热轧变厚度耐候钢板在钢桥制造上的应用
2022-06-21 02:58徐向军刘洪武于洋范军旗
金属加工(热加工) 2022年4期
徐向军,刘洪武,于洋,范军旗
中铁山桥集团有限公司 河北秦皇岛 066205
1 序言
热轧变厚钢板即沿轧制方向(纵向)厚度有规律性变化的钢板,简称LP钢板,如图1所示。

图1 热轧变厚度钢板
在桥梁钢结构中,根据杆件受力需要会采用不同厚度的钢板,因此同一杆件或梁段内盖板、腹板厚度变化处会采用不等厚对接焊缝连接。为了减小应力集中,厚板侧会加工1∶8或1∶10的斜坡,对接焊缝坡口如图2所示。制造过程中,钢板对接焊缝需要有厚板铣斜坡、加工对接坡口、组装、焊接、修整、焊缝磨平和焊缝无损检测等工序。
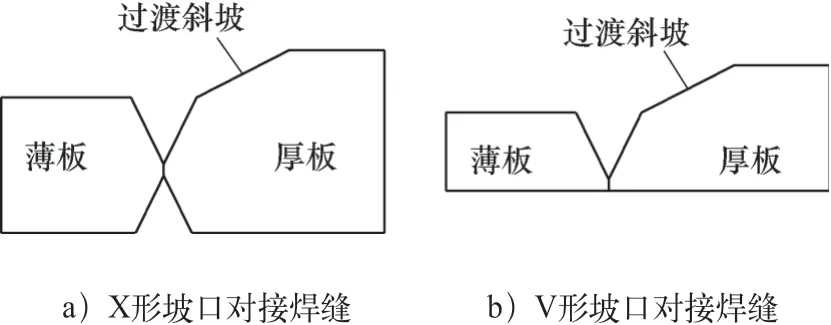
图2 对接焊缝坡口形式
如果采用热轧变厚度钢板,钢板本身薄厚匀顺过渡,就可以不用在钢板变厚处焊接对接焊缝,制造过程中省去了厚板铣斜坡、加工对接坡口、组装、焊接、修整、焊缝磨平和焊缝无损检测工序,节省了焊接材料和制造费用。
安徽省G5011芜合高速工程林头至陇西立交段改扩建工程(以下简称安徽林陇桥)结合梁跨径为2×35m和25m+2×35m+25m两种。主梁根据桥面宽度的不同,横向采用不同数量的纵梁。桥梁宽度为8.5m时,采用双主梁钢板结合梁;桥梁宽度为12m时,采用三主梁钢板结合梁;桥梁宽度为18.5m时,采用四主梁钢板组合梁桥。桥梁梁高1.61m,其中钢主梁高度为1.25m。三根主梁的结合梁横断面结构如图3所示,混凝土桥面板和钢主梁通过圆柱头焊钉连接。

图3 三根主梁的结合梁横断面结构
主梁为工形结构,上盖板板厚分别为22mm、60mm,下盖板板厚分别为26mm、35mm、38mm、60mm,腹板板厚分别为14mm、20mm。安徽林陇桥在国内率先在钢桥制造领域采用了热轧变厚度Q345qDNH耐候桥梁钢板,免涂装使用。最大板厚差为22mm变60mm,变厚度长度9.5m,斜率2mm/m。
2 钢板技术指标
根据设计需要,安徽林陇桥对热轧变厚度Q345qDNH钢板的性能指标要求见表1,钢板化学成分和力学性能符合GB/T 714—2015《桥梁用结构钢》的要求,-20℃低温冲击吸收能量≥120J,耐大气腐蚀指数I≥6.0。

表1 对热轧变厚度Q345qDNH钢板的性能指标要求
3 钢板母材复验结果
对鞍山钢铁集团有限公司生产的板厚为14mm、20mm、34mm、60mm的变厚度Q345qDNH钢板进行母材复验,试验内容包括母材的化学成分、冷裂纹敏感系数Pcm、耐大气腐蚀指数I和拉伸、弯曲、-40℃低温冲击性能、厚度方向性能等力学性能,试验结果见表2、表3。
由表2可看出,钢板的C、S、P含量与裂纹敏感系数较小,有益于提高钢板的焊接性。钢板的耐大气腐蚀指数I为6.6,耐候性满足设计要求。由表3可看出,试验结果均满足表1的规定,钢板的抗拉强度、塑性均满足技术要求,-20℃冲击吸收能量均>150J,低温冲击性能优良。厚度方向性能均满足GB/T 5313—2010《厚度方向性能钢板》中最高标准Z35级的要求,抗层状撕裂性能良好。

表2 Q345qDNH钢板化学成分及其他性能

表3 Q345qDNH钢板力学性能
4 钢板热加工工艺性能试验
(1)Q345qDNH钢板切割工艺性能试验 在钢桥制造过程中,对钢板需要进行切割下料和焊接变形火焰修整,为了检验Q345qDNH钢板切割面质量和火焰修整对钢板性能的影响,需要对钢板进行热加工工艺性能试验。
对板厚20mm、34mm和60mm的Q345qDNH钢板进行焰切面粗糙度检测,切割面光滑、齐整,切割面表面粗糙度值≤25μm。通过磁粉检测,切割面没有裂纹或其他危害性缺陷,钢板切割面硬度试验结果见表4。

表4 Q345qENH钢板切割面硬度
由表4可看出,Q345qDNH钢板火焰切割面最大硬度为311HV10,低于标准值350HV10,表明Q345qDNH钢板切割工艺性良好。
(2)Q345qDNH钢板热矫形工艺性能试验 针对板厚20mm、34mm、60mm的Q345qDNH钢板进行了热矫形工艺试验,加热方法为超能气+氧气火焰加热,加热区的最高温度分别按700℃、800℃和900℃控制,测试了加热区的拉伸、弯曲、低温冲击力学性能,试验结果见表5。
由表5可看出,热矫形加热700℃、800℃后,Q345qDNH钢板的力学性能全部合格;热矫形加热900℃后,板厚20mm、34mm、50mm的Q345qDNH钢板冲击吸收能量不合格。因此,热轧变厚度Q345qDNH钢板的热矫形加热温度应不超过800℃。

表5 Q345qDNH钢板热矫形后的力学性能试验结果
5 钢板焊接性试验
(1)Q345qDNH钢板焊接热影响区最高硬度试验 对板厚20mm、34mm、60mm的Q345qDNH钢板分别进行焊接热影响区最高硬度试验,按照《焊接热影响区最高硬度试验方法》的规定进行,采用φ4mm的CHE507NHQ焊条焊接。焊接热影响区最高硬度结果如图4所示。

图4 Q345qDNH钢板焊接热影响区最高硬度曲线
由图4 可知,板厚2 0 m m、3 4 m m 和6 0 m m的Q345q D N H钢板焊接热影响区最高硬度分别为285H V10、290H V10、266H V10,远低于350HV10,说明钢板无焊接淬硬倾向,焊接性良好。
(2)Q345qDNH钢板斜Y形坡口焊接裂纹试验 对板厚34mm、60mm的Q345qDNH钢板分别进行斜Y形坡口焊接裂纹试验。采用气体保护焊方法焊接,焊接材料为φ1.2mm的CHT71NHQ药芯焊丝。对板厚34mm的钢板不预热,对板厚60mm的钢板100℃预热后进行试验,均没有产生裂纹,Q345qDNH钢板斜Y形坡口焊接裂纹试件如图5所示,焊接裂纹试验情况与焊接参数见表6。

表6 Q345qDNH钢板斜Y形坡口焊接裂纹试验情况与焊接参数

图5 斜Y形坡口焊接裂纹试件
由斜Y形坡口焊接裂纹试验结果可以确定,Q345qDNH钢板防止产生冷裂纹的预热温度(当环境温度≥5℃,环境湿度≤80%时):板厚≤34mm时,不需要预热;板厚>34~60mm时,预热100℃。
6 焊接工艺评定试验
针对安徽林陇桥钢梁制造中Q345qDNH耐候钢焊接接头进行焊接工艺评定试验,典型接头(包括对接焊缝、全熔透角焊缝、坡口部分熔透角焊缝、T形接头角焊缝和圆柱头焊钉焊接)的焊接工艺评定试验项目见表7。

表7 典型接头焊接工艺评定试验项目
对焊缝进行外观检查,外观质量均符合Q/CR 9211—2015《铁路钢桥制造规范》的规定。焊缝焊接完成24h后,依据Q/CR 9211—2015进行无损检测,对接焊缝、全熔透角焊缝超声波检测I级合格,坡口部分熔透角焊缝、T形接头角焊缝超声波检测II级合格。

(续)
随后,针对Q345qDNH钢板焊接接头进行了力学性能试验,焊缝屈服强度、抗拉强度和焊缝金属伸长率不低于母材标准。对接接头弯曲180°,试样受拉面上的裂纹总长≤试样宽度的15%,且单个裂纹长度≤3mm。Q345qDNH钢对接焊缝和熔透角焊缝-20℃冲击吸收能量≥34J。接头硬度≤380HV10,均满足Q/CR 9211—2015的规定。经焊缝金属化学成分检测,得到耐大气腐蚀性指数I≥6.0,满足设计要求。典型接头宏观断面形貌如图6所示。针对Q345qDNH钢板焊接接头进行了锤击30°弯曲和接头拉伸试验,焊缝无裂纹,接头抗拉强度大于圆柱头焊钉母材,且在焊钉上断裂,满足Q/CR 9211—2015的规定。

图6 典型接头宏观断面形貌
7 钢结构焊接生产
根据焊接工艺评定试验结果,编制了安徽林陇桥钢梁Q345qDNH耐候钢焊接工艺,指导结合梁的焊接生产。根据安徽林陇桥的结构特点,将钢梁的焊接按工序分别在工厂和桥上进行,即:首先在工厂内进行主梁、横梁工字形杆件的焊接;然后在桥位吊装焊接主梁、横梁工字形杆件[1,2]。
(1)工厂焊接 在工厂车间内,将热轧变厚度Q345qDNH耐候钢板进行切割下料后,分别进行主梁、横梁杆件的组装和焊接。焊接方法主要采用埋弧焊和气体保护焊,主梁、横梁上盖板上的圆柱头焊钉采用螺柱焊。钢梁在工厂内的组装和焊接如图7所示。

图7 钢梁在工厂内的组装和焊接
(2)桥位拼装焊接 将工厂制作的主梁、横梁杆件运到桥位,进行杆件的吊装,然后进行主梁、横梁工字形杆件间的焊接,桥位节段间焊接方法全部采用气体保护焊。杆件吊装和桥上施工如图8所示。

图8 杆件吊装和桥上施工
8 钢结构锈层稳定化处理
安徽林陇桥采用耐候钢制造,钢梁免涂装使用,为了使钢梁表面快速形成均匀的锈层,需要对制造后的杆件进行锈层稳定化处理。该桥锈层稳定化处理采用了水处理法,即对杆件进行整体喷砂处理,要求清洁度达到Sa2级。对喷砂后的杆件进行洒水处理,每天在杆件上均匀洒水一次,架设前至少洒水30天,使杆件表面产生均匀的锈层。
9 制造费用
在安徽林陇桥钢结构中采用热轧变厚钢板,不用在钢板变厚处对接接料,省去了厚板铣斜坡、加工对接坡口、组装、焊接、修整、焊缝磨平和焊缝无损检测等工序。以一孔跨度35m的钢梁(两个工形)为例,因采用热轧变厚钢板减少工时和费用统计见表8。从表8可看出,节约工时费用1312.5元,节约焊接材料费用457.2元,节约无损检测费用322.5元,合计节约2092.2元。一孔钢梁盖板和腹板的钢板重量约42t,每吨杆件节约制造费约49.8元。

表8 接料工时和费用统计
10 结束语
1)热轧变厚度Q345qDNH耐候钢板化学成分和力学性能符合GB/T 714—2015的规定。C、S、P含量低,裂纹敏感系数较小,有益于提高钢板的焊接性,耐大气腐蚀指数I≥6.0;钢板的抗拉强度、塑性均满足技术要求,-20℃冲击吸收能量均>150J,低温冲击性能优良。厚度方向性能均满足GB/T 5313—2010《厚度方向性能钢板》中最高标准Z35级的要求,抗层状撕裂性能良好
2)Q 3 4 5 q D N H 钢板的热矫形温度不超过800℃的力学性能合格,焊接热影响区最高硬度<350HV10,Q345qDNH钢板的热加工性能和焊接性能优良。
3)选取安徽林陇桥典型焊缝进行了Q345qDNH钢板焊接工艺评定试验,结果满足设计要求。根据该桥结构特点,钢梁先后在工厂和桥上进行焊接。免涂装耐候钢梁表面采用了洒水的锈层稳定处理方法,既保证了较短时期内锈层的均匀稳定,又实现了绿色、节能、环保的目的。
4)采用热轧变厚度Q345qDNH耐候钢板,免除了钢板变厚处对接接料,每吨杆件节约制造费约49.8元。
猜你喜欢
上海建材(2022年3期)2022-11-04
热处理技术与装备(2022年5期)2022-10-26
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
探索科学(学术版)(2020年4期)2021-01-18
上海金属(2020年6期)2021-01-04
中国新技术新产品(2020年6期)2020-06-19
建材发展导向(2020年4期)2020-03-25
煤(2019年12期)2019-12-12
科技创新与品牌(2016年8期)2016-09-29