
边板柔性焊装夹具系统电气控制设计
2022-07-13 21:45文元雄崔乐徐龙艳
装备维修技术 2022年26期
文元雄 崔乐 徐龙艳

摘 要:本课题来源于东风汽车股份有限公司某车厢分公司两个车型共计44个品种的边板焊接的柔性化生产。本论文阐述了柔性具控制系统,该系统是利用S7-200PLC 作为主站,用TP178触摸屏监控,EM253定位模塊发出脉冲信号控制V80伺服驱动系统,实现对金霸、小霸王两个车型不同品种、伺服轴位置、数量的设定。经过现场测试表明,该系统运行稳定、可靠,满足了设计要求,提高了车间生产效率。
关键词:伺服驱动器、触摸屏、焊装夹具、S7-200PLC
1引言
在东风汽车股份有限公司某车厢分公司的焊装夹具项目中,因焊接品种多达近五十种,车厢边板的长度、宽度各不相同,为了达到客户的生产要求,适应汽车结构焊接的柔性化生产,使用PLC控制可以所有品种均能在同一台夹具上完成焊接,设计了本文的方案。PLC使用S7-200PLC。
2硬件设计
2.1系统硬件结构
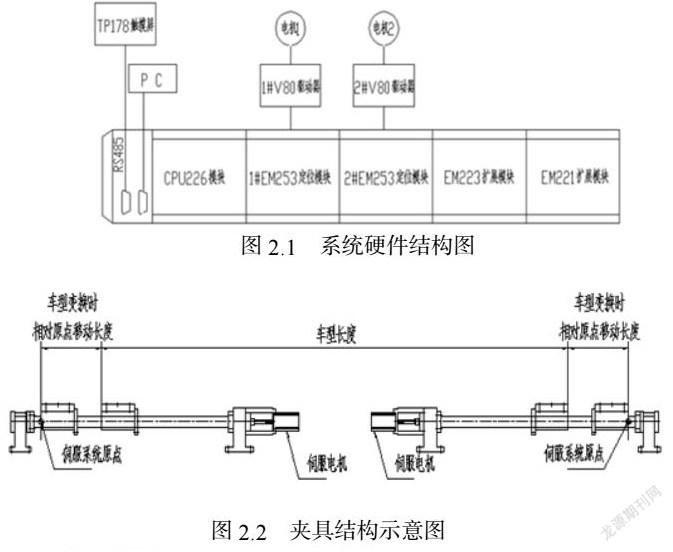
本文中主控单元是有24/16点I/O的S7-200 CPU 226控制,但设计需要48/32点I/O 于是通过EM221和EM223扩展后增加到对应点数,两个RS485接口,一个用于和电脑连在一起,另一个和TP178触摸屏进行数据交换,触摸屏可以对现场监控及调试起很大作用。设计方案定位模块在定位控制中,V80伺服电机通过接受EM253产生的高频脉冲波动来对电机的位置及速度进行调节。因为左右各有一个定位模块EM253,所以对应的伺服驱动和托盘也有两个。系统的硬件结构如图2.1所示:
2.2焊装夹具结构
设计了如图2.2所示的焊装夹具,这样就可以只用1套焊接夹具系统完成全部的车型品种的焊装。每进行一次循环,焊装的品种的个数就-1,一直减到0时,本品种完成焊装,开始下一个品种。由使用者在触摸屏中选取需焊装的边板品种编号和个数以及焊装的次序,再在操作盒完成伺服驱动器所带动托盘的调节和气缸的松开和关闭。本结构有对称的结构,两边都一个托盘,托盘的移动是V80电机经过滚珠丝杠和减速箱控制的,固定边板用的气动部分固定在托盘上,当托盘位移量不一样时,焊接的品种也不一样。
2.3电气控制
电气原理图是电气设计中必不可少的一部分,涉及输入输出及执行等多方面。本课题中设计的电气原理图有电源、上电检查电路、运行继电器控制回路、气阀负载安全供电回路、1#EM253定位模块及驱动器回路、2#EM253定位模块及驱动器回路、PLC系统配置、CPU EM221扩展模块(16DI)输入I0.0-I2.7、EM223输入I3.0-I6.7、EM221输入I7.0-I8.7、EM223输出Q0.0-Q1.7、EM223输出Q4.0-Q7.7、双通道端子转换模块、完成循环动作逻辑。
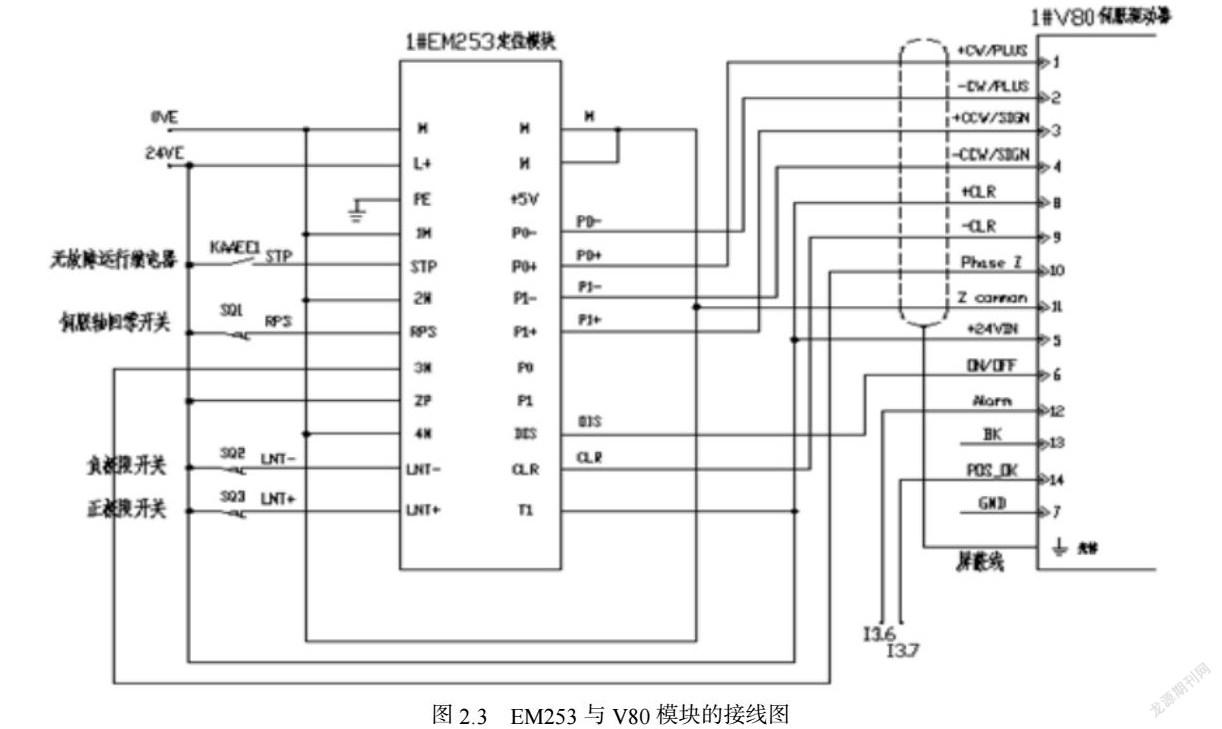
定位模块EM253,用于S7-200 PLC定位控制系统中。通过产生高速脉冲来实现对单轴步进电机的开环速度、位置控制。通过S7-200 PLC的扩展接口,实现与CPU间的通讯控制。
S7-200 CPU附加定位模块EM253个数,取决于CPU的电源带载能力。CPU221不能附加;CPU222可以附加1个;CPU224/224XP可以附加3个,CPU226可以附加5个,EM253与V80模块的接线如图2.3所示。
电气设备所控制结合车间环境情况及加工元件的形状大小及夹具的布置,我们把夹具系统元件分布如图2.4,一共有5组气缸:VA、VB、VC、VD和VE共计五组。
3 软件设计及调试
生产线完成设计以后,就是设备部件进行加工制造,和设备安装调试的工作。
1,气控制柜完成接线任务后,进行检查。包括:①元件安装是否正确;②线路的连接是否正确;③导线的使用是否正确;④元件及线路布置是否合理;⑤线路连接是否可靠等。
2,控制系统现场调试线路检查无误后,通电进行现场调试工作,对全部运动部分进行手动单步操作,找出错误并处理错误。
3,单步操作无错误时,对全部执行运动夹具执行自动操作,这个时候夹具生产线的整体运动。找出错误并处理错误。
4,调试的过程中会发现很多问题,如工艺流程的错误、程序代码的不当、生产规范不合标准等,应快速改正。
5,调试最后进行试生产运行,注意安全。
4总结
在整个系统现场调试后,总体的运行情况良好,故障报警清晰。系统硬件是以西门子S7-200可编程控制器作为主站,利用RS485总线协议,通过PLC与TP178之间的双向数据通讯,实现了工件品种、数量、位置的设定及设备状态的实时监控。这个方案降低了设备的成本,操作也非常简单,操作者能很快掌握,实现了柔性化生产,并且显著得提高了生产效率。同时,利用V80伺服系统解决了夹具定位的位置不同这个困阻实现焊接品种的多样性。
参考文献
[1]彭振国.在汽车制造中的焊接技术现状及发展趋势[J].现代焊接,2006,8:5-9.
[2]曹彪,王元勋,昊翔宇,扬建国.汽车焊装线气动系统的设计探讨[J].汽车工艺与材料,1999。11:38—41.
[3]于澄,孙艺.PLC在自动点焊机中的应用[J].机电工程,1997,2:33-37.
[4]邓少屏. 西门子V80伺服系统在焊装夹具上的应用[J]. 组合机床与自动化加工技术, 2010, 4: 72-74.
作者简介:
文元雄,1963年,男,汉,籍贯:湖北省荆州松滋市,研究生,职称:高级工程师,研究方向:工业电气控制。
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
河南科技(2020年36期)2020-06-10
电脑爱好者(2020年6期)2020-05-26
电脑爱好者(2019年15期)2019-10-30
知识就是力量(2018年7期)2018-07-11
卷宗(2016年11期)2017-03-24
中国信息化周报(2017年4期)2017-03-23
卷宗(2016年1期)2016-03-21
科技创新与品牌(2015年10期)2015-10-27
电子设计应用(2004年6期)2004-07-27
