
膜片送料机构的设计
2022-07-15 01:43陈国澍赵晓巍
电子工业专用设备 2022年2期
陈国澍,赵晓巍
(中电科风华信息装备股份有限公司,山西 太原030024)
随着电子产品的多样化发展,尤其是现状,远程办公和在线教育的普及,人们对于将笔记本电脑、平板作为工作教育工具的接受度逐渐提高,平板更是进入千家万户。背光显示屏应用越来越广泛,市场需求旺盛,同时对背光显示屏的品质要求越来越高,在现代生产中,许多劳动密集型的工序,生产出来的产品品质不稳定,而且效率低,无法满足市场的需求,因此需要机械自动化来替代。
本文所论述的膜片送料机构,通过交流电机、模组(含伺服电机)、气缸、气胀轴、导轨、直线轴承、带轮、同步带、轴承和相关机械结构,能够实现膜片无论是卷料还是片料,都能保证在送料机构上顺利地剥离。
1 膜片送料机构的设计要求
膜片送料机构要求实现来料无论是卷料还是片料,均须在膜片送料机构上匀速地剥离,并且速度可控,出料位置精度高,机构简单,方便调试。
2 确定总体机构
卷料的上下层保护膜均为卷材,利用卷材的特点,通过剥离刀口将上下保护膜分开,即可剥离出膜片。卷料的上料固定方式最好的结构是卷筒部件(有胀套),上下保护膜剥离后的废膜收料固定方式最好的结构即为卷筒式。
此机构既要能剥离出卷料,又要能剥离出片料。由于卷料和片料截然不同,所以两者的上料固定结构无法兼容。针对片料,上料固定方式采用四边定位的料盒,片料通过窄胶带来传输和撕开片料的上下保护膜,窄胶带通过胶带固定盘固定在卷筒上(即片卷共用卷筒),撕开后的废胶带粘带上下废保护膜分别卷绕到上下收料卷筒上。为了确保上下窄胶带从剥离刀口撕掉上下保护膜效果好,必须增加上下压带部件,保证上下窄胶带与片料的上下保护膜粘接好,为了把片料从料盒放到上下压带部件上,增加片式取料部件。
膜片送料机构由送料机架、料盒部件、片式取料部件、片卷共用卷筒、下压带部件、上压带部件、剥膜部件、主动辊部件、改向辊、交流电机、收料卷筒、吐料平台及相关机构零件组成,如图1所示。
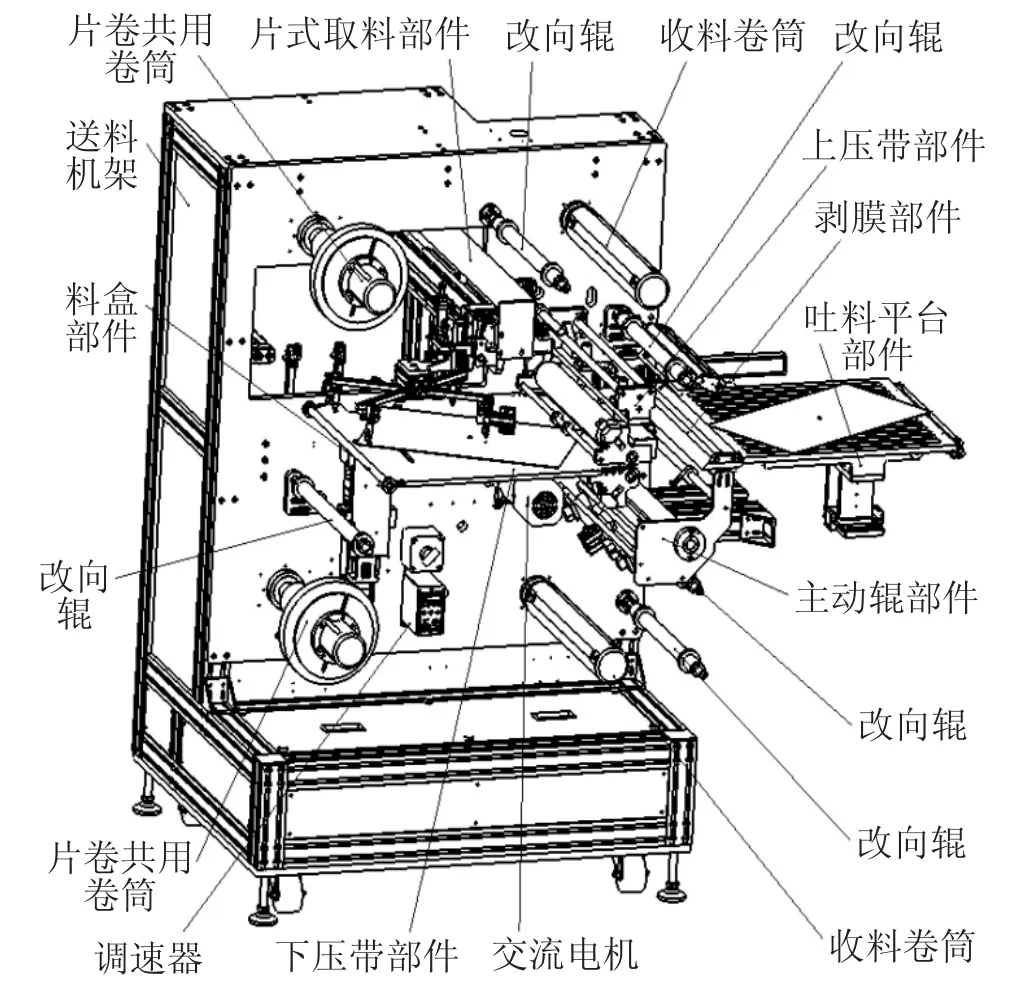
图1 膜片送料机构示意图
其工作原理:当膜片来料是卷料时,片卷共用卷筒装上胀套,把卷料置于胀套上,打开气胀轴上,将卷料固定;卷料绕过改向辊和经过上下压带部件(非工作状态),通过剥膜部件后,将卷料的上下保护膜分离,下废保护膜经过主动辊部件后,再分别绕过改向辊;最后卷到下收料卷筒上,上废保护膜绕过改向辊,卷到上收料卷筒上;如图2所示。

图2 卷料出料示意图
当膜片来料是片料时,将片料置于料盒中,上下片卷共用卷筒分别装上胶带固定盘,将窄胶带装入上下片卷共用卷筒上,下窄胶带绕过改向辊,胶带贴在压带基板上(胶面向上),同时上窄胶带绕过改向辊,再绕过上压带部件上的改向辊,通过上下压带部件(非工作状态),上下窄胶带经过剥膜部件后,上窄胶带绕过改向辊,卷绕到收料气胀轴;下窄胶带绕过主动辊部件,再分别绕过改向辊,卷绕到收料气胀轴上;片式取料部件的吸笔从料盒吸取片料,搬运到下压带基板正上方,并下降将片料吹放至压带基板的下窄胶带上,下窄胶带胶面粘在片料下保护膜上;此时上下压带部件处于工作状态,下窄胶带拖着片料,经过上下压带部件时,上下窄胶带胶面紧贴片料的上下保护膜,再经过剥膜部件的剥膜刀口,使上下窄胶带撕开片料的上下保护膜,剥离出膜片,上下窄胶带粘着上下废保护膜卷绕到上下收料卷筒上;如图3所示。
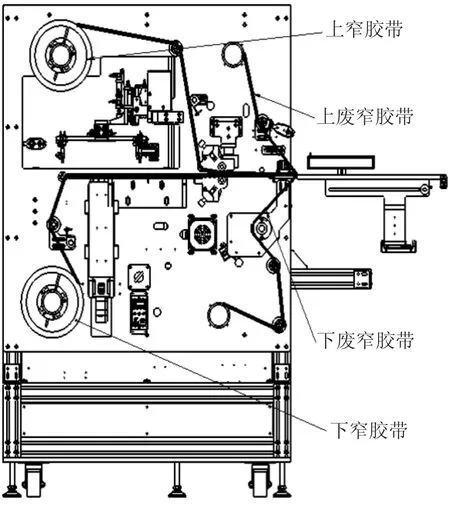
图3 片料出料示意图
2.1 片卷共用卷筒设计
片卷共用卷筒主要由气胀轴、胀套、胶带固定盘、卷筒扭力座、卷筒扭力套、制动器座、轴承和相关结构零件组成,如图4所示。
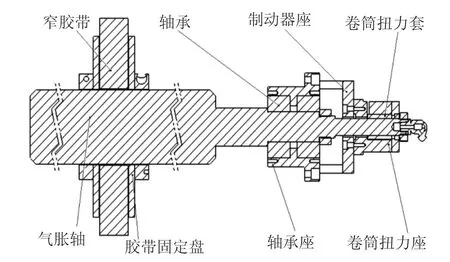
图4 片卷共用卷筒部件示意图
工作原理:(1)膜材来料为卷料时,安装胀套来固定卷材;膜材来料为片料时,无需胀套,安装胶带固定盘固定窄胶带;(2)膜片送料机构在送料过程中,卷料或者胶带在转动过程中,由于惯性原因,会造成卷料或者胶带多送一部分,这样造成卷料或者窄胶带拉不紧,进而送料机构出料不稳定。通过调节卷筒扭力座的松紧挤压卷筒扭力套,增大或减小卷筒扭力套与气胀轴头部轴的摩擦力,使气胀轴的惯性减小到不影响送料机构稳定出料。
2.2 料盒部件设计
料盒部件主要由模组(含伺服电机)、导轨、气缸、带轮、同步带、料盒挡板、料盒托盘等相关机构零件组成。由于片料的形状是长方形,所以料盒采用四边定位机构。要保证不同尺寸片料的中心均在料盒的中心,采用同步带相连结构,气缸和其中一个料盒挡板间接固定连接,同时气缸固定在同步带上,对应的料盒挡板也固定在皮带上,气缸通过带轮和同步带相连结构,带动着对应的料盒挡板在导轨上同步调整位置,如图5、图6所示。
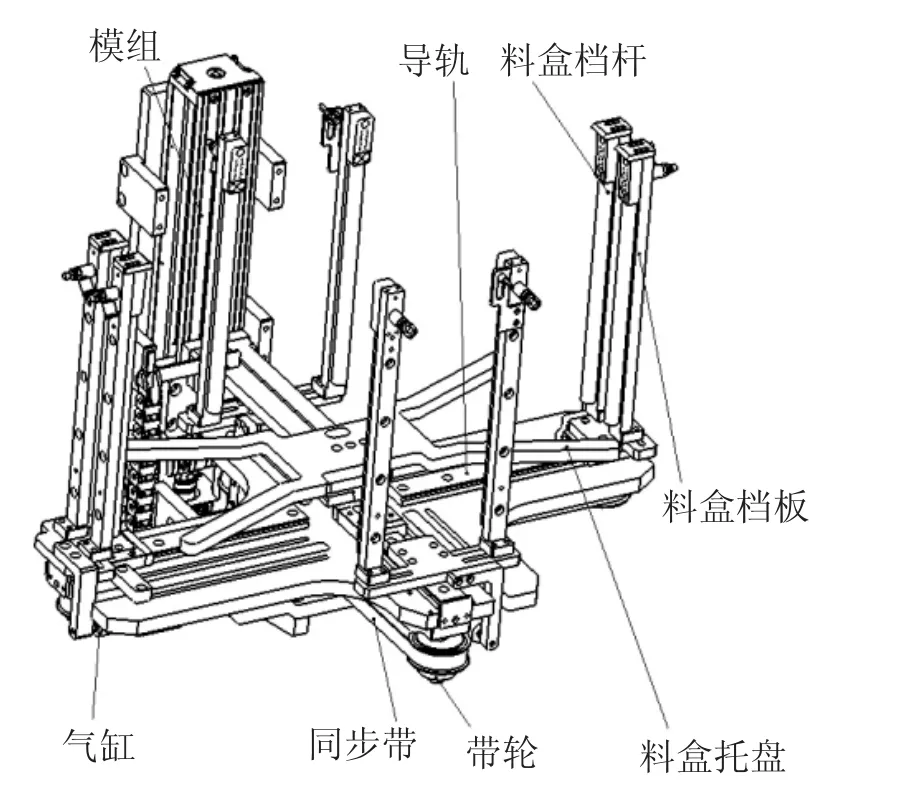
图5 料盒部件示意图
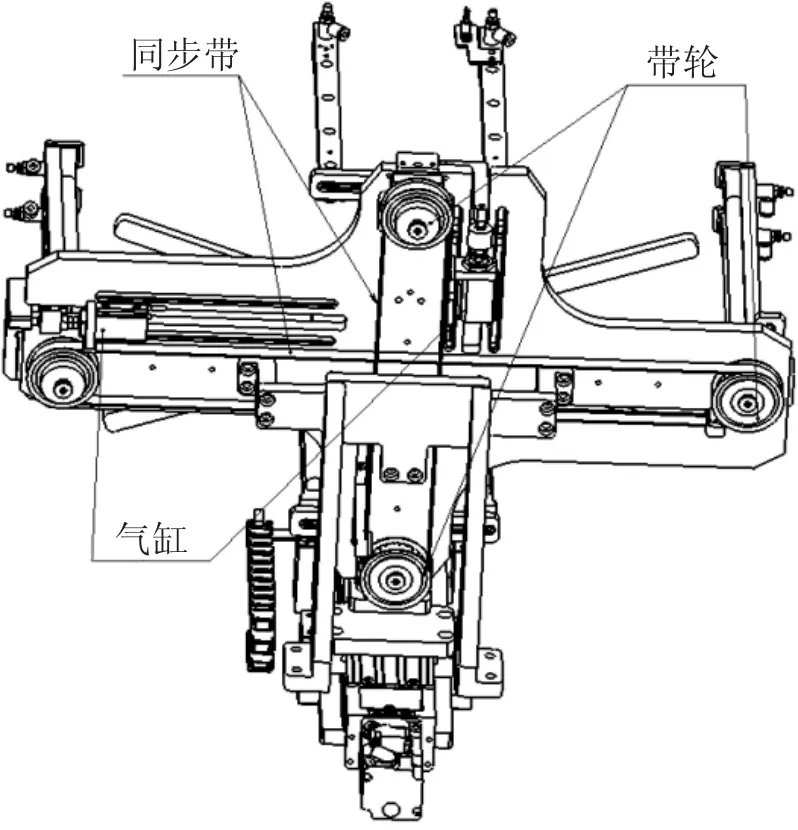
图6 料盒部件示意图
2.2.1工作原理
将一定数量的片料整理好,置于料盒中,调试气缸的位置,同时带动料盒档板对片料进行四边定位,模组通过料盒托盘拖着片料缓缓上升到取料位。
2.2.2料盒部件的电机选型设计
依据膜材在料盒取料位置精度高工艺要求,电机采用伺服电机。
料盒的负载膜材最大质量:m1=20 kg
料盒负载相关零件质量:m2=2 kg
最大速度:vd=0.3 m/s
负载总质量:md=m1+m2=20+2=22 kg
最大功率;Pd=md·g·v=22×9.8×0.3=64.7 W
考虑到模组的有效转化率和摩擦力,故选用100 W的伺服电机。
2.2.3料盒部件的模组选型设计
模组的选型从额定负载、力矩、丝杆导程、模组行程、成本因素来选择。
力距:l1=0.25 m
力矩:M1=md·g·l1=22×9.8×0.25=53.9 N·m
最大速度:Vm=0.3 m/s,丝杆导程选择5
参照送料机架的空间及20 kg膜材的厚度,确定模组的有效行程200 mm
查阅PMI样本相关参数,从以上参数来选择出模组型号:KM3005A+200N-113ACBA1和KM3305A+200N-113ACBA1,
从成本因素来确定最终的型号为KM3305A+200N-113ACBA1。
2.3 片式取料部件设计
片式取料部件主要由搬运气缸、取料气缸、抖料气缸、导轨、拖链和相关结构零件组成,如图7所示。

图7 片式取料部件示意图
2.3.1工作原理
片式取料部件的取料吸笔在料盒部件正上方。取料气缸和抖料气缸同时下降到取料位,真空打开吸取膜片,取料气缸上升,抖料气缸抖料,确保吸取片料。抖料气缸上升,搬运气缸将片料搬运至下压带基板上方,同时旋转气缸对片料进行旋转,确保片料最长的对角线与窄胶带的方向近似平行。取料气缸下降将片料吹放到压带基板上。
2.3.2片式取料部件气缸的选型计算
气缸的选型从安装空间、安装方式、负载、扭矩、成本因素等方面考虑。从膜片送料机构布局和片式取料部件机构上看,搬运气缸应选择薄型机械结合式的无杆气缸。
负载质量:m3=2 kg
工作力距:l2=0.06 m
负载扭矩:M2=m3·g·l2=2×9.8×0.06=1.17 N·m
从表1来看,气缸缸径25 mm的扭矩和负载满足设计需要,气缸缸径20 mm仅满足负载质量设计需要,扭矩值不够。从成本来看,气缸缸径25 mm的价格远比气缸缸径20 mm贵,为了降低成本,考虑使用缸径20 mm的气缸,但须解决负载扭矩不够的问题,因此给气缸配一根重负荷型导轨MSA15S(气缸和导轨组合价格低)。

表1 薄型机械结合式无杆气缸的扭矩和负载参数
导轨扭矩:Md=140 N·m,
气缸和导轨的组合扭矩:Mb=Md+M20=140+0.7=140.7 N·m>1.17 N·m,
确定选择缸径20 mm。
降低片式取料部件在搬运中造成的冲击力,所以气缸缓冲选择气缓冲。
料盒中心到压带基板中心的距离为500 mm。气缸的型号选择MY3B20-500。
按照搬运气缸的选型计算方法,查阅SMC样本相关参数,分别选出:
取料气缸型号:CDJ2F16-45CDJ2F16-45
旋转气缸型号:MSQB10R
2.4 上下压带部件设计
上下压带部件由上压带部件和下压带部件组成,上压带部件主要由粘尘胶辊、气缸、导向轴、直线轴承、清洁机构、改向辊和相关结构零件组成;下压带部件主要由压带基板、粘尘胶辊、清洁机构和相关结构零件组成;如图8所示。

图8 上下压带部件示意图
2.4.1工作原理
当片式取料部件将片料吹放至下压带部件压带基板的窄胶带上,在交流电机的拉动作用下,上下收料卷筒分别拉动上下窄胶带,此时上下粘尘胶辊处于贴合状态,下窄胶带拖动片料进入上下压带部件的粘尘胶辊接触面时,上下胶带紧紧粘合在片料的上下保护膜上。这样可以确保片料在剥膜部件剥离时,上下窄胶带可以顺利地撕掉上下保护膜,剥离出膜片。
2.4.2上下压带部件的压带基板设计
压带基板不仅为下胶带和膜材粘合提供平台,而且为改向辊、剥膜部件刀口、主动辊部件、吐料平台、收料气胀轴及片卷共用气胀轴的长度设计提供了重要的数据参考依据,所以压带基板的尺寸设计极为重要,以设备生产最大尺寸的膜材作为基准来计算压带基板的长和宽,如图9所示。

图9 下压带部件示意图
压带基板的长度LY=L,L为最大膜材的对角线长度;
压带基板的宽度:WY=W1+W2+W3
其中,W1为膜材出料方向,膜材的两个角最小距离,
W2为下压带基板安装固定的尺寸和膜材出料安全距离,
W3为压带基板膜材出料的安全距离。
2.5 剥膜部件的设计
剥膜部件由剥膜座、剥膜支撑座、上剥膜部件、下剥膜块组成,如图10所示。
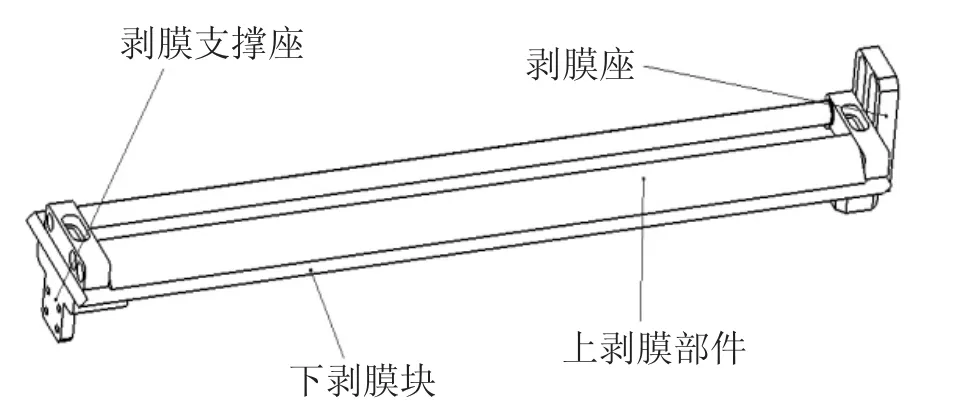
图10 剥膜部件示意图
工作原理:卷料或上下窄胶带粘着片料从上剥膜部件和下剥膜块中间的缝隙通过后,上下保护膜或上下窄胶带剥离后,分别向上和向下回收到收料卷料筒上,同时也完成了膜片剥离,如图11所示。
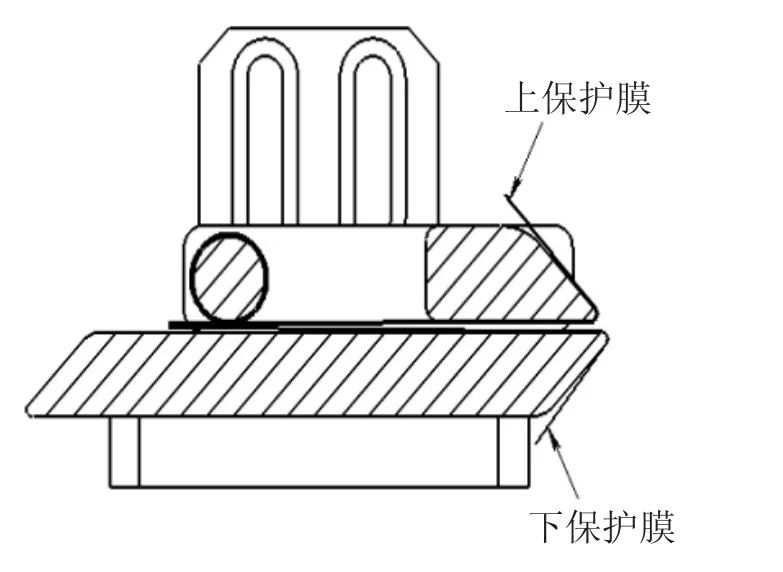
图11 剥离膜片示意图
2.6 主动辊部件的设计
主动辊部件由传动胶辊、传动压膜辊、带轮、气缸、直线轴承、光轴、辊子连接板和相关机构零件组成,如图12所示。

图12 主动辊部件示意图
工作原理:卷料的下废保护膜或片料的下废胶带从剥膜部件剥离出后,经过主动辊部件的传动胶辊和传动压膜辊的接触面,同时传动压膜辊在气缸的作用下,紧紧地挤压着下废保护膜或片料的下废胶带,主动辊部件在送料机构的交流电机带动下,拉动着下废保护膜或下废胶带,最终卷绕到下收料卷筒上。由于传动胶辊的半径r不变,角速度ω稳定,所以经过主动辊部件的线速度V(V=ω·r)稳定,单位时间t内经过主动辊部件的下废保护膜或下废胶带的长度L(L=V·t)不变。这样就确保了送料机构出料稳定。
2.7 收料卷筒的设计
收料卷筒主要由气胀轴、卷筒扭力座、卷筒扭力套、轴承和相关结构零件组成,如图13所示。

图13 收料卷筒示意图
工作原理:收料卷筒部件由送料机构交流电机带动,卷绕上下废保护膜或上下废胶带。由于送料机构的收料线速度V(V=ω·r)稳定不变,当收料卷筒上的废料半径r由小逐渐变大,同时收料卷筒的角速度ω由大逐渐变小,此过程通过卷筒部件的扭力套和气胀轴的头部轴摩擦变化来实现。
2.8 送料机构的电机选型设计
膜片送料机构剥离出膜片,动力源就是电机,由于膜片送料机构主要由卷筒机构、改向辊、胶辊、剥膜部件等机构组成,所以负载是以工作状态中各个机构的摩擦力和上下胶带(上下保护膜)的粘合力组成的,无法具体计算,只能采用类比法,根据类似的机构,确定送料电机为60 W交流电机,此机构要求电机速度可控,所以给电机增加了调速器。
3 结束语
此机构运用到相关背光显示屏生产设备上经过生产验证,得到了用户认可,膜片送料机构出料稳定可靠,速度可控,方便调试。膜片送料机构的成功应用,大大地提高了相关背光显示屏生产设备的生产效率,促进背光相关行业快速发展。
猜你喜欢
浙江临床医学(2022年8期)2022-09-14
金属热处理(2022年7期)2022-07-26
科技创新导报(2022年4期)2022-06-23
航天制造技术(2021年5期)2021-11-06
新农民(2021年32期)2021-09-10
科学与财富(2019年8期)2019-10-21
化学教学(2019年12期)2019-01-03
中国科技纵横(2018年18期)2018-10-27
计算机辅助工程(2015年4期)2015-09-16
化学教与学(2014年10期)2014-10-21
