
蓝宝石飞秒激光直冲孔加工研究
2022-07-10 08:06沈小伟赵万芹刘昊栋
轻工机械 2022年3期
沈小伟, 赵万芹,2*, 刘昊栋
(1.上海工程技术大学 材料工程学院, 上海 201620;2.西安交通大学 机械制造系统工程国家重点实验室, 陕西 西安 710049)
蓝宝石晶体硬度高、透光性强,有化学惰性,对普通酸和碱具有很强的抗蚀能力,且有高温稳定性和高而稳定的介电常数,因其特有的化学、物理、光学和电学特性,被广泛应用于机械、光学、电子和国防等领域[1-4]。但由于其高硬度和化学稳定性,采用机械和化学方式往往难以加工或加工精度等受限,传统的机械加工易产生崩边、裂纹及刀具磨损等问题,而传统的化学刻蚀也很难满足加工要求[5-6]。由于激光加工技术具有非接触、应用范围广、灵活度高等特点,非常适合于蓝宝石类硬脆性材料的微加工,被认为是一种高效快捷的加工方式[7-8]。
近年来,超短脉冲激光烧蚀被用于加工精确的微米级材料,蓝宝石的超短脉冲激光烧蚀技术得到了广泛应用[9-11]。与长脉冲激光烧蚀相比,超短激光烧蚀的优点在于能够在热扩散发生之前产生非常高的峰值功率,并将能量传递到材料中[12]。热量的及时传递降低了热应力出现的可能性,可以最小化热影响区。因此,探索蓝宝石的飞秒激光孔加工是非常有意义的。
课题组利用1 030 nm的飞秒激光器,在0.4 mm厚的蓝宝石上进行直冲式孔加工,系统地研究了脉冲数N、单脉冲能量Ep及重复频率f对直冲孔加工尺寸和形貌的影响,为蓝宝石的飞秒激光加工工程应用提供参考。
1 实验
1.1 实验材料
实验所采用的光学级c-面(0001)蓝宝石基片的蓝宝石晶体由谱兴光电科技有限公司提供,样片尺寸为0.4 mm×15.0 mm×20.0 mm,其主要的物理参数如表1所示[13]。
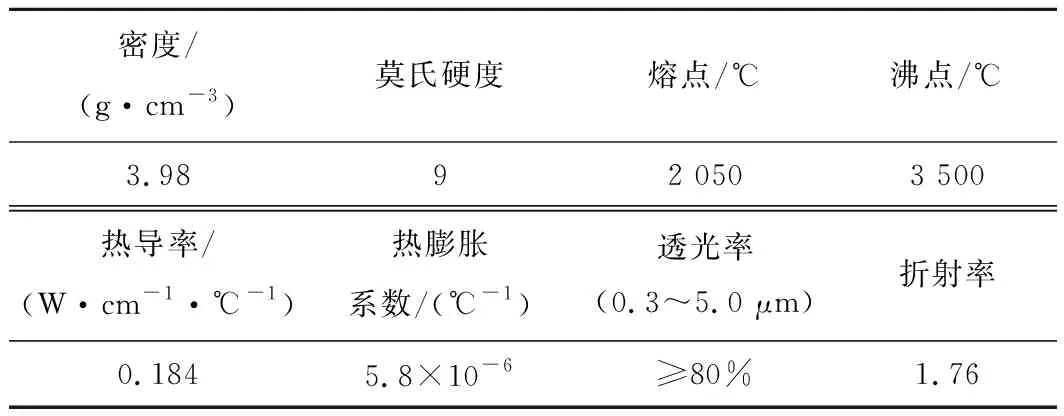
表1 蓝宝石晶体物理参数
1.2 实验设备
飞秒微纳加工平台示意图如图1所示,首先红外飞秒激光器输出激光束,激光束通过2次45°调节全反射镜对激光光束进行传导,经扩束镜扩大输出光斑直径,再经过反射镜传导至小孔光阑,由小孔光阑去除杂光,再由2次反射镜传导后,通过振镜和场镜的传导和聚焦,最终光束沿着竖直方向进行传播,将光束聚焦在材料的上表面,获得束腰半径约为11 μm的聚焦光斑。该微纳加工平台配置的激光器为安扬公司的红外飞秒FemtoYL-50激光器。该激光器的主要参数为:波长1 035 nm;重复频率25~5 000 kHz可调;脉冲宽度0.4~6.0 ps可调。其机械运动系统来源于AEROTECH公司,该设备的定位精度为5 μm,最大行程为200 mm。此外,该加工平台配有专门的编程系统A3200 Motion Composer,可以通过编程方便地调节激光器的参数输出,实现对机械运动平台X,Y,Z向的控制及加工图案的绘制等。

图1 飞秒微纳加工平台Figure 1 Processing platform of femtosecond micro-nano
由于蓝宝石样品表面的污渍会影响其对激光的吸收,加工后的碎屑等又会影响实验后的观察和测量。因此实验前后都要使用无水乙醇和去离子水依次各清洗5 min,进行超声清洁后烘干。采用扫描电子显微镜HITACHI S-3000H来观测蓝宝石孔的形貌及尺寸。在扫描电子显微镜观测之前,在实验样品表面喷涂厚度约为20 nm的金属合金层用于导电。
2 脉冲数对孔直径和表面形貌的影响
图2所示为飞秒激光加工蓝宝石表面微孔脉冲数对孔直径和表面形貌的影响。

图2 直冲孔加工时脉冲数对孔的影响Figure 2 Effect of pulse number on hole in straight punching
脉冲数对孔入口直径的影响规律如图2(a)所示,从图中可以看出,随着脉冲数的增加,单脉冲能量40和50 μJ加工孔直径均呈现先增加后饱和的趋势。该现象在多种材料表面激光孔加工过程均出现,如金属[14-15]、硅[16]等,主要原因是随着脉冲数的增加,在激光照射区域逐渐达到材料的烧蚀阈值,孔入口直径逐渐增大,当所有激光照射区域均达到材料烧蚀阈值时,孔入口达到最大,后脉冲数进一步增加不会导致孔入孔直径变大,因此孔入口直径达到饱和。还需要说明的是,不同单脉冲能量Ep时均在脉冲数为50 000左右时孔径达到饱和。图2(b)所示为Ep=60 μJ时脉冲数对孔口形貌的影响:当脉冲数为3 000时,孔口周围无任何喷溅物、微裂纹;随着脉冲数增加到5 000时,孔口周围虽然仍无喷溅物,但孔口出现径向裂纹;增加脉冲数到100 000时,孔口周围出现较明显的切向裂纹;进一步增加脉冲数至200 000时,孔口周围径向和切向2种裂纹都出现。
飞秒激光被称为“冷”加工,主要是由于其具有较短的脉冲宽度,可以最大限度的抑制加工中的热效应。然而在实际加工中,仍不可避免的会出现热效应,尤其对于硬脆材料的加工,即使采用脉冲宽度较小的飞秒激光在不合适的工艺参数下也可能会诱导出现孔口裂纹。研究表明,飞秒激光加工诱发产生孔口裂纹的主要因素是激光诱导的热应力超过材料的断裂阈值,径向应力将诱导切向裂纹,切向应力将诱导径向裂纹[17-19]。随着裂纹的扩展,径向和切向裂纹可能在某处结合并持续延伸,最终使得样片断裂。
3 单脉冲能量对孔直径和表面形貌的影响
图3所示为飞秒激光加工蓝宝石表面孔单脉冲能量对孔直径和表面形貌的影响。从图3(a)可以看出,当脉冲数为1 000或者10 000时,随着单脉冲能量的增加,孔口直径均呈增加趋势。这是由于单脉冲能量的增加,烧蚀区域所吸收的能量增加,材料去除量增多,导致孔口变大。当Ep=50 μJ时,孔口表面无喷溅物但存在径向裂纹,如图3(b)所示;当Ep=70 μJ时,孔口表面既存在径向裂纹也存在切向裂纹,如图3(c)所示。也就是说,径向裂纹在较低的单脉冲能量下即被诱导,切向裂纹则需要更高的单脉冲能量。换句话说,蓝宝石材料的切向应力断裂阈值低于其径向应力断裂阈值,该特性主要由实验采用蓝宝石材料晶格特性决定。

图3 直冲孔加工时单脉冲能量对孔的影响Figure 3 Effect of pulse energy on hole in straight punching
4 重复频率对孔直径和表面形貌的影响
图4所示为飞秒激光蓝宝石直冲孔加工时重复频率对孔的影响。随着激光重复频率的上升,脉冲数为10 000和20 000时孔入口直径均保持着上升的趋势,如图 4(a)所示。这是由于随激光重复频率的增加,相邻脉冲之间的间隔变短,热量散失的时间也变短,进而导致热量的累积,烧蚀孔径会逐渐变大。图 4(b)所示为重复频率对孔形貌的影响。在重复频率f=25 kHz时,孔口无裂纹存在;当重复频率增加到f=50 kHz时,孔直径变大,仍未出现孔口裂纹;当重复频率提高到100 kHz时,孔口开始出现径向裂纹;重复频率增加到500 kHz时,切向裂纹和径向裂纹均出现。这主要是由于加工时所用的脉冲数为10 000,对于重复频率为25 kHz,加工时长是0.40 s,而对于重复频率为500 kHz,加工时长降低到0.02 s,即随着重复频率呈倍数的增加,加工时长成倍数的减小,使得激光能量作用在材料表面的时长减小。
5 结语
课题组主要研究了飞秒激光蓝宝石表面直冲式微孔加工中激光脉冲数、单脉冲能量和重复频率对孔入口直径和孔表面形貌的影响。研究结果表明,随着脉冲数、单脉冲能量和重复频率的增加,孔入口直径均表现为增大的趋势,当脉冲数为50 000左右时,孔入口直径呈饱和态。对于孔的入口形貌,飞秒激光加工蓝宝石孔口周围均无喷溅物,主要的缺陷为孔口裂纹,包括径向裂纹和切向裂纹,且裂纹数量和尺寸普遍表现为随激光加工参数的增大而增大。同时,由于蓝宝石本身的晶格特性等使得其径向断裂阈值和切向断裂阈值差异较大,使得径向和切向裂纹被诱导的激光参数不同。
猜你喜欢
人人健康(2021年16期)2021-12-01
粉末冶金技术(2021年3期)2021-07-28
四川建筑(2021年6期)2021-03-19
ELLE世界时装之苑(2019年3期)2019-09-10
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
科学之谜(2018年10期)2018-01-02
大众健康(2017年8期)2017-08-23
红领巾·成长(2016年6期)2016-05-14
文物鉴定与鉴赏(2015年6期)2015-07-06
中学科技(2015年7期)2015-07-03
