
塔架法兰焊接缺陷的火焰矫正方法
2022-06-09 06:35□王磊
机械制造 2022年2期
□ 王 磊
福建福船一帆新能源装备制造有限公司 福建漳州 363211
1 存在的问题
风力发电行业在国内已经发展了很多年,所使用的塔架结构形式比较多,有管状钢制塔架、桁架式塔架、混凝土塔架等,目前以管状钢制塔架为主。塔架是风电机组的关键支撑结构,为了便于运输,一般将塔架分为3~5段,每段塔架均由若干筒节和法兰焊接而成[1],相邻塔架段采用高强度紧固件进行连接。考虑到高强度连接螺栓受力、相邻塔架段的密封防水等要求,塔架法兰端面焊接后只能内倾,内倾值一般为0~1.5 mm,法兰端面的整体平面度不大于2 mm,在30°区域内局部平面度不大于0.8 mm。塔架法兰与筒节焊接如图1所示。

▲图1 塔架法兰与筒节焊接
塔架法兰为环形锻件,筒节采用钢板卷制而成,材质均采用低合金高强度钢。由于塔架法兰的颈部比较短,长度一般为颈部壁厚的2~3倍,因此塔架法兰与筒节焊接时,焊接热量的输入会对塔架法兰平面度产生不利影响,容易导致塔架法兰端面平面度或内倾度超标。当遇到平面度或内倾度超标时,行业内目前采用火焰矫正方法进行修整。为了防止在进行火焰矫正时对塔架法兰、钢板的性能产生影响,通常要求火焰矫正必须一次成功,避免对同一缺陷反复采用火焰矫正方法进行修整。笔者基于过往项目积累的经验,详细介绍火焰矫正的工艺流程。
2 火焰矫正原理
火焰矫正指在变形构件的适当部位采用火焰进行加热,使加热区域受热膨胀,冷却后该区域金属产生收缩,利用冷却后产生的冷缩应力矫正构件的变形[2]。由于低合金高强度钢受热后会以1.2×10-5K-1的线性膨胀系数向各方向伸长,当冷却到原来温度时,除会收缩到未加热时的长度外,还会按照1.48×10-6K-1的收缩系数进一步收缩,从而使变形构件收缩后相比原来长度变短。在适当部位对已变形的构件进行火焰加热,冷却后产生很大的冷缩应力,从而达到矫正变形的目的。
火焰矫正时加热温度不宜过高,过高会导致钢材性能变脆,影响冲击韧性[3]。目前,火焰矫正时常用的加热方法有点状加热法、线状加热法、三角形加热法三种。
点状加热法适用于薄板波浪变形的矫正,通常采用多点加热,加热点呈梅花状均匀分布,加热点直径为6倍钢板厚度加10 mm,加热点间距在 100~500 mm 之间。当钢板厚度较大或变形量较大时,加热点间距需要取较小值。点状加热法的加热温度一般控制在300~600 ℃之间,动作应迅速,火焰应集中,加热点保持圆形,间距尽量均匀一致。
线状加热法适用于矫正中厚钢板的圆弧弯曲,以及构件角变形等情况。由于线状加热在宽度方向收缩量大,在长度方向收缩量小,因此可以用于对接焊缝角变形修整、塔架法兰焊接后内倾度修整等场合。线状加热法加热时,应注意加热温度、宽度、深度之间的联系,根据筒节厚度及变形程度采用适当的参数。
三角形加热法又称楔形加热法,适用于刚性较大的型钢、钢结构件弯曲变形的矫正。三角形的加热区域通常选在筒节边缘,一般呈三角形,筒节收缩量随三角形面积的增大而增大。三角形一般为等腰三角形,边长大于筒节材料厚度的两倍,顶点一般在中心上。三角形加热法的加热位置应确定在筒节需要收缩的一边,若变形范围大,则三角形数量可以取多个。三角形加热法加热时,加热温度通常取500~600 ℃。根据变形的实际情况,三角形加热法和线状加热法可以组合使用。
3 火焰矫正工艺流程
3.1 确定缺陷类型及区域
塔架法兰与筒节焊接完成,冷却到室温以后,采用激光测量仪测量塔架法兰平面度。塔架法兰的内倾度可以采用直角尺进行粗测,或基于激光测量仪采集的数据拟合得到[4]。塔架法兰平面度与内倾度检测如图2所示。

▲图2 塔架法兰平面度与内倾度检测
使用激光测量仪进行检测前,需要根据塔架法兰直径确定所需的检测点数量。检测点需要沿塔架法兰圆周均布,并且塔架法兰外圈检测点与塔架法兰内圈检测点一一对应。根据激光测量仪检测的数据,可以很方便地确定塔架法兰内倾度和平面度超标的类型、具体数值和所处位置。找出变形位置、变形特征、变形量,在塔架法兰上使用粉笔作标记,并根据以上信息找出最佳火焰加热位置和加热方法,确定加热位置的顺序,一般先矫正刚性较大的方向,后矫正刚性较小的方向,先矫正变形量大的部位,后矫正变形量较小的部位。在开展火焰矫正之前,还需要确定筒节、塔架法兰所使用的材质。
3.2 选取火焰矫正方法及焰心
加热方法可以根据缺陷的形式、大小,合理选择点状加热法、线状加热法、三角形加热法或组合进行。
加热火焰一般采用中性焰,特点需要充分燃烧,喷嘴呈一个很清晰的内焰心,效率高[5]。标准的火焰称为中性焰,当氧气和乙炔的体积混合比为1∶1时,产生中性焰。这种火焰有非常明亮透明的焰心,焰心被明亮的蓝色火焰包围。氧气与乙炔充分燃烧,没有氧气与乙炔过剩,内焰具有一定还原性,焰心呈尖锥形,色蓝白且亮,轮廓清楚,外焰呈淡桔红色。刚点燃的火焰通常为碳化焰,又称剩余焰或收缩焰。混合气中乙炔量略多于氧气量时,燃烧生成的火焰为碳化焰。碳化焰由于没有完全燃烧,火焰中有游离状态碳及过多的氢,易使钢材表面渗碳,应尽量避免采用[6]。混合气中氧气量略多于乙炔量时,燃烧生成的火焰为氧化焰。从外观上看,氧化焰与中性焰相似,但乙炔焰心较短,而且颜色相比中性焰较浅,边缘模糊。氧化焰对材料表面有氧化作用[7],加热时筒节易产生气孔和变脆,也应尽量避免采用。
中性焰如图3所示。采用中性焰加热时,喷嘴不能离钢板表面太近,应将内层蓝色火焰顶部靠近被加热的钢板表面,喷嘴距筒节表面大约15 mm。

▲图3 中性焰
3.3 确定加热位置及温度
加热位置选取是火焰矫正的关键[8],所选的加热位置必须使加热产生的变形方向与焊接残余变形或其它受力变形的方向相反,以起到抵消筒节原始变形的效果。塔架法兰内倾火焰矫正加热区域如图4所示,对于塔架法兰外翻的矫正,需要将加热区域由筒节外部改为筒节内部。

▲图4 塔架法兰内倾火焰矫正加热区域
加热范围应根据筒节需矫正部位的范围大小和变形程度,并结合加热方法而决定,具体包括加热线宽、加热点直径、加热三角形面积等。加热深度是火焰矫正效果的重要影响因素,不同的加热深度会获得不同的矫正效果。一般而言,加热深度大,压缩变形大,矫正效果好,否则相反。但根据实践经验,加热深度应小于筒节厚度的40%,如果再增大加热深度,反而会使压缩变形减小。如采用三角形加热法,则加热深度为构件宽度的40%左右。对于筒节壁厚较大或变形量大的部位,应选用较大的加热线宽,加热速度应缓慢均匀。对于筒节壁厚较小或变形量小的部位,应选用较小的加热线宽,加热速度应快速均匀。
由于塔架法兰、筒节的材质均为低合金高强度钢,因此加热温度不应超过600 ℃。加热温度过高,会导致筒节塑性变形,不仅达不到矫正效果,而且还会引起热脆,使表面产生过烧和脆化现象[9]。一般低碳钢加热到100 ℃以上即达到屈服点,低合金钢一般加热温度取450~600 ℃为宜。在加温过程中,应随时监控加热区域筒节表面的颜色变化,颜色与加热温度对照见表1。随时用测温仪对加热区域进行准确测量,从而控制加热温度。测温点应该在加热中心处,在测温时应移开热源。
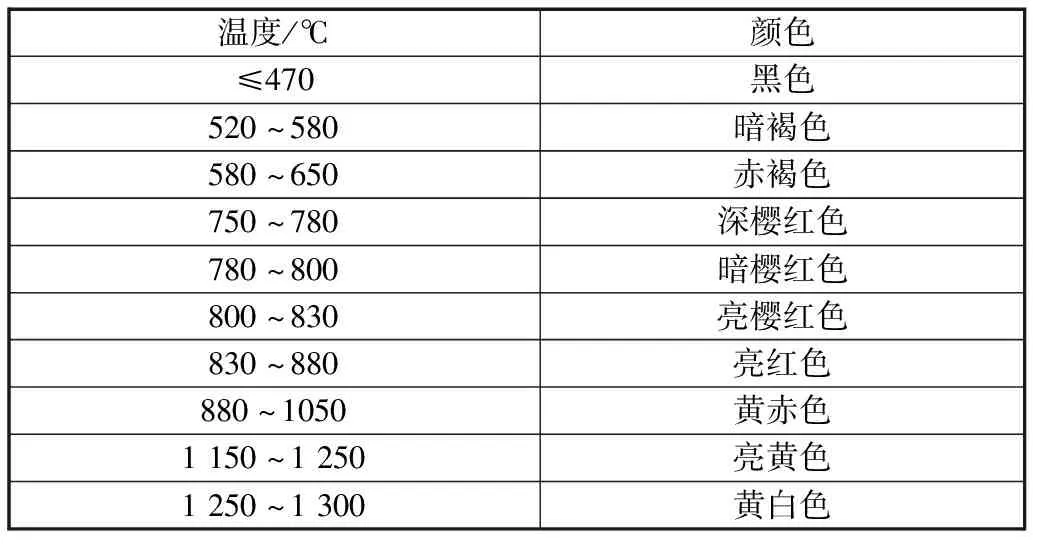
表1 钢材加热温度与颜色对照
表1所列颜色是在室内白天观察到的颜色,在日光下颜色相对较暗,在黑暗中颜色相对较亮。表1中加热温度与颜色仅用于在加热过程中的初步判断,最终结果以测温仪现场测温为准。火焰矫正现场如图5所示,温度检测如图6所示。

▲图5 火焰矫正现场

▲图6 温度检测
3.4 矫正效果检查
火焰矫正后,应在空气中自然冷却,人为的急冷有可能会引起材料淬硬而破坏金属内部组织。同一部位再次加热矫正,效果不如第一次。多次加热反而可能导致矫正效果变差[10],因此火焰矫正应一步到位,使残余变形量符合图纸要求。在加热部位冷却后,先采用钢平尺进行粗测,若达到设计要求的内倾度,则进行硬度测试。
硬度测试满足图纸要求后,对塔架法兰与筒节连接环缝进行100%无损探伤检测,合格后采用激光测量仪精确测量内倾度、平面度,并出具检测报告。矫正效果检查如图7所示。
4 结束语
针对塔架法兰焊接缺陷,不恰当的火焰矫正工艺会产生内应力,与焊接内应力和负载应力叠加,可能使主体结构、焊缝应力超过设计允许应力,从而导致承载安全因数降低。

▲图7 矫正效果检查
因此,火焰矫正一定要考虑全面,必须选择合适的加热方法、加热区域,确保火焰矫正一次性成功,杜绝对同一区域多次进行火焰矫正。火焰矫正时,要注意合理的加热顺序,严格控制热输入量,防止产生过度加热、过度变形等矫正缺陷,从而提高生产效率,确保火焰矫正达到预期效果。
猜你喜欢
建筑与预算(2022年10期)2022-11-08
机电信息(2022年19期)2022-10-15
特种结构(2021年5期)2021-11-15
石油化工建设(2021年4期)2021-09-15
分布式能源(2021年3期)2021-07-31
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
科技传播(2019年23期)2020-01-18
人民调解(2019年2期)2019-03-15
科技创新导报(2016年8期)2016-10-21
