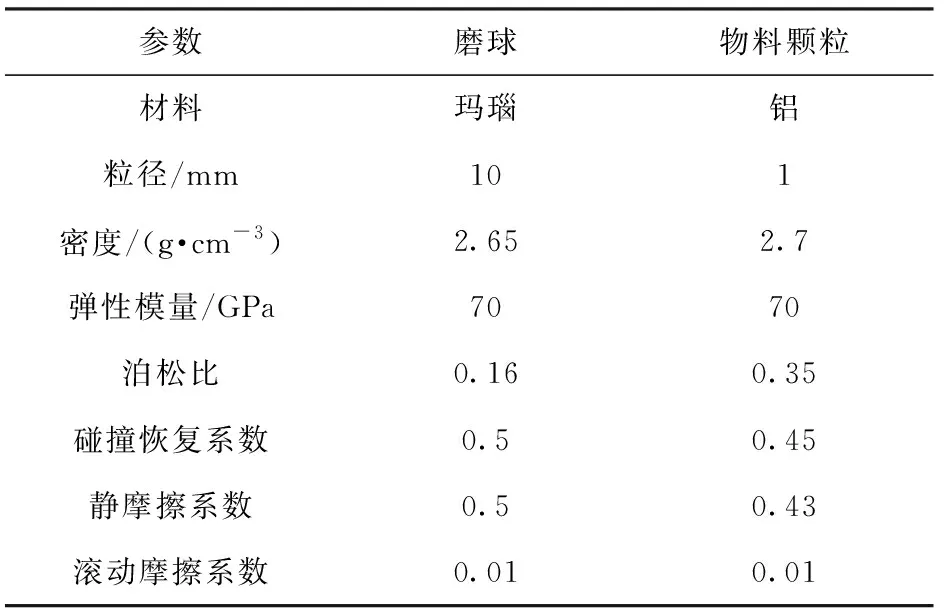
表3 材料参数设置
1.1.3 仿真计算参数设置
EDEM软件中内置了10余种接触模型,在计算过程中,系统会检索颗粒间及颗粒与几何体间的接触关系,并根据所选取接触模型以及接触物间的重叠量大小换算接触力的大小,根据牛顿第二定律循环计算所有颗粒单元的加速度等物理参数,并不断更新颗粒单元与几何体的位置。其求解过程采用显式求解算法,适用于颗粒系统动态松弛的静力学及动力学问题的求解。
本文采用Hertz-Mindlin接触模型,其接触力形式为
=+++
(2)
式中:和分别表示法向和切向接触力,和分别表示法向和切向阻尼力,

(3)

通过在接触面上施加一个力矩来引入滚动摩擦,=-||,其中为滚动摩擦系数,为接触点到质心的距离,为物体在接触点处的单位角速度矢量。
仿真时间步设置为固定步长,数值为Rayleigh时间步长的35%,计算总时长为1.2 s。开启碰撞跟踪,以记录每个时间步内的粒子间碰撞信息。
1.2 磨机内部体系流场分布规律
1.2.1 磨球撞击颗粒群的全场应力场模拟
某时刻颗粒压应力场模拟结果如图2所示。由于部分碰撞表现出很大的冲击压应力,远大于其他碰撞力,其在图2中会掩盖其他较低冲击压应力的颜色变化。

图2 某时刻下的颗粒压应力场分布Fig.2 Distribution of particle compressive stress field at some moment
统计0.7~1.2 s稳定阶段内不同转速下的颗粒压应力值分布数据,结果如图3所示。图3的纵坐标表示碰撞数,横坐标经过了对数变换,以使很小的压力区间也能清晰地展现其占比。由图3可知,颗粒压应力主要集中于0.000 1~1 N之间,转速为 350 r/min 时最大压应力可达85.198 N,此时转速为150 r/min时的最大压应力仅为19.871 N。在高压应力段,转速与压应力碰撞数保持一致关系,即转速越大,高压应力对应的碰撞数越多。

图3 不同转速下0.5 s稳定阶段内颗粒压应力分布Fig.3 Distribution of particle compressive stress in the stable stage of 0.5 s at different revolution speeds
由于Hertz-Mindlin接触模型对于接触力的计算与接触双方球体的半径相关,所获得的颗粒群压应力分布规律与颗粒粒径关联,难以向更小尺寸颗粒的球磨推广。相对地,对于微纳米尺寸颗粒,研究磨球与颗粒群间发生碰撞时的相对速度分布规律不受颗粒粒径限制,更具有普适性。
1.2.2 磨球撞击颗粒群的相对碰撞速度分布
统计不同转速条件下0.7~1.2 s共0.5 s稳定球磨阶段内磨球与颗粒群的碰撞相对速度,从 0 m/s~最大值分为100个速度区间,绘制各速度区间内碰撞次数的频数分布直方图和累积分布百分比曲线,应用威布尔分布能较好地表征不同速度区间内的碰撞次数分布规律,如图4所示。图4中为碰撞次数的累积分布百分比。图4直观地描述了磨球与颗粒群碰撞相对速度的分布特性,即随碰撞速度增加,对应的碰撞次数迅速减少,最终表现为碰撞绝大多数为中低速碰撞,高速碰撞占比极小。

图4 不同转速下磨球与颗粒碰撞相对速度分布规律Fig.4 Distribution law of relative velocity of ball-particle collision at different revolution speeds
由图4可知:3种转速条件下的累积总碰撞次数分别为106 299、88 724、118 215;3种转速条件下的最大相对碰撞速度有明显差异,分别为21.194 m/s、11.106 m/s、4.969 m/s;3种转速条件下的最大相对碰撞速度除以对应转速表示该转速条件下单位转速对最大相对碰撞速度的贡献,分别为0.061(m/s)/(r/min)、0.044(m/s)/(r/min)、0.033(m/s)/(r/min),说明高转速条件下单位转速提供的最大相对碰撞速度高于低转速条件下的对应值,可见磨球与颗粒碰撞相对速度最大值随转速增加而增加,且转速越高,最大碰撞相对速度增长越快,磨机转速能更有效地转换为实际研磨能力。
磨球与颗粒群的碰撞中存在大量低速碰撞、少量的较高速碰撞和极少的高速碰撞。对比3种转速下的磨球与颗粒群碰撞相对速度的累积分布曲线,结果如图5(a)所示,绝大部分磨球与颗粒相对碰撞速度都低于6 m/s。由于低速碰撞对物料颗粒的破碎过程可视为无贡献,350 r/min、250 r/min、 150 r/min 3种转速条件下的碰撞数按相对速度由小到大排列的90%界限值分别为2.31 m/s、1.38 m/s 和0.675 m/s。
定义不同转速条件下的磨球与颗粒碰撞归一化速度:
=
(4)
式中:为每次碰撞的相对速度;为最大相对速度。3种转速条件下不同速度定义的累积分布曲线如图5(b)所示。

图5 3种转速条件下不同速度定义的累积分布曲线Fig.5 Cumulative distribution curves of different speed definitions at three revolution speeds
由图5可知,尽管3种转速下具有不同的相对碰撞速度分布,但具有相似的归一化速度分布,表明转速提高能全面提高磨球- 颗粒碰撞相对速度,进而提高颗粒物料的冲击能量输入,但转速改变对归一化速度影响不大,即不同转速下不同碰撞速度区间相比最大值的分布频率是相似的,低中高速碰撞在体系内始终保持较稳定的分布占比。以研究工况为例,不同转速下都近似有,90%的碰撞为归一化速度<0.13的相对低速碰撞,99%的碰撞为归一化速度<0.33的相对中低速碰撞,仅1%的碰撞为归一化速度>0.33的相对较高速碰撞。


图6 单位质量颗粒所受的磨球等效撞击能量Fig.6 Equivalent impact energy of grinding balls per

1.3 颗粒群的冲击压应力场层间分布规律
磨球冲击颗粒群时,往往会导致磨球与研磨罐壁间的多层颗粒受到冲击挤压作用。对于多层颗粒的冲击应力场,涉及到力在颗粒物质中的传递机制。颗粒体系与常规的固体和流体有许多不同,这是因为颗粒体系是由许多离散的颗粒单元所构成的,其内部的应力分布存在非均匀性特点。
1.2节提出的磨球与颗粒间直接碰撞的相对速度分布规律仅考虑了与磨球发生直接碰撞的颗粒受力,对未与磨球发生碰撞却受到磨球撞击的传递力的部分颗粒未计入分析。该过程的直接模拟是极其困难的,因此将问题分解转换为给定速度条件的单磨球撞击静止多层颗粒,通过仿真获得层间压应力分布。
Colacino等在研究行星式球磨过程中的局部力学特征时做了类似试验,将直径10 mm的钢球以5 m/s的速度垂直撞击沉积在透明氧化铝视窗上的香豆素粉末薄层,过程中使用激光激发粉末发光,使用增强电荷耦合器件对发光过程拍照记录,根据碰撞导致的发光光谱区域变化判断不同时刻粉末层的碰撞影响区分布。该方法能辅助理解颗粒层的局部机械应力响应,但欠缺对碰撞过程中压应力层间分布的机理分析,同时磨球碰撞速度的大小和方向与实际球磨过程存在一定差异,需要进一步考虑碰撞速度变化产生的影响。
对小尺寸颗粒的层排布进行分析。图7所示为工况1(典型工况)在某稳定时刻的颗粒分布俯视图,取颗粒集中分布的圆弧面作为多层颗粒受磨球冲击平面。假设在该平面内颗粒均匀等厚度分布,弧面圆心角为65°,根据颗粒质量计算得到该圆弧面上的颗粒数分布密度为550个/mm。对圆弧面单元,忽略曲面度,假设颗粒每层均匀排布,则颗粒层厚度约为6层。实际排布时颗粒在重力作用下自行滑落至最稳定状态,所需层数小于6层。

图7 工况1某稳定时刻处颗粒分布俯视图Fig.7 Top view of particle distribution at a stable moment in simulation condition 1
利用EDEM软件在半径5 mm的不锈钢底面圆柱体内部生成大量100 μm的颗粒,自由静置一段时间后,仅保留底层0.55 mm内的颗粒,大致为6层。在多层颗粒上方生成直径10 mm的玛瑙磨球,给定不同方向和大小的速度值撞击多层颗粒,选取各层位于磨球撞击中心位置垂线上的一个颗粒,记录其压应力时程变化。磨球的入射角定义为磨球速度方向与底面法向所在直线的夹角,即垂直入射时入射角为0°。根据入射角大小调整磨球球心的水平位置,以使磨球以不同方向速度撞击多层颗粒时选定的记录颗粒始终位于撞点中心位置附近。磨球的速度条件设置如表4所示,记录颗粒见图8中的橙黄色颗粒。

表4 单磨球撞击多层颗粒的速度设置

图8 不同时刻处颗粒群及选取颗粒的运动状态Fig.8 Movement states of particle groups and selected particles at different moments
以5 m/s垂直入射的典型工况为例,不同时刻处颗粒群及选取颗粒的运动状态如图8所示。磨球撞击过程中形成一个撞击坑,各层记录颗粒从松散的静止状态被挤压向下,伴有周向接触状态的改变,多层颗粒表现出近似流体特性,受记录的颗粒最终因颗粒层遭撞击后表现出的排开流动行为而向撞击点周向散开。
撞击过程中的重要表征量主要包括磨球速度、颗粒场运动形态、颗粒速度场分布、压应力场分布、多层颗粒内部的接触力链分布等,限于篇幅,仅展示部分,如图9所示。
由图9可见:磨球以给定速度撞击多层颗粒时,压缩、排开前进方向上的颗粒,撞点附近颗粒与磨球存在直接接触,表现出较高的排开速度和较大的压应力;周边区域颗粒仅受到被排开颗粒的推挤作用,运动速度低,压应力小,更远处的颗粒则不受到撞击力及其传递力的作用;从撞点位置向周边,接触力链呈现网状辐射,撞点附近法向力链和切向力链都密集分布且数值较大,沿周向向外,接触力链愈发稀疏,且数值越来越小;接触力链的分布很好地表现了磨球撞击多层颗粒过程中力的传递机制。

图9 碰撞过程中及结束后某时刻的多层颗粒场部分特征量分布示意Fig.9 Distribution of some characteristic quantities of multi-layer particles during and after collision
为定量研究磨球以不同方向和大小的速度撞击多层颗粒时不同颗粒层的压应力幅值分布关系,记录不同撞击速度下各层观察颗粒的压应力,以各自初次受压时刻作为时间零点,垂直入射时不同速度的结果如图10所示。
图10 垂直入射时不同速度下撞点处各层颗粒所受压应力时程变化Fig.10 Change in the compressive stress of each layer of particles at the impact point at different velocities under normal impact
由图10可知:对于垂直入射,小于15 m/s撞击速度时,随着撞击速度增大,颗粒群所受压应力增大;20 m/s撞击速度下颗粒群所受最大压应力略低于15 m/s时,但内层颗粒的压应力有明显提高,整体表现为更大的压应力。
将不同撞击速度下各个颗粒层的压应力最大值从大到小排序,如图11所示。某一撞击速度下,排名数值1代表对应层颗粒的压应力最大值在全部颗粒层中最大,排名数值6代表对应层颗粒的压应力最大值在全部颗粒层中最小。定义 第1、 第2层为表层颗粒,第3、第4层为中间层颗粒,第5、第6层为内层颗粒。
图11 不同颗粒层压应力幅值排名随磨球撞击速度变化Fig.11 Ranking of maximum compressive stress of different layer of particles varying with the impact speed of grinding ball
由图11可知:第1层颗粒位于表层直接面对磨球撞击,存在切向飞离,其运动过程受被排开速度和方向影响存在较大差异,压应力幅值排名变化无明显规律;第2层颗粒受磨球直接冲击和四周颗粒阻滞排开的共同作用,同时撞击初期磨球仍保持较高速度,其压应力幅值排名始终位于前3,存在上升趋势;第3、第4层颗粒为中间层,受颗粒层良好的流动特性影响,冲击压缩作用不明显,主要表现为排开挤退,且磨球初始撞速增加加剧了这一作用,同时,磨球随撞击进行速度下降,其压应力幅值排名整体表现为随磨球撞击速度的增加而降低,最终成为各层颗粒中压应力幅值最低的两层颗粒;第5层颗粒位于颗粒深层,临近不锈钢底面,水平方向运动空间较少,排开运动不显著,同时会面临磨球与不锈钢壁间的挤压作用,随磨球撞击速度增加,压应力显著增加,压应力幅值排名整体表现出上升趋势,从低速撞击时排名最后到20 m/s时已成为体系内压应力最高的颗粒层;第6层颗粒位于最底层,受磨球速度降低的消极作用和处于磨球- 不锈钢罐壁间挤压带的积极作用的调节,使其具有较高的压应力,压应力幅值排名稳定在中间位置。
至此,获得了单磨球以不同速度大小冲击颗粒群的层间压应力分布规律,随磨球撞击速度增高,层间压应力分布趋向于哑铃形或葫芦形分布,即中间层颗粒趋向于成为颗粒群中压应力最低的颗粒层,而次底层颗粒趋向于成为颗粒群中压应力最高的颗粒层。
上述分析结果表明,磨球沿颗粒层垂向的撞击速度降、颗粒场的排开运动和流动特性、磨球- 不锈钢罐壁间的挤压作用三者对于颗粒层的压应力分布具有重要影响,在不同颗粒层处分别有不同的主导因素。颗粒场的排开运动和流动特性始终存在重要影响,随着垂向深度增加,磨球的撞击速度降因素愈发显著,然而随着垂向深度的增加,磨球- 不锈钢罐壁间的挤压作用也逐渐开始出现,二者间的相互调节影响导致了较高撞击速度下次底层具有最大压应力而非最底层颗粒。
进一步地,考虑不同入射角对撞点处各层颗粒所受压应力分布的影响。图12所示为5 m/s入射速度时不同角度下撞点处各层颗粒所受压应力时程变化。由图12可知:磨球入射角对于多层颗粒的整体压应力幅值有重要影响,磨球垂直撞击时,颗粒场撞点处的压应力最大值为14.114 N;在10°入射角时,撞点处的压应力最大值可达85.601 N,大于磨球10 m/s速度垂直撞击时的压应力最大值,并且各层颗粒的压应力最大值都大于磨球5 m/s速度垂直撞击时的最大压应力值;随入射角增大,颗粒场撞点处压应力不断减小,至入射角为30°时整体压应力仍大于垂直入射情况;当入射角大于等于45°时,整体压应力低于垂直入射情况;60°入射角时,整体压应力下降至很低水平。表明适当的撞击入射角有助于提高多层颗粒场的整体压应力幅值,有助于颗粒研磨破碎,但当撞击入射角增大到一定程度以后,法向撞击力过低,反而会浪费磨球的冲击动能,颗粒场内压应力幅值较低,导致颗粒研磨碎裂效率降低。
图12 5 m/s入射速度时不同角度下撞点处各层颗粒所受压应力时程变化Fig.12 Change in the compressive stress of each layer of particles at the impact point at different angles under an impact velocity of 5 m/s
类似地,将不同入射角下各颗粒层的压应力最大值从大到小排序,结果如图13所示。相比磨球撞击速度,入射角对颗粒层间压应力幅值排名变化的影响较不明显,由图13可知,除20°入射角外,第5层颗粒压应力幅值排名皆在前2名。结合1.3节图11分析中对第5层颗粒在不同撞击速度下的压应力分布特性说明,第5层即推广意义上的次底层在较高撞击速度下,具有针对不同撞击速度条件的优良压应力幅值分布,该层颗粒具有优良的磨球冲击能量利用率。

图13 不同颗粒层压应力幅值排名随磨球撞击入射角变化Fig.13 Ranking of maximum compressive stress of different grinding ball
通过上述碰撞问题的转换分析得到了具有良好推广性和适用性的结论,有助于理解行星式球磨过程中的实际运动状态及颗粒场这一介于流体与固体间具有特殊性质的对象的冲击压应力响应,从而对调节合适的球磨机参数有更本质的了解。
2 行星式球磨颗粒形貌变化规律研究
对行星式球磨过程中磨球- 颗粒碰撞相对速度场和多层颗粒压应力场的分析表明,颗粒碎裂细化的有效作用力主要是中低速碰撞下多次较小冲击力的综合作用,碾碎磨削等形式占主导,而单次冲击达到颗粒碎裂阈值使之粉碎性破裂的情况很少。基于此,开展球磨试验,获得颗粒粒径变化规律,引入分形数与颗粒群破碎概率概念,提出以颗粒群平均粒径()为代表的形貌变化理论。
2.1 行星式球磨试验及粒径变化规律
基于Pulverisette 6单罐行星式球磨机进行了铝与聚四氟乙烯(Al/PTFE)混合颗粒球磨实验,工况设置如表5所示。

表5 Al/PTFE混合物料球磨试验工况
研磨不同时间后停止,取出物料测量其平均粒径()及观察形貌变化,试验结果如表6所示。
表6 Al/PTFE混合物料球磨试验结果
随研磨时间增加,Al/PTFE混合物料颗粒粒径逐渐减小至各自极限值。拟合不同时刻平均粒径,其变化规律符合指数形式:
()=+e-
(5)
式中:、、为拟合参数。当=0 μs时有=+,为材料颗粒初始平均粒径,各参数取值如表7所示。拟合结果如图14所示。

表7 颗粒平均粒径表征式拟合参数结果

图14 Al/PTFE混合物料行星式球磨试验拟合结果Fig.14 Fitting results of planetary ball mill test for Al/PTFE mixture
定义颗粒粒径减小速率为
()=dd=-e-
(6)
粒径减小速率随时间变化规律如图15所示。

图15 粒径减小速率随时间变化规律Fig.15 Variation law of particle size reduction rate with time
联立(5)式、(6)式,消去时间,可得
=-(-)=-
(7)
式中:与满足线性关系,-为其斜率。当=0 nm/h 时,颗粒粒径不再减小,意味着给定的研磨载荷无法继续使颗粒碎裂,此时对于该种材料颗粒在该研磨载荷条件下有颗粒平均粒径最小值,=。
球磨过程稳定阶段中,可认为两种材料颗粒混合均匀,单位质量的两种颗粒在单位时间内具有相同的冲击能量输入。对比相同冲击能量输入下不同材料颗粒的粒径减小速率随颗粒平均粒径变化的规律,如图16所示。由图16可知,相同粒径和冲击能量输入条件下,聚四氟乙烯颗粒具有比铝颗粒更大的粒径减小速率,即聚四氟乙烯颗粒相对铝颗粒更易冲击碎裂,这是因为聚四氟乙烯具有非常低的表面能,其冲击破碎成多个碎片生成新表面所需的能量低于铝。

图16 Al/PTFE混合物料颗粒粒径减小速率随颗粒粒径的变化规律Fig.16 Variation law of particle size reduction rate of Al/PTFE mixture with particle size
由于Al/PTFE混合颗粒在球磨过程中会发生一定程度的化学激活,可能对各自的粒径变化规律产生影响,因此进一步开展了纯铝粉的球磨试验,以研究复合物料球磨过程中机械激活和化学激活对颗粒群平均粒径的影响程度和作用阶段,获取(5)式的适用范围。
选用铝粉的初始平均粒径为6.51 μm,其余研磨工况设置保持不变。铝粉球磨试验结果如表8所示。
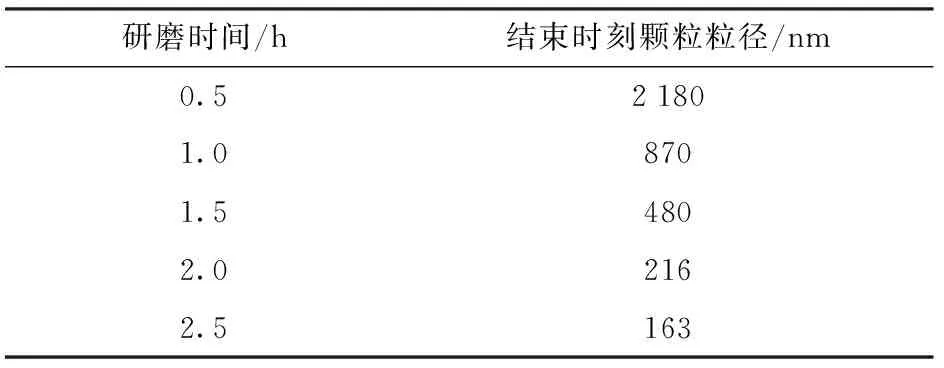
表8 铝粉球磨试验结果
同样地,基于(5)式拟合不同时刻铝粉平均粒径,结果如图17中黑实线所示,可见(5)式亦能良好表征纯铝粉的粒径变化趋势,其中拟合参数=23,=6 487,=2092。
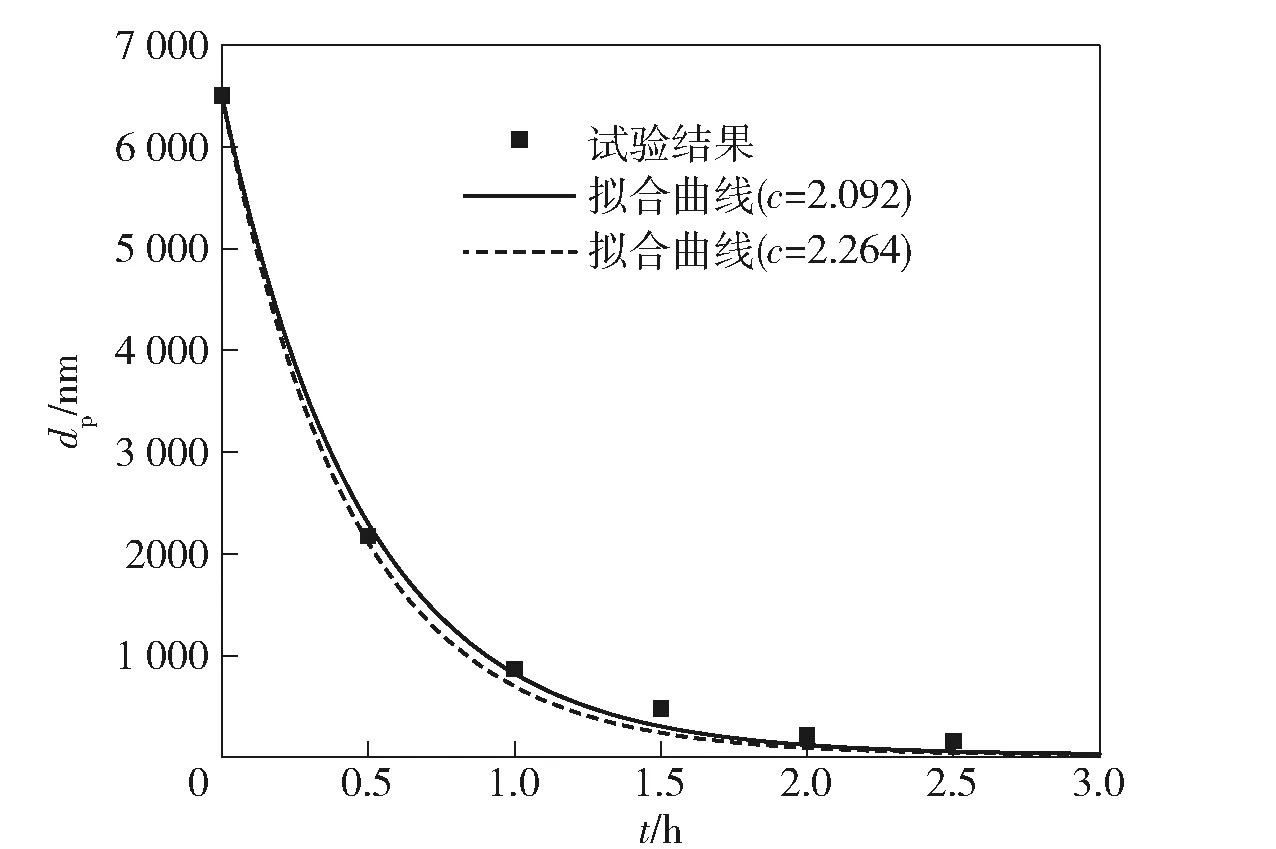
图17 铝粉行星式球磨试验拟合结果Fig.17 Fitting results of planetary ball mill test for Al particles
对比纯铝粉的粒径变化拟合曲线和Al/PTFE混合物料中铝颗粒的粒径变化拟合曲线(=2.264, 见图17中的黑色虚线),可见二者具有相近的变化趋势,表明在观测的球磨时间内,机械激活导致的颗粒粒径变化占据主导,该阶段主要表现为物理变化,即颗粒细化、颗粒内产生裂纹导致碎裂、颗粒比表面积增大等;化学激活,即复合材料间的化学作用引起的颗粒粒径变化影响相对较小,其对粒径的显著影响主要发生于球磨末期阶段,在该阶段的粒径变化有待进一步研究。
综上所述,对于某种材料,其颗粒群受到一定的球磨冲击载荷条件时,在机械激活占据主导的球磨阶段内,不同时刻的平均粒径满足(5)式,其拟合参数具有明确物理含义:为其平均粒径最小值;为其平均粒径初始值和平均粒径最小值的差值;-为其粒径减小速率随平均粒径变化直线的斜率,代表了该种材料的易碎性和该球磨冲击载荷条件(包括研磨罐转速,磨球材料、尺寸和数目以及球料比等)的综合作用,仅与材料属性和球磨冲击载荷条件设置有关,称为材料碎裂速率指数。
实际球磨试验时,对于某目标材料,首先通过两次不同时长的球磨试验,可获得和时刻对应的(),则参数、和-皆可得。对于同种材料,不改变球磨冲击载荷条件时,材料碎裂速率指数-为一定值,又有=-=-,因此对不同初始粒径的颗粒群,仅需通过一次较长时间的球磨试验获得其最小平均粒径,即值,即可获得该初始粒径的颗粒群球磨任意时刻停止时的平均粒径。
上述结论对于工程应用具有一定意义。实际工程中,常常需要通过球磨获得一定粒径的颗粒产物,而投入磨机的物料的初始粒径往往存在波动,投入物料的初始粒径改变后,基于以往多次实验所得的产出目标粒径颗粒产物的球磨时长不再适用,需要重复进行多次试验再次获取。(5)式及其标定方法可以通过一次球磨试验获得不同初始粒径到达任意目标粒径的球磨时长,避免了更改初始粒径和目标粒径所需的多次重复试验,为物料球磨提供了合理指导,避免过量球磨时间,减少无效球磨造成的人力物力和时间损耗。
2.2 基于颗粒群破碎概率与分形数的颗粒群平均粒径变化理论
(5)式~(7)式为对试验结果的经验性数学导出式,并不涉及对颗粒群粒径变化这一结果量背后实际物理过程的描述,为更好地理解颗粒群形貌变化过程的实质,需要进一步通过合理假设构建理论来描述这一物理过程。
在研究颗粒群形貌变化之前,单颗粒作为颗粒群的基本构成单元,其冲击破碎特性研究可以帮助理解颗粒群的冲击破碎行为实质。单颗粒的冲击破碎已有很多的试验、数值模拟以及理论工作,一般通过单颗粒的冲击破碎试验获取冲击破碎能阈值开展。
Vogel等提出了广为认可的基于威布尔分布形式的颗粒冲击破碎概率′:
′=1-exp[-(-)]
(8)
式中:为材料相关的拟合参数;为颗粒粒径;为冲击次数;为颗粒的单位质量冲击能;为颗粒单位体积的弹形存储应变能,即比破碎能,对于同种材料颗粒,为常值。试验颗粒最小粒径为01 mm左右,大部分颗粒粒径为毫米量级,其-关系在微纳米尺寸颗粒上的适用性尚不明确。
对于微纳米尺寸颗粒的比破碎能与颗粒粒径关系,朱美玲等在研究机械法制备超细粉体的机理和能耗时提出,将颗粒破碎能定义为颗粒破碎时所具有的弹性应变能,定义比破碎能为破碎单位质量物料的破碎能,即

(9)

参考单颗粒的冲击破碎相关理论,提出颗粒群破碎概率与分形数的概念,用以描述颗粒群平均粒径变化结果及其代表的物理过程。定义颗粒群破碎概率,为单位时间内颗粒群受到磨球撞击加载时的破碎概率,对于颗粒总数为的颗粒群,单位时间内受到磨球撞击加载时颗粒群内有·数目的颗粒发生碎裂。同时,定义基于颗粒群整体冲击碎裂的分形数,代表了破碎颗粒的碎片尺寸整体分布特性,=(′),其中为颗粒群初始平均粒径,′为受到磨球撞击加载时发生破碎的部分颗粒碎片的平均粒径。由于铝颗粒有韧性,受磨球冲击时除碎裂、磨削等破坏形式外还存在颗粒变形,本文模型暂不考虑塑性变形导致的尺寸影响,在统计颗粒群平均粒径时选取较规则颗粒。
221 分形数的变化规律
Vogel等的研究中,定义归一化尺寸为碎片尺寸除以初始颗粒粒径,以消除初始颗粒不同大小的影响。材料相同且冲击能量输入相同时,不同粒径的颗粒碎裂后的碎片归一化尺寸分布极为近似。在较低的冲击加载条件下,颗粒主要破碎为较大的几块碎片,随冲击加载速度提高,颗粒趋向于更精细化的碎裂,生成的碎片尺寸减小,碎片数增加,但颗粒碎裂数的增长速度滞后于颗粒冲击加载速度的增长速度,表明在较长的一段冲击加载速度区间内,颗粒碎裂数是近似稳定的。
以Vogel等试验中1 mm粒径的石灰石为例,当速度为60 m/s下的单次撞击即破碎时,初始粒径与碎片中位径的比值约为15,小于此速度值时逐渐趋于1。假设颗粒均匀碎裂为块碎片,碎片平均直径′为碎片分布中位径,此时有′=15,基于体积守恒,有=(′)=3375。在该假设下,与颗粒群分形数表达式相同,物理含义相近,可根据其定义理解数值范围代表的物理过程含义:当1<<2时冲击速度较低,颗粒主要发生切削剥落型变化;当≥2且小于粉碎碎裂数时冲击速度较高,颗粒发生直接冲击碎裂型变化,碎裂为较大的几块碎片;当大于等于粉碎碎裂数时冲击速度很高,颗粒发生粉碎型变化,粉碎为众多精细碎片。
假设微纳米级尺寸颗粒也满足上述规律。由行星式球磨过程的离散元仿真可知,磨球与颗粒间的相对撞击速度一般小于10 m/s,同时颗粒群粒径始终为微纳米量级,尺寸极小,在此撞击速度和尺寸区间内,颗粒碎裂前后的粒径比受撞击速度和粒径变化影响不敏感,导致在球磨过程中随粒径减小而减小,但变化相对不大。当发生碎裂的部分颗粒满足′=1~13时,为10~2197,可见球磨过程中颗粒群在初期可能受到直接冲击碎裂作用,但随球磨时间延长,颗粒群粒径减小,破碎颗粒所需的冲击能量输入增加,而球磨机输入内部体系的冲击能量功率不变,颗粒趋向于被磨球切削剥落。在该过程的重复中,颗粒群平均粒径不断减小,且减小速率随粒径减小而不断减小,直至到达最小粒径,不再变化。


(10)
式中:为球磨开始时刻的取值,此处取=2197;为与颗粒群所受冲击能量有关的参数,球磨参数设置不变时,为一定值,此处取=-50。
222 颗粒群破碎概率的变化规律
球磨过程中单位时间内磨球对研磨罐内部体系的冲击能量为一常值,令该冲击能量为。然而磨球的碰撞包括了磨球之间、磨球与颗粒之间以及磨球与罐壁之间的碰撞,与颗粒无关的碰撞对颗粒形貌变化无贡献,因此定义有效碰撞系数,代表单位时间内磨球冲击对物料颗粒的能量输入,的取值主要受磨球填充率、球料比等因素的影响,对同一球磨工况,为一常值。
对于同种材料的颗粒,分析其冲击过程中的颗粒群冲击碎裂概率(,)。
单位时间Δ内,假设初始时颗粒群中颗粒总数为,则结束时刻颗粒总数为
′=(1-)+
(11)
基于体积守恒,即
(2)·=(′2)·′
(12)
有

(13)
式中:′为单位时间内结束时刻的颗粒群平均粒径。从而单位时间的颗粒群平均粒径变化可用颗粒群破碎概率和分形数表征。
由(13)式得单位时间内的颗粒群平均粒径变化速率:

(14)
即颗粒粒径减小速率,其中Δ为单位时间内的颗粒群平均粒径改变量。
将单位时间Δ取为1 min,即160 h,并将=ΔΔ代入(14)式,可得

(15)
对Al/PTFE混合颗粒的球磨试验,通过(5)式、(6)式、(10)式以及(15)式的时间步迭代求解,可获得、、和各参量随研磨时间的变化规律,部分结果如图18所示。
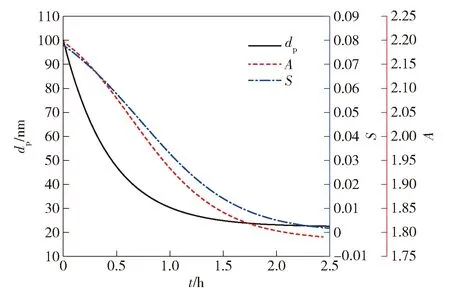
图18 Al/PTFE混合颗粒球磨试验中铝颗粒各参量随研磨时间变化规律Fig.18 Variation of each parameter with grinding time of Al in planetary ball mill test for Al/PTFE mixture

图19 纯铝粉球磨试验中Al颗粒各参量随研磨时间变化规律Fig.19 Variation of each parameter with grinding time of Al in planetary ball mill test for Al particles
对纯铝粉的球磨实验,同样可获得、、和各参量随研磨时间的变化规律,部分结果如图19所示。为完整表现参量的主要变化趋势,计算时长选为5 h。由图19可知:当颗粒粒径较大时,分形数与破碎概率均随粒径减小而缓慢减小,与Vogel等的研究中观察到的单颗粒冲击破碎结果相一致;当粒径足够小之后,随粒径减小,颗粒破碎所需破碎能迅速增加,颗粒破碎模式转变为切削剥落,分形数与破碎概率迅速减小,最终同粒径一起趋于最小值。
(16)
式中:为材料相关的拟合参数。
对图18中Al/PTFE混合颗粒球磨试验获得的曲线关于(16)式拟合,拟合参数值分别为=0088 8,=9317。(16)式能良好表征随的变化规律,上述分析具有合理性。对同一材料和球磨方式,为一定值。同样地,对图19 中纯铝粉球磨试验获得的曲线也关于(16)式拟合,拟合参数值分别为=0093 1,=1044。两试验的拟合参数值较接近,偏差表明PTFE的加入对铝粉粒径变化存在一定影响。

对不同物料开展了仅改变公转转速的验证试验,研磨1 h后各物料中的铝颗粒的颗粒群平均粒径结果如表9所示。

表9 改变转速的验证试验试验结果
由(15)式变形可得

(17)
则单位时间内结束时刻颗粒群平均粒径为
′=+·Δ
(18)
由(10)式和(16)式~(18)式的时间步迭代求解,进而可得到表9中任意转速下的颗粒群冲击能量输入功率,结果如表10所示,由于仅改变球磨转速,故对同一物料为一定值。

表10 不同转速试验中S拟合参数取值
限于篇幅,仅给出Al/PTFE混合颗粒不同转速球磨试验下的各参量变化,如图20所示。纯铝粉不同转速球磨试验下的各参量变化具有相似特性。
图20 Al/PTFE混合颗粒不同转速球磨试验下的部分参量变化规律Fig.20 Variation law of different parameters for Al/PTFE mixture under different revolution speeds
表10中不同物料的拟合参数随公转转速变化规律如图21所示。由图21可见,随转速增加,颗粒群冲击能量输入功率也随之增加,符合指数增长规律。将不同转速条件的值代入(10)式和(16)式~(18)式,可求解得到该转速条件下任意时刻的颗粒群平均粒径,用以预估球磨进展。

图21 βηP随转速变化的规律Fig.21 Change of βηP with revolution speed
3 结论
1)基于离散元模拟获得了行星式球磨过程中磨球- 颗粒群碰撞的相对速度场,威布尔分布能良好地表征碰撞相对速度的分布规律。
2)多层颗粒压应力场层间分布的仿真分析阐释了球磨过程磨球对物料颗粒的主要作用位置及其物理机制,即随磨球撞击速度增高,层间压应力分布趋向于哑铃形或葫芦形分布,磨球沿颗粒层垂向的撞击速度降、颗粒场的排开运动和流动特性、磨球- 不锈钢罐壁间的挤压作用三者对于颗粒层的压应力分布具有重要影响。
3)基于球磨试验获得了机械激活占据主导的球磨阶段内经验性的颗粒平均粒径变化规律,可用于指导获得指定粒径颗粒的工程实践,进一步地提出了基于颗粒群冲击破碎概率与分形数的颗粒群平均粒径变化理论,可以表征行星式球磨过程中颗粒群的破碎磨削过程,从而获得不同球磨工况条件下任意时刻颗粒群的平均粒径,具备合理的物理意义和良好的工程指导意义。
猜你喜欢
当代水产(2022年7期)2022-09-20
汽车实用技术(2022年15期)2022-08-19
机械科学与技术(2022年6期)2022-06-27
煤炭学报(2022年4期)2022-05-28
西部交通科技(2021年1期)2021-11-09
当代化工(2019年3期)2019-12-12
小资CHIC!ELEGANCE(2019年29期)2019-09-12
智能建筑与工程机械(2019年1期)2019-09-10
声屏世界(2015年8期)2015-02-28
中国民族民间医药·下半月(2014年4期)2014-09-26