
冷却速度对支承辊用Cr5钢显微组织与力学性能的影响
2022-06-29 07:19白兴红赵席春赵德利王大鹏南玉静
金属热处理 2022年6期
白兴红,赵席春,赵德利,王大鹏,南玉静
(天津重型装备工程研究有限公司,天津 300457)
大型支承辊是现代轧机上的关键部件,主要用来支承中间辊或工作辊工作,防止工作辊在轧制过程中由于刚度不足而出现废品。轧制过程中,由于支承辊受到较大的弯曲应力,故而要求支承辊辊颈具有一定的强度和刚度,此外,辊颈还需要具有一定的韧性以保证支承辊在受到较大径向交变应力时不发生塑性变形或折断[1-3]。目前,国内外制造带钢冷热连轧机支承辊的材料多采用Cr5锻钢[4-6],Cr5钢是在Cr2/Cr3钢的基础上增加Cr、减少C所开发的钢种,具有更高的刚度。钢中的Cr、Mo、V等合金元素都是碳化物形成元素,组织中的碳化物类型为多为M7C3,该碳化物硬度高达1800 HV[7],均匀弥散分布在基体中时,可有效改善钢的组织,提高钢的综合力学性能。
预备热处理是支承辊制造的关键步骤,其主要目的是保证支承辊辊颈处的硬度和综合力学性能,调整支承辊组织为最终热处理做组织准备。Cr5钢支承辊预备热处理工艺为调质处理,其中冷却速度直接影响着钢的组织形态和硬度、强度、塑韧性等力学性能,目前调质工艺多采用油冷,污染大。本文主要研究了冷却速度对Cr5锻钢显微组织和力学性能的影响,探索满足支承辊辊颈使用性能的热处理冷却方式,为该钢种的热处理工艺优化提供参考,推进大型锻件绿色制造进程。
1 试验材料及方法
试验材料为球化退火后的Cr5锻钢,化学成分见表1。用线切割切取块状试样,在带风冷的高温井式电阻炉中进行热处理,以生产现场锻件实际调质工艺参数、冷却速度作为试验数据基础。具体热处理工艺方案:900~950℃奥氏体化(Ac3=860℃),以Cr5钢珠光体转变温度590℃为界限,590℃以上的冷却速度分别为5、4、3、2.5、2℃/min,590℃以下缓慢冷却至280℃;然后在570℃回火25 h,炉冷至300℃,出炉空冷。

表1 Cr5钢的化学成分(质量分数,%)Table 1 Chemical composition of the Cr5 steel(mass fraction,%)
采用Axio observer5m型OM观察试样的显微组织;采用维氏硬度计测定试样的硬度,载荷砝码10 kg,按照硬度转化表再转化为工程常用硬度计量单位(HS);采用300 kN拉伸试验机进行拉伸试验;采用夏比摆锤试验机进行冲击(U型)试验。
2 试验结果与讨论
2.1 油冷模拟试验
实验室模拟生产现场油冷热处理,900~950℃奥氏体化,油冷,然后进行570℃的回火。检测试样显微组织与力学性能,与现场生产锻件取样进行对比,以考察实验室模拟生产现场条件的可靠性。检测结果显示,实验室模拟油冷条件下调质后的显微组织为“回火索氏体+碳化物”,与实际生产取样检测结果相同,如图1所示。试样力学性能与生产件检测结果非常接近,如表2所示。可见,实验室模拟生产现场条件的调质热处理,具有很高的可靠性。轧制过程中,由于支承辊受到较大的弯曲应力,因此支承辊辊颈需要一定的强度和刚度,此外辊颈还需要具有一定的韧性以保证支承辊在工作时不发生塑性变形或折断。支承辊辊颈技术要求见表2。
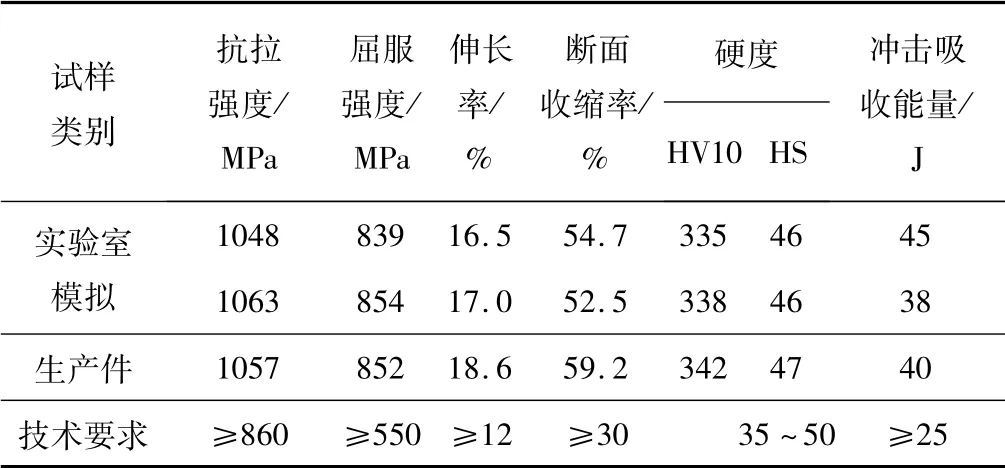
表2 经调质(油冷)后Cr5支承辊辊颈的力学性能Table 2 Mechanical properties of the Cr5backup roll neck after quenching and tempering(oil cooling)
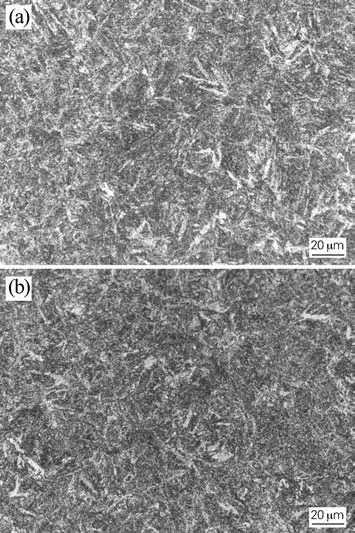
图1 Cr5钢经调质(油冷)后的显微组织Fig.1 Microstructure of the Cr5 steel after quenching and tempering(oil cooling)
2.2 不同冷速下的显微组织
试验钢经不同冷却速度淬火、回火后的显微组织见图2。可以看出,随着冷却速度的减小,组织中珠光体量不断增加,冷速4、5℃/min时,组织中含有极少量珠光体(屈氏体);冷速3℃/min时,组织中珠光体体积分数接近30%;冷速降至2.5℃/min后,组织中珠光体明显增加,冷速2℃/min时均为“珠光体”组织。
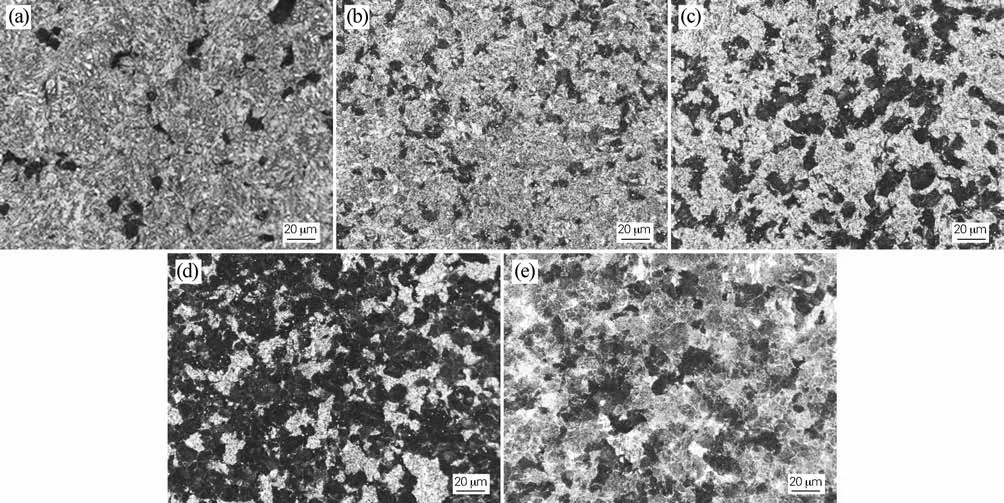
图2 Cr5钢经不同冷速淬、回火后的显微组织Fig.2 Microstructure of the Cr5 steel after quenching at different cooling rates and tempering
2.3 不同冷速下的力学性能
试验钢显微组织决定了其力学性能,为考察不同冷速条件下的性能指标是否满足支承辊辊颈使用要求,对力学性能进行检测,结果见表3。检测结果显示,随着冷却速度的升高,试样强度逐渐上升,塑韧性相近。冷却速度≥3℃/min时,抗拉强度≥1025 MPa、屈服强度≥750 MPa、硬度45~48 HS、冲击吸收能量≥40 J,与油冷相比,各项力学性能指标相差不大,且完全满足支承辊辊颈的力学性能要求。冷却速度≤2.5℃/min时,强度明显下降。该力学性能值与上述显微组织是对应的。
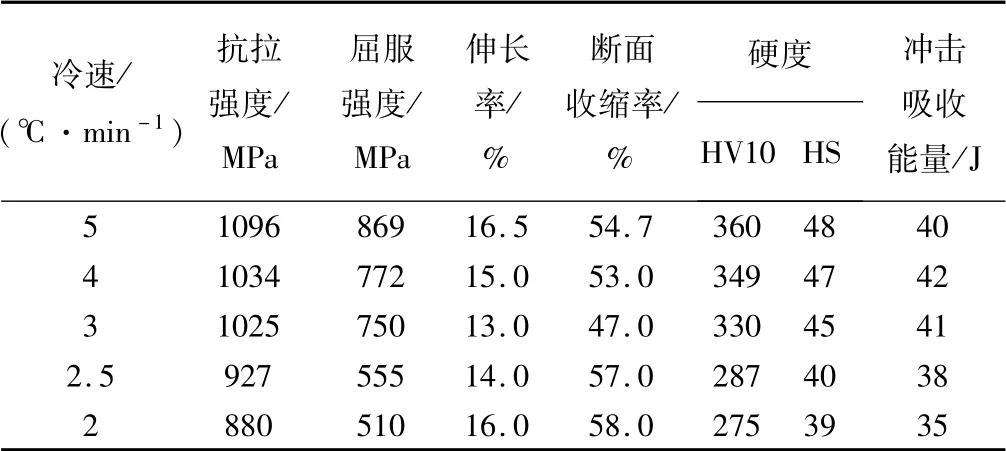
表3 Cr5钢经不同冷速淬火和回火后的力学性能Table 3 Mechanical properties of the Cr5 steel after quenching at different cooling rates and tempering
2.4 生产试验
通过对不同冷速下试验钢的显微组织的观察与力学性能的检测,结合辊颈实际使用性能要求,选择满足辊颈力学性能指标的冷却方式,达到与油冷相近的力学性能。Cr5钢支承辊合金含量高,淬硬性、淬透性较好,距辊颈表面一定深度奥氏体化后的冷却速度≥3℃/min,即可达到与油冷相近的力学性能。以Cr5支承辊调质冷却方式采用强风冷(或喷雾冷)形式为例,验证上述研究结果的实用性。
针对一支辊身直径为φ1350 mm、辊颈根部直径为φ820 mm的支承辊,调质冷却方式采用旋转式强风冷。解剖检测结果显示,直径φ820 mm辊颈表面至150 mm深处硬度为45 HS、抗拉强度为1029 MPa、屈服强度为787 MPa、冲击吸收能量为48 J,完全满足支承辊辊颈技术要求。说明采用强风冷条件下,距表面150 mm深处的冷速≥3℃/min。
3 结论
1)实验室模拟生产现场的油冷热处理,各项性能检测结果相当,显微组织相同,说明实验室热处理模拟具有可靠性。
2)随着冷却速度的降低,Cr5钢组织中珠光体不断增加,冷速降低至3℃/min时,组织中的珠光体体积分数接近30%。
3)随着冷却速度的降低,试样强度和硬度逐渐下降,而塑韧性相近;冷却速度≥3℃/min时,其抗拉强度≥1025 MPa、屈服强度≥750 MPa、硬度45~48 HS、冲击吸收能量≥40 J。
4)生产试验表明,采用强风冷形式可使辊颈表面至一定深度处的力学性能达到油冷的效果,完全满足支承辊辊颈力学性能。说明在强风冷条件下,距表面150 mm深处的冷速≥3℃/min。
猜你喜欢
金属热处理(2022年2期)2022-11-16
金属热处理(2022年7期)2022-11-16
辽河(2022年3期)2022-06-09
交通科技与管理(2022年8期)2022-05-07
建材发展导向(2022年6期)2022-04-18
建材发展导向(2022年6期)2022-04-18
金属热处理(2022年1期)2022-03-15
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
装饰装修天地(2018年12期)2018-07-09
