
基于云服务器的经编机数据管理系统设计
2022-08-04 03:42郑宝平蒋高明
纺织学报 2022年7期
郑宝平, 蒋高明
(江南大学 针织技术教育部工程研究中心, 江苏 无锡 214122)
经编机数据管理是经编企业正常运作的重要组成部分[1]。主要包括经编机运行状态的监控,生产计划的安排,产品质量的控制以及设备信息的安全等。传统的经编机数据管理主要通过人工手写、卡片记录统计以及U盘拷贝等方式进行,该方式管理数据具有滞后性,且数据安全性低、准确性差,不易管理[2]。这种数据管理方式已不适用于现今的经编生产环境。随着互联网技术的不断应用与创新以及行业信息化的不断发展[3],经编机数据管理具备了新的管理理念与技术内容。
目前,互联网技术在经编机数据管理上的应用研究也逐步深入。冯勇等[4]利用传感器采集经编机的生产数据,通过紫蜂模块将生产数据临时保存在本地数据库上,然后利用互联网技术将经编车间数据上传至服务器。夏栋等[5]提出了一种基于ARM(advanced RISC machine)的经编生产数据实时采集系统,对经编机数据采集模块进行设计分析。朱启等[6]通过企业内部局域网设计了基于浏览器/服务器模式(B/S)结构的MES管理系统,实现经编车间的网络化管理。章国青等[7]应用STM32的数据采集终端采集经编机的运行及生产数据,通过阿里云DataV数据可视化平台对数据进行展示。从查阅文献可知,对经编机数据管理的研究主要从生产数据采集及数据显示等方面进行,这些研究对提高经编企业的信息化程度具有重要意义。但文献并未对经编机数据进行系统化分类,与经编机主控系统集成度低,应用外接采集终端采集的数据会产生时滞和偏差,且对经编机控制数据及工艺文件的管理尚不成熟,并未实现经编机数据全面系统化管理。
本文提出的一种基于云服务器的经编机数据管理系统,是以云服务器作为数据管理平台。云服务器可实现计算资源的即开即用和弹性伸缩[8]。本文通过对云服务器平台和主控系统的设计,实现经编机数据全面、高效以及安全的管理目的。
1 经编机数据管理原理
1.1 经编机数据模型
经编机设备包括主体机构及送经、横移、牵拉等组件[9],在系统数据管理时主体机构数据包括静态对象属性、过程对象属性、配置数据;组件信息模型数据主要为送经、横移、牵拉静态和过程对象属性集,其数据结构模型如图1所示。

图1 经编机数据模型
在对经编机数据管理过程中,静态对象集为经编机固有属性,一旦配置完成不再改变,这类数据集亦可称为经编机初始化数据,初始化后可上传至云服务器保存。过程对象属性集为经编机生产过程动态属性,该属性随编织过程时间、经编机状态等变化而实时改变,这类数据需要实时与云服务器进行交互,以实现云服务器数据实时更新,达到经编机数据高效管理性能。配置属性集为经编机客户端与云服务器之间数据交互的联网参数,包括网络IP地址、端口等参数。按照数据模型进行分类管理,是实现经编机数据管理系统设计的重要前提。
1.2 数据管理系统原理
为实现经编机高效、安全的管理模式,设计了一套基于云服务器的数据管理系统,控制原理如图2所示。
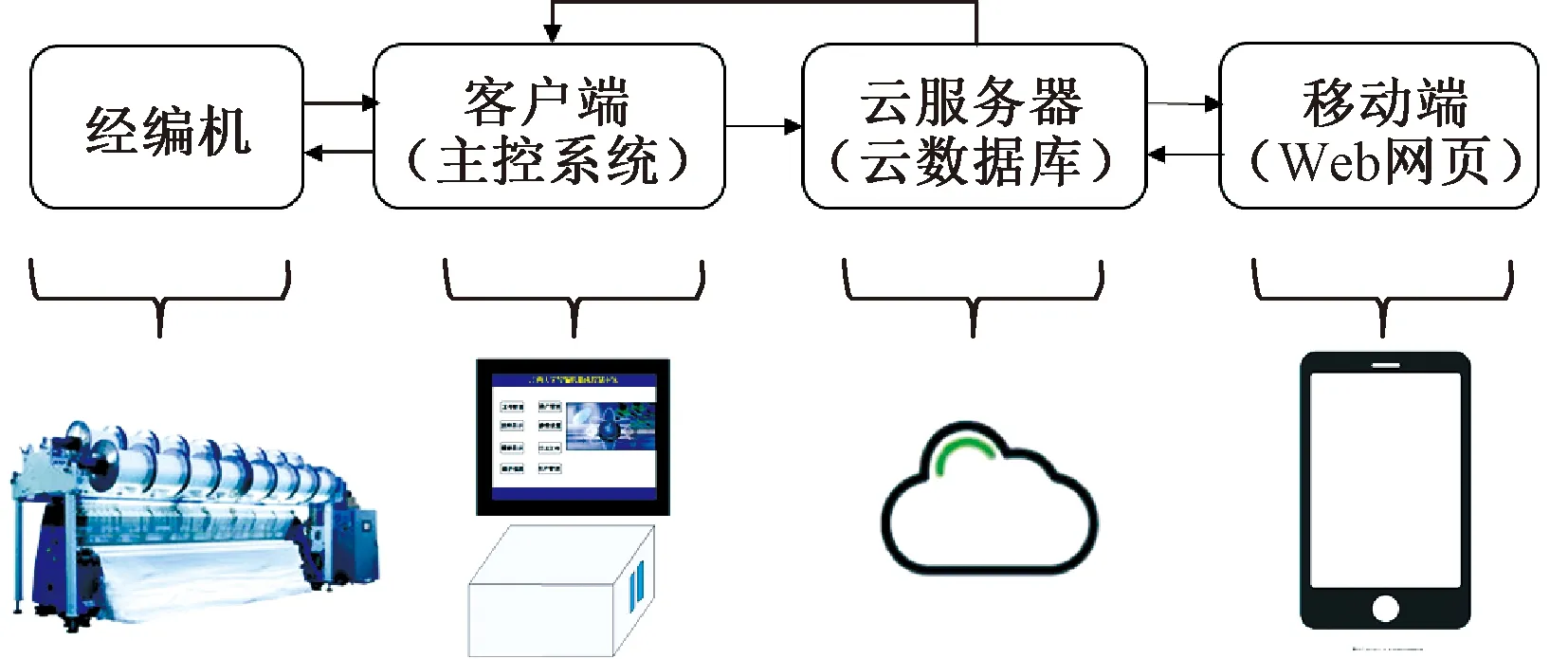
图2 经编机数据管理系统原理
经编机编织过程中,主控系统通过主轴编码器采集经编机运行数据,如机器速度、主轴角度等,并将采集数据进行实时运算,进而控制经编机送经、横移、牵拉以及主电动机等进行相应编织动作。相对于云服务器,主控制系统属于客户端,客户端通过互联网与云服务器进行数据交互,实时向云服务器中的数据库发送经编机编织各项数据,实现生产数据的远程传输;同时,云服务器可以实时向客户端执行部分操作,实现系统的远程控制;另外,通过对云服务器FTP(文件传输协议)的运用,实现工艺文件的远程传输,能够快速、便捷、安全地进行工艺更换。当数据在云服务器交互后,通过移动端(Ipad、手机等)对云服务器数据进行访问,采用Web网页执行经编机数据的实时展示,实现了经编机数据的远程管理。Web网页的设计是采用C#编程软件的ASP.net模块实现。
在整个控制过程中,互联网的应用是连接主控系统和云服务器的桥梁,不需要其他的中继器或网关,不但节约成本,而且更便捷,无需额外通信协议。
2 云服务器系统设计
2.1 云服务器选型与配置
云服务器是经编机数据管理的应用平台,系统云服务器供应商为阿里云,定制云服务器时需要考虑实际应用场景和需求。云服务器配置参数首先考虑CPU性能,其代表云服务器的运算能力。系统配置型号为Intel(R) Xeon(R) Platinum 8269CY CPU@2.50 GHz/2核。相较传统服务器,根据CPU利用率情况,云服务器后续可以自由方便地扩展CPU核数。
内存是数据的中转站,内存大小是决定云服务器缓冲速度的重要因素。云服务器可以在初选内存条件下测试内存的利用率,进行相应扩展或缩容。测试系统配置内存为4.0 GB。
网络带宽的大小能够影响客户端(经编机主控系统)和云服务器之间的交互。带宽的配置取决于经编机数据管理类型、结构和访问等。由于经编机数据管理系统主要是数据和文本的传输,很少涉及图片和视频的传输,带宽无需设置过大。与其他硬件资源相比,网络带宽更昂贵。本文系统配置网络带宽4 M,实际需求可根据系统性能进行调整。
硬盘是存储数据的地方,硬盘的大小要根据经编机的数据大小决定,该系统选用硬盘为80 GB。
为适合大众操作习惯以及直观的操作界面,操作系统配置Windows系统。另外,在云服务器所在的地方,最好选择目标用户所在的区域,这样网站可以更快地打开。
2.2 云数据库设计
云数据库是用于数据存储、分类、展示的应用系统,支持复杂数据查询,并有强大的可视化管理工具,能够轻松管理数据[10]。
数据库设计时需要统一数据表建表规范,尤其是各数据类型与字节数,若数据类型或字节数出错,会导致服务器和客户端数据交互错误。
图3示出经编机过程数据云数据库设计方案。包括编织过程中动态变化数据,如机器速度、机器状态、产量、班次、停车次数、生产效率、送经量、牵拉密度以及当前横移横列等,这些数据需要实时进行刷新交互。由于数据较多,图中数据只展现建表规范,未列出所有过程参数。

图3 过程数据云数据库设计方案
经编机静态数据库包含主机属性(如机号、机宽、机型等)、送经参数(如送经轴数、送经减速比等)、横移参数(如梳栉横移角度、梳栉累计最大移针量等)以及牵拉参数(牵拉减速比、牵拉辊直径等)等,其建表规范与图3一致。
2.3 文件传输搭建与设计
在实际应用中,经编机数据繁多,虽然通过云数据库可以全部建表管理,但有部分数据相互之间影响较大,且具有整体性,若进行拆分建表,对数据管理直观性较差。为保证数据文件的完整性,应采用文件传输方式执行。
2.3.1 文件传输平台搭建
目前在Windows操作平台,云服务器与客户端之间文件传输采用FTP具有很大优势,这是由于FTP文件传输效率非常高[11]。FTP服务器用于存储文件,用户可以使用FTP客户端通过规范协议访问位于FTP服务器上的资源,进而实现文件远程传输。
图4示出FTP服务器和客户端文件传输规范,当主控系统需要访问云服务器存储的文件,此时云服务器内搭建的为FTP服务器,主控系统为客户端。当云服务器需要访问主控系统存储的文件,此时主控系统运行的是FTP服务器,而云服务器运行客户端。从而实现经编机文件双向传输。
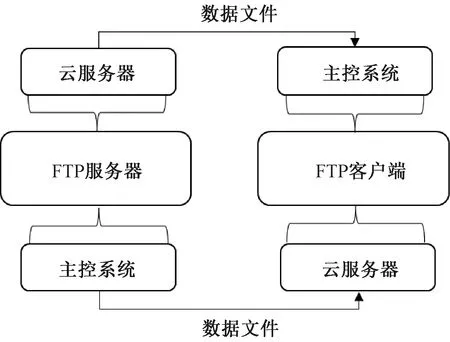
图4 FTP服务器和客户端文件传输规范
在对FTP服务器搭建配置时,可执行FileZilla应用系统进行快速、便捷的FTP搭建。FTP客户端需按照协议设计系统对文件进行访问。
2.3.2 文件传输方案设计
在经编机数据管理系统文件传输功能应用方面,主要是对工艺文件的传输。工艺文件涉及产品的诸多敏感信息,对于新开发产品,工艺文件安全性尤为重要。传统采用U盘拷贝方式经手人较多,容易产生工艺泄漏。而通过FTP远程传输,实现云服务器和主控系统直接对接,工艺员可以直接将设计的工艺上传至FTP服务器,主控系统直接访问提取,无需中间拷贝环节,安全、快捷、可靠。
为展示文件传输设计方案,本文以工艺文件传输为例。工艺员在设计软件时对工艺垫纱数码进行设计,还对工艺其它参数进行设计,包括原料、整经、穿纱方式等。完成设计之后,将导出一个上机文件,工艺员将导出上机文件放至FTP服务器指定文件夹内(如D:/1001/工艺数据),编号为1001经编机主控制系统定时访问FTP服务器相应编号指定文件夹,并提取内部文件,实现工艺文件的远程传输。经编机其他文件的传输亦可按照此方式进行。
3 经编机主控系统设计
3.1 数据交互通信建立
在经编机数据管理系统中,主控系统属于数据交互客户端。欲实现云服务器与客户端数据交互,需使双方建立通信。
主控系统与云服务器数据交互包括参数的传输和文件的传输,其中参数传输是与云数据库建立通信连接,文件传输是与FTP服务器建立通信连接,2种通信连接方式存在差异,需分开设计。
3.1.1 ADO通信技术
主控系统与云数据库通信连接有标准连接规范。首先,创建对象连接,采用的是ADO(ActiveX Data Object)技术,该技术可直接与数据库连接,无需创建数据源,属于数据库访问的高层接口[12]。
然后打开云数据库进行连接,操作代码如下:m_pConnection->Open("Provider=SQLNCLI10;Server=127.0.0.1;Database=KTCMachine;uid=sa;password=******","","",adModeUnknown).
其中,Provider为数据库类型,Server为云数据库IP地址,Database为云数据库表的名称,uid、password分别为连接的云数据库帐号和密码。
由于经编机数据需要实时传输,主控系统需要与云数据库保持通信,同时防止网络中断等导致主控程序堵塞而致系统崩溃,在对主控程序设计时,需要为云数据库通信另外开辟一条独立线程,实现主控程序顺畅运行。
3.1.2 FTP通信协议
与数据库通信不同,主控系统与FTP服务器通信必须创建一个对象,并创建初始化网络会话。通过调用会话类里面的函数建立一个FTP连接,连接到FTP服务器。
pConnection=pSession->GetFtpConnection(m_strFtp,m_strName,m_strPwd).
其中,m_strFtp为FTP服务器IP地址,m_strName和m_strPwd分别为FTP服务器登录帐号和密码。
当通信建立以后,主控系统采用查询方式访问FTP服务器对应路径下资源文件,并对文件进行提取。同理,云服务器亦可以相同方式访问主控系统文件资源。
3.2 控制参数的封装设计
主控系统控制经编机编织,需要对经编机横移、送经以及牵拉等机构的运动进行控制,以达到各机构的协同动作,这些数据可划分为控制参数。欲实现控制参数的管理,需要对此类参数进行封装设计。
3.2.1 横移控制参数
横移控制参数中最基本也是最重要的是横移起止角度参数,该参数控制梳栉进行针前垫纱、针背垫纱的起始和终止时间[13]。
经编机横移起止角度根据机器型号的不同会有一定差异,但是一般经编机配置(主轴零位、梳栉数等)确定,各梳栉横移角度亦无需更改,这类参数在系统运行过程与云服务器无需实时交互。当横移角度确有微调变动,可通过点击事件进行传输更新。由于主控系统在设计横移控制方式时已定义各横移角度的类型和字节数,可以采用二进制文件封装方式对梳栉横移角度进行封装,这类封装方式数据结构直观,不会造成有效位的丢失,并且储存实型数值更节省空间。
横移控制策略参数属于横移系统的优化参数,本文系统采用的PID控制策略,主要包括比例、积分、微分等参数,这类参数与梳栉横移起止角度类似,亦可采用二进制文件封装。
横移控制里面另外一类重要控制数据为横移速度规划曲线,这类参数直接影响经编机梳栉横移的稳定性和响应性能。
速度规划曲线可由式(1)五次多项式公式推导,电动机运动角位移与时间(t)关系函数为
θp(t)=c0+c1t+c2t2+c3t3+c4t4+c5t5
(1)
式中,c0,c1,c2,c3,c4,c5为常数。
对θp(t)求导,得速度曲线函数:
vp(t)=c1+2c2t+3c3t2+4c4t3+5c5t4
(2)
根据梳栉垫纱运动特点计算得到五次多项式速度规划曲线函数:
(3)
式中,θ为梳栉垫纱电动机运动角位移,rad。
由速度规划曲线函数可以看出,速度规划曲线与针前或针背垫纱电动机角位移和横移时间有关,而垫纱运动是由工艺组织决定,横移时间随经编机速度变化而变化,因此,速度规划曲线函数属于动态变化数据。同时,针对不同的要求,速度规划曲线也可以是其他函数,如正弦函数、修正梯形函数以及匀加减速函数等。
针对这类控制参数,本文系统设计了一种数据表封装方法。将速度规划曲线按照时间t进行均等划分,分成n等分,然后跟速度规划曲线函数进行拟合,得出速度与时间数据表。而电动机运动角位移和针前或针背横移时间为系统变量,运动指令根据变量在线计算。数据管理系统只需管理函数数据表,上位机程序负责调用数据表进行函数计算拟合。
3.2.2 送经和牵拉控制参数
送经控制参数是控制送经电动机转速以实现供纱编织运动,主要包括盘头外周长、内周长及圈数等参数。随着机器速度的变化,单位时间内送出纱线量也需跟随变化,送经电动机转速需跟随主轴做相应调整[14]。编织过程中,主轴与从轴(送经电动机)之间传动比公式为
(4)
式中:nm为主轴转速,r/min;ωs为送经电动机转速,r/min;Ry为盘头外径,mm;Fz为送经量,mm/腊克;ir为送经电动机与经轴的减速比。送经量Fz、送经电动机与经轴的减速比ir设置好后不再变化。
绕在盘头上纱线半径变化是由送经控制参数所决定,其函数关系式为
(5)
式中:qd为当前盘头纱线圈数;qs为初始设定盘头纱线圈数;cs为初始设定盘头外周长,mm;cb为盘头内周长,mm。
从上述计算公式可以看出,送经控制参数在控制送经过程中都参与了相应环节的计算,任何一个参数的改变都会导致计算结果的变化。同时,部分参数需要在现场根据生产环境而设置。为了保证送经控制参数的整体性,本文系统设计了ini配置文件(initialization file)封装方法,这样程序对外是开放的,当程序需要修改一些参数时无需修改程序代码本身并重新编译,可以根据需要进行必要的配置。
牵拉控制参数与送经控制参数类似,故可以采用同样的封装方式进行。
4 系统性能测试与分析
为了验证系统创新性的设计在经编机数据管理上的优越性,对系统进行测试,并对编织过程中采集到的经编机数据进行分析。
4.1 数据管理系统测试
4.1.1 测试平台搭建及测试原理
测试平台硬件组成及系统功能见表1所示。

表1 测试平台硬件名称及功能
为方便进行管理,将测试用的6台经编机进行编号,编号为1001-1006。
本文重点是设计了一种基于云服务器的经编机数据管理系统,因此,测试的目的是展示该管理系统对经编机数据管理的优化程度。采用云数据库读取和Web网页技术显示的方式查看经编机数据实时状态,并实现工艺数据和封装文件的远程传输,分析对于实际生产过程的经编机数据管理性能。
4.1.2 测试内容与步骤
1)准备好测试所需硬件,确保经编机系列组(编号:1001-1006)网络通畅,配置好云服务器信息,安装好数据库和FTP服务器,搭建好测试平台。
2)将设计好的主控系统程序载入经编机控制系统,在云数据库按照经编机数据模型建立数据库表,搭建FTP服务器文件库(包含工艺数据文件库、配置数据文件库),并与云服务器(云数据库、FTP服务器)建立通信连接。
3)通过对云数据库数据进行整理分析,将部分生产数据使用Web网页技术用于实时显示,测试生产数据远程监控管理。
4)将工艺文件导入FTP服务器文件库,测试工艺文件载入经编机主控系统情况。从配置数据文件库测试经编机主控系统上传配置数据状况。
5)对主控系统和云服务器交互数据进行分析,得出实验结论。
4.2 系统性能分析
4.2.1 数据与文件传输性能分析
图5示出Web网页显示的经编机系列组生产数据(由于数据较多,只显示部分数据作为测试),经过与经编机主控系统实际显示数据对比,云服务器监测到的数据与实际生产数据吻合,且更新具有实时性,能够快速准确实现经编生产管理。

图5 Web网页显示经编机系列组数据
当工艺员设计好经编机工艺(工艺名称:W型提花.wkc)时,将工艺文件直接放入搭建好FTP服务器工艺文件数据库(编号:1001),如图6所示。

图6 FTP服务器工艺数据
从相应的经编机(编号:1001)控制系统查看工艺文件,经编机主控系统已获取云服务器上的工艺文件,并可直接用于生产,实现了经编工艺的远程传输功能。
同时,从云服务器配置数据路径中查看主控系统封装的文件信息,云服务器已获取主控系统封装的文件,且获取的文件可实时更新。能够对现场生产的经编机数据进行备份管理,既防止了经编机硬件损坏导致数据的丢失,又能快速查看经编机相应模块配置数据,使经编机数据管理更加高效化。
4.2.2 云服务器性能分析
对云服务器性能进行测试主要包括数据库并发能力、系统响应时间和网络吞吐量等。
数据库并发能力指最大同时连接经编机客户端数量。经过测试,数据库最大能支持客户端并发连接数可达到32 767个,对于经编机数据管理的应用足够。Web网页设置2 s刷新页面可与经编机实时数据同步,能够达到系统响应要求。
当测试的经编机系列组同时与云服务器数据库进行数据交互时,如图7、8分别示出云服务器实时网络吞吐量和CPU利用率。从图7分析出数据吞吐量最大在200 kbps左右,而系统配置的网络带宽为4 M。从图8分析出系统配置的CPU利用率最大在10%左右,利用率较低。因此,通过测试分析出系统配置的网络带宽和CPU性能都能满足客户端软件需求,系统稳定性好。

图7 云服务器实时网络吞吐量
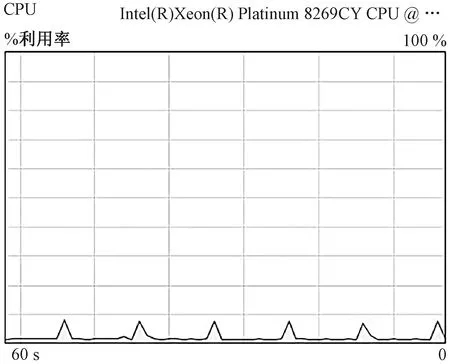
图8 云服务器实时CPU利用率
5 结 论
采用云服务器对经编机数据进行管理已得到成功应用。云服务器平台的应用不但免去了采购计算机硬件以及大量人力维护成本,同时还能享受到专业、高质量服务,提升运维效率。云服务器的镜像功能可以大幅提升经编机数据的安全性能。
1)通过对云服务器进行系统配置,搭建了数据管理平台,根据经编机数据模型在云服务器平台设计了云数据库表,并搭建了FTP服务器,设计了文件传输方案。
2)对横移、送经及牵拉数据进行计算分析,设计出二进制文件、数据表以及ini配置文件封装方案,实现主控系统与云服务器数据交互通信。
3)通过对云数据库表中数据处理,采用Web网页动态实时显示经编机数据,实现经编机远程监控,获取的经编机数据稳定可靠。
4)经编机工艺文件快速安全载入主控系统,实现工艺文件的远程传输,并且主控系统封装的配置文件完整有效地上传至云服务器,保证了经编机数据完整性,安全性。
猜你喜欢
新作文(高中版)(2022年5期)2022-11-22
——稳就业、惠民生,“数”读十年成绩单
人民周刊(2022年17期)2022-10-21
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年5期)2022-04-02
智能制造(2021年4期)2021-11-04
中国计算机报(2018年12期)2018-10-08
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
科学与财富(2017年23期)2017-09-24
声屏世界(2015年7期)2015-02-28
